















































软件

产品


近期,购买了技术邻的FSW案例,也学习了下有经验者的调试经验。采用ABAQUS的ALE方法,欧拉边界设定进行仿真FSW过程,当采用下压量为固定的初始条件时,在我近期一个月的调试内,无论修改ALE还是修改材料模型,或者焊接参数,都无可避免的出现了搅拌针后侧与材料脱离的问题,孔洞增大畸变停止计算。
对于这个问题,我了解到很多同仁都有遇到,但是在已经发表的文章以及毕业论文中,有些研究人员的确已经解决了这个问题,我本人多次向这些方面的学者求教,但是因为某些原因,还未收到任何答复。至此,我后期采用恒压力的方式进行了边界设定,并且采用更为简单的弹塑性塑性应力,仅考虑温度变化。在模拟结果中,
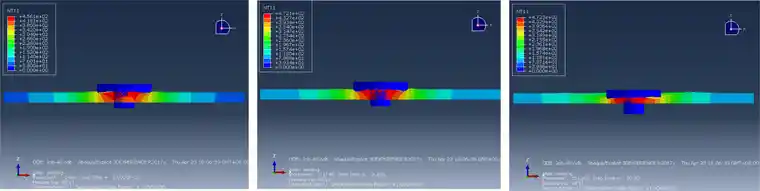
在焊接阶段,的确解决了之前恒下压量带来的问题,但是却遭遇了一个很奇怪的新问题,结果如图所示:
随着焊接进行,搅拌针下压深度一直在增加,丝毫没有和焊接工件表面建立动态力平衡的过程。起初以为是焊接速度太慢,但是增加速度,已经出现下压量一直增加,表现为材料搅拌针下册材料一直在软化的问题。但从增加焊接速度,使得前进方向较低温金属流入的方式考虑,增加速度应该可以阻止下压量一直增加吧。反正该方式没解决此问题!
随后,在焊接阶段增加了下压方向搅拌针位移为0的约束,这就导致跟恒位移建模一样遭遇同样问题!不可行!
再者,采用改变材料本构,增加塑性应变硬化,因为下压量增加应变增加 材料应该更硬,抵抗搅拌头下压,但是采用JC参数后,貌似避免了该问题下压,但是又出现搅拌针和后侧材料脱离问题。(流动性差?),改JC后计算如下:


免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















