















































软件

产品


导读:
轧制简单分为热轧、冷轧,热轧常见的有钢厂轧制成型的、板材、棒线材,而冷轧是在热轧之后根据需要来进行轧制成型。
本案例中需要给槽钢折弯,同时保证轧件不给损坏,最关键的是回弹不能超过规定的尺寸,例如此处规定不超过1mm。如图1轧制初始图所示。
整个轧制工艺为:
槽钢进入凸模,压板下压保证中间部分不窜动即可,紧接着两边扎头(非对称)按照一定角度进行折弯。
最终成型图如图2轧制成型图。
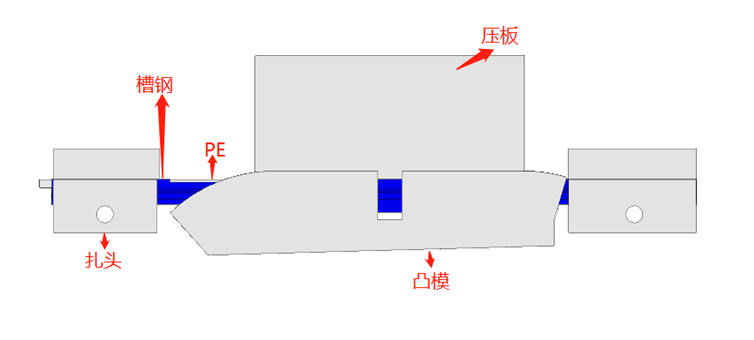
图1、轧制初始图
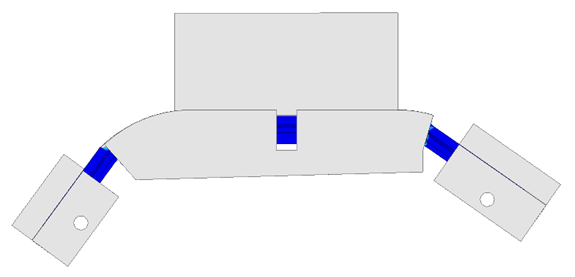
图2、轧制成型图
一、有限元模型转化
轧件、压板与PE六面体六面体网格划分,如图4。凸模与扎头仿真中考虑为刚体,所以进行四面体划分即可。
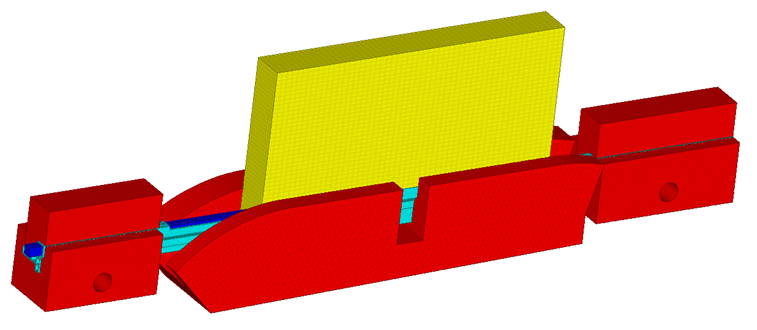
图3、有限元模型图
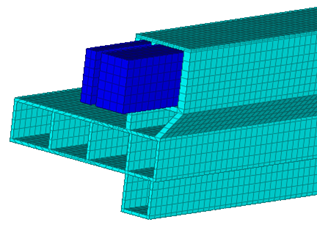
图4、轧件和PE
要点一、刚体建立
建立参考点,方式很多,案例中只介绍一种,选取圆直径上的两个节点建立中间点,然后选取Xrp建立参考点。
如图选取参考点,以及建立刚体的单元,此处以扎头为例。
图5、参考点建立
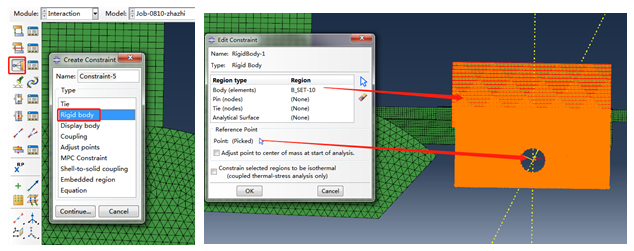
图6、刚体建立
要点二:局部坐标系建立
局部坐标系在abaqus软件中也有多种创建方式,同样在此也介绍一种。
欲通过两根线来确定局部坐标系,所以通过圆上三点建立了垂直于该圆面的轴,然后通过转动轴,创建另一根轴,这时就可以创建局部坐标系。(有笛卡尔直角坐标系、圆柱坐标系、球坐标系)
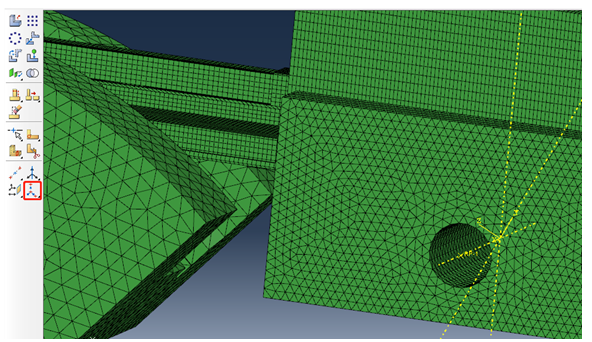
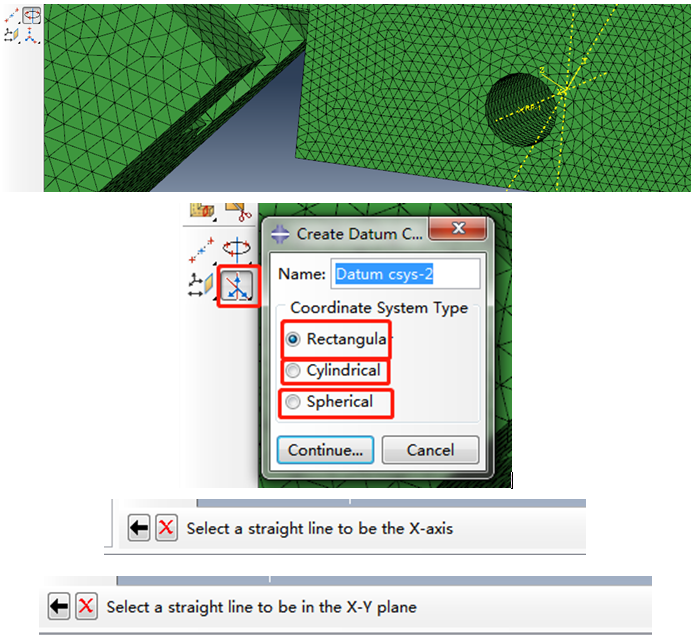
图7、局部坐标系建立组图
要点三、接触考量
轧制过程中,接触较为复杂,会发生自接触以及之前为考虑到接触的结构也可能发生接触,所以建立通用接触并且在初始载荷步就开始。接触属性依据实际情况设定摩擦系数以及法向接触(默认设置)。
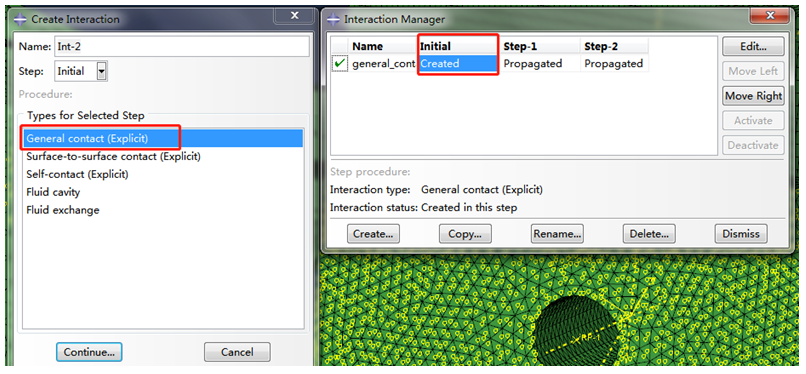
图8、通用接触建立
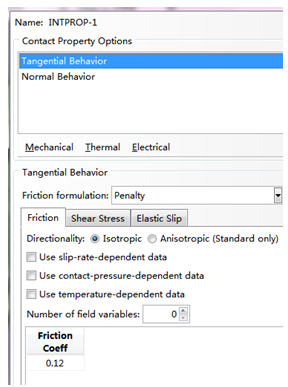
图9、接触属性建立
二、工况施加
此次分析分为两个载荷步即可:
1、静力学,实现压板对槽钢的挤压(防止槽钢窜动),在第二载荷步中抑制。
2、显示动力学,实现两个非对称扎头按照指定轧制方向进行折弯。
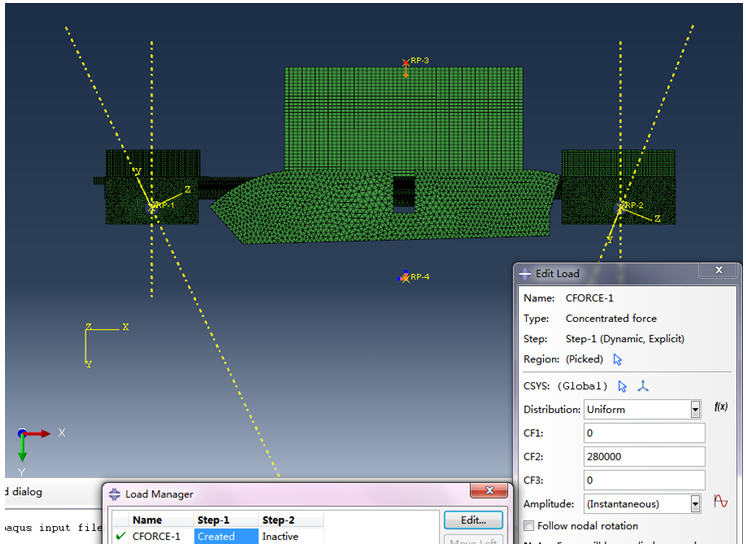
图10、压板载荷施加

图11、轧制力施加
要点:
此处一定要在第二个分析步(显示动力学)设置重启动,如若不然回弹无法成功
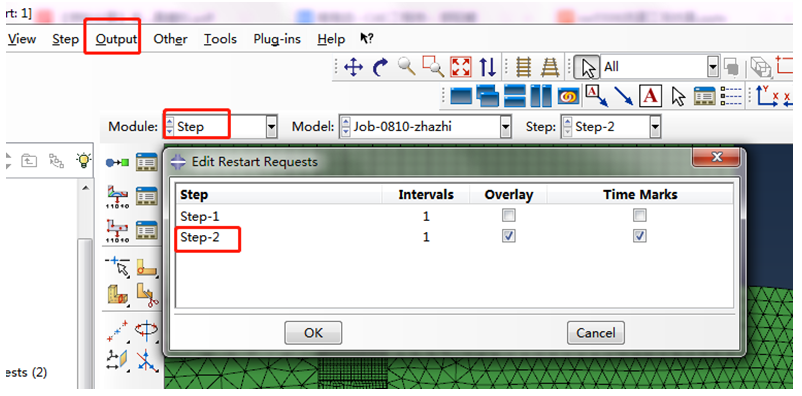
图12、重启动设置
三、回弹分析
1、**上一个Job
删除除了轧件之外的所有零件、接触、接触属性以及非必要的约束条件(如在其它删除结构上的约束)
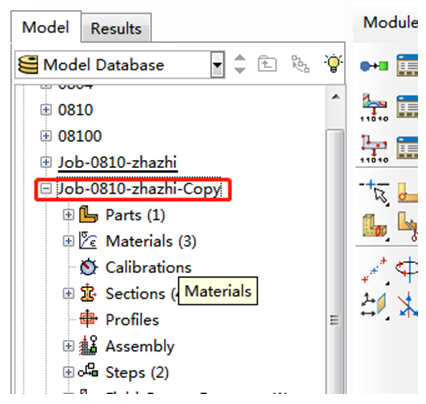
图13、回弹Job建立
2、载荷设置
载荷步设置是最回弹分析中,最为关键的一步,有四处需要设置:
1)选择回弹区域(轧件)
2)选择显示分析的工作名称
3)指定载荷步以及帧数(Frame)
4)勾选更新参考设置之前
3、分析类型设定
分析步设置,可以删除掉**过来的静力学以及显示动力学载荷步重新建立静力学分析,也可以删掉之前静力学,将显示动力学替换为静力学分析。
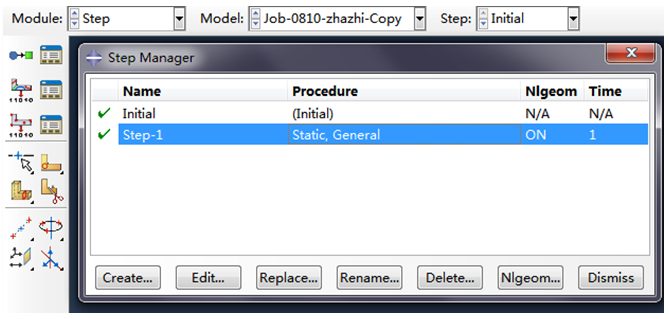
图14、回弹载荷步设置
四、结果查看
由于结果不能公开,所以通过简单轧件来进行结果计算。如图15为第一次分析结束后轧件的最大位移为1.39mm,图16为第二次分析(回弹分析)后的最大位移为0.68mm,所以可以得出轧件轧制后回弹量为0.71mm。
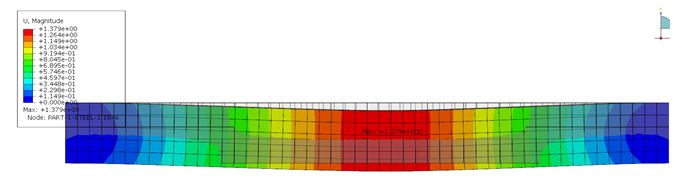
图15、轧制后最大变形图
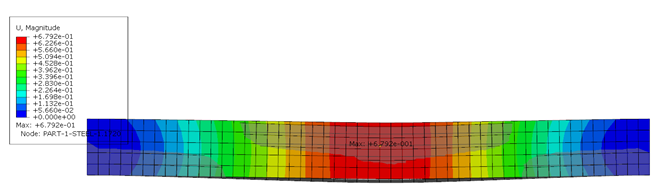
图16、回弹位移图
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















