















































软件

产品


一、安费诺东亚电子科技(深圳)有限公司简介

安费诺成立至今已77年,是第二大连接器制造厂商。1984年,安费诺公司进入中国。安费诺东亚电子科技(深圳)有限公司(以下简称安费诺
深圳公司)2008年6月3日美国安费诺(Amphenol)公司1932年创立,是驰名中外的连接器制造商,是一家大型的美资企业,主要以设计、
制造和销售电器、电子和光纤连接器等通信设备,以及同轴、扁带电缆(线)及其它连接系列产品,产品用于手机、电脑、电脑打印机、传
真机、航空、军事等领域的连接器系列。
二、安费诺深圳公司导入Moldflow背景
国内、国际上连接器市场需求近年来保持了高速增长,新技术、新材料的出现也极大推动了行业应用水平的提高,到目前为止,连接器已发展成
为产品种类齐全、品种规格丰富、结构型式多样、专业方向细分、行业特征明显、标准体系规范的系列化和专业化的产品。总体来说,连接器发
展趋势之一就是体积与外形尺寸微小化和片式化,这要求设计者设计出体积小、壁薄的高性能连接器,同时也对连接器代工企业提出了严峻的考
验。在日益竟争激烈的市场环境下,产品价格要求低,产品质量要求高,交期要求快是客户共同的心声,而对于我们安费诺来,只能降低生产成
本,提高生产效率,优化设计和生产过程能力,争取做到“从我做起,一次做对”。为了提高连接器中的塑料产品的质量、缩短产品开发周期、
快速高效地占领市场、采用先进的CAE分析技术,在开模之前就可以预测出产品和模具设计中潜在的问题,并及时加以改进确保一次试模就能生
产出合格的产品,为此,安费诺东亚公司在2009年导入Autodesk Moldflow 软件。
三、Moldflow对安费诺深圳公司主要帮助
安费诺现在的产品,常会出现困气、缩痕、起泡、翘曲变形等成型缺陷,有时甚至弄不清缺陷的原因:到底是产品结构问题还是模具设计不合理
、加工精度不到位?找不出问题点,导致产品开发周期加长。如果在开模前甚至是产品设计时就用Moldflow进行优化分析,就可以轻松分析潜
在的问题,预测成型缺陷,从而有利于及时进行产品和模具优化,有效避免各种后续麻烦。
3.2 有效管控供应商、控制模具质量
安费诺现在的模具外发给供应商来做,由于供应商的技术水平参差不齐,如果安费诺深圳拥有过硬的Moldflow技术,在产品设计前期优化产品壁
厚,预测成型风险,分析出合理的进胶位置以及模具排布,将一些关键参数自己掌握,进而控制整个产品开发进度,达到节约开发成本,缩短开
发周期的目的。
3.3 对连接器产品开发指导
模具经理说:安费诺目前承接的连接器产品一般小而薄,很精密,对尺寸及变形等要求非常高,甚至苛刻 , 变形很多要求控制在0.03-0.08mm
范围内, 因此通过Moldflow 模拟成型条件,提前预防和改善的结果是很有必要的。
运用Moldflow主要优化以下几个方面:
a、 浇口位置选择
b、 产品的变形
c、 融接痕的位置
d、薄壁处充填是否充分
e、困气位置
f、 缩水
四、安费诺深圳公司连接器产品案例分享
案例一、Moldflow帮助优化产品结构,降低变形
案例描述:连接器产品,设计者满足了功能要求,但没有意识到结构并不适合开模,经过在产品设计阶段就对结构进行检查、修改、优化、使其
具备开模可行性,有效缩短了产品开发周期。
4. 1 产品问题点
塑胶原料:LCP E480i,使用中出现一下问题:
a、成品出货检验(常温)是合格的,但客户使用SMT焊接时需250℃高温
b、塑胶两端有翘曲,实际翘曲在0.09-0.12mm左右
c、装配时有了解塑胶翘曲,但认为装配可以通过中间insert-molding 自动校正
d、已经校正的塑胶SMT时在高温时应力释放后重新翘曲,从而使端子翘起造成空焊
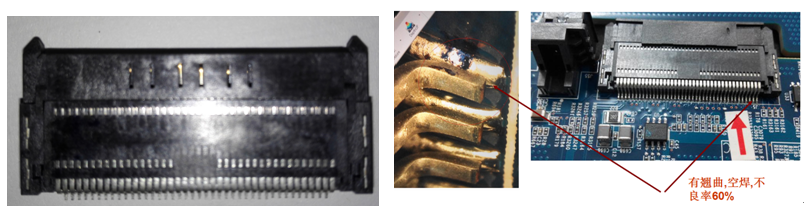
结论:塑胶两端翘曲必须改善,根据实际焊接情况,翘曲需控制在0.05mm内。
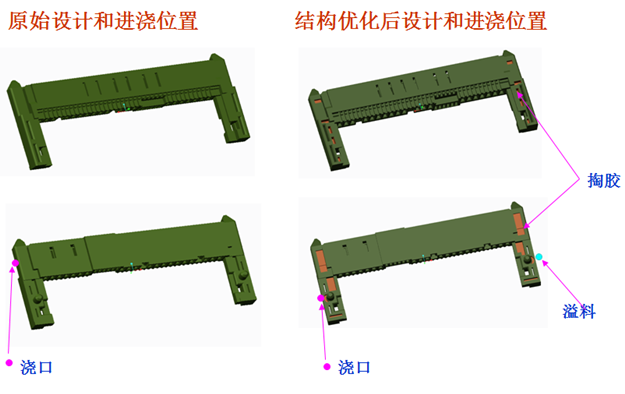
改善措施
a、结构优化 :在不影响使用功能的情况对产品进行不同的结构调整,用Moldflow结果作以对比,寻找最佳方案
b、进浇优化: 结合结构调整用不同的进浇方式寻找最佳进浇位置
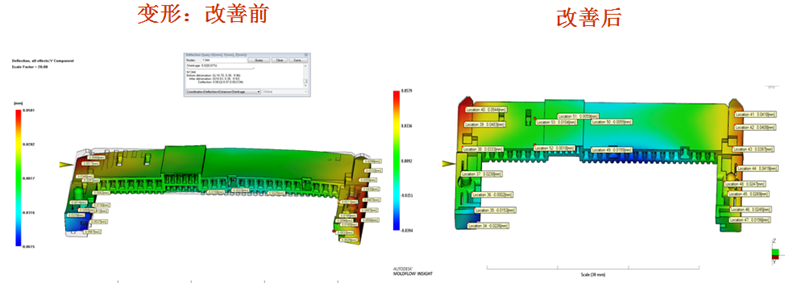
改善效果对比
实际改模结果
按照Moldflow分析优化结构调整模具后,试模后测量翘曲情况,变形有较大改善,变形量控制在0.03-0.05mm内,组装成品给客户承认没出现
空焊现象,后续一直正常稳定批量生产。
案例二、Moldflow在设计评审中运用
通过Moldflow做DOE分析,模拟不同成型参数、不同进胶方式下的产品变形,找出最佳方案
4. 1 产品模型
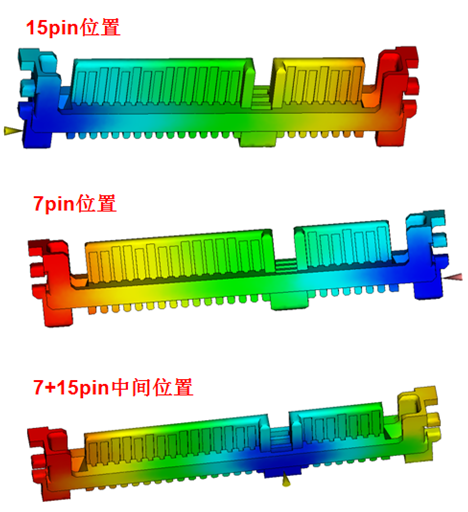
4.2 浇口位置设置:根据产品结构可分析产品浇口最佳位置,有3项选择:
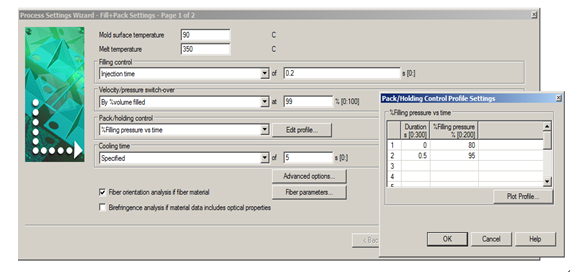
4.3 不同进浇方式,不同成形参数对比(分10组)成型条件
● injection time: 0.20s
● duration time: 0.50s
● %filling pressure: %95
4.4 Moldflow分析结果对比及优化结论
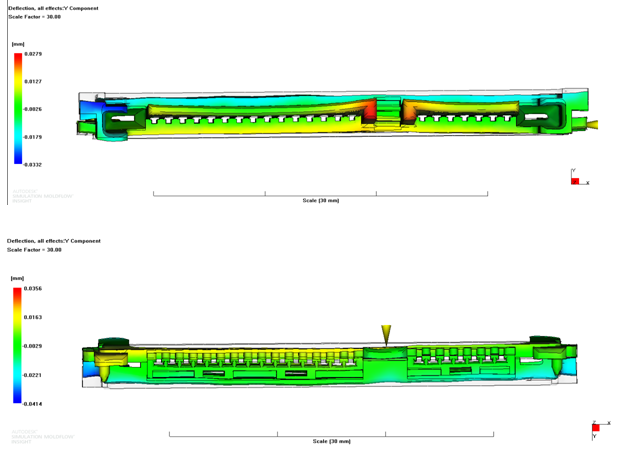
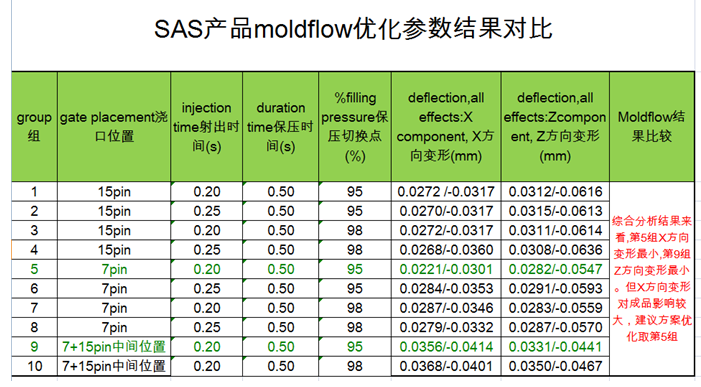
通过不同的排列组合分析对比,找出最佳浇口位置以及最优成型参数,为模具设计提供指导依据。
四、总结
连接器产品虽小但精密,客户对平面度要求很高,成型时采用高速射出,因此需要在产品开发前期尽早预测出成型可行性,优化产品结构,而不
是等到产品设计完毕,或开模之后才发现因为产品结构问题或者开模方案不合理导致产品变形达不到客户要求,不断改模设变以致延误交期。因
此在产品设计阶段就运用Moldflow技术,对连接器的开发是非常必要的,安费诺导入Moldflow之后并成功运用,让软件发挥了其巨大的经济效益。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















