















































软件

产品


适用版本:NX2306
在零件加工场景中去毛刺编程工作量一直很大,特别是曲面去
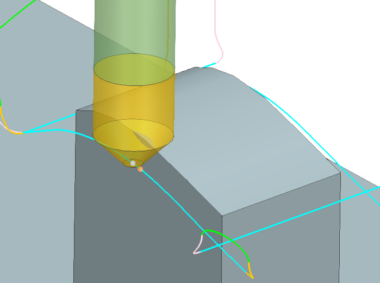
毛刺编程在NX2206版本推出“三轴去毛刺”策略之前,用户都只能用“曲线驱动”的方法去实现,工作量大且编程繁琐。NX2206版本虽然能快速对曲面进行去毛刺编程,但是其只能支持球刀,球刀去毛刺效果相比倒角刀加工效果要差,加工效率也低。在NX2306版软件现已支持使用倒角刀进行去毛刺编程,编程效果如下图1所示。本文将对NX2306版本去毛刺编程参数进行介绍。
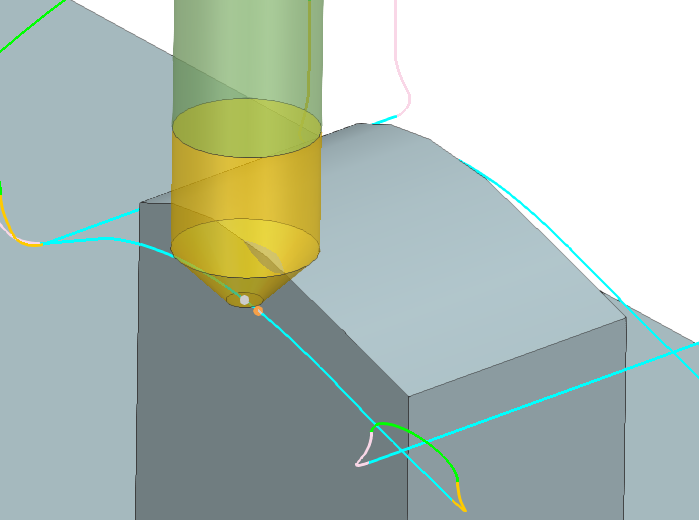
图1
1、新建策略“3轴去毛刺”,并选择事先建好的倒角刀“D8A45”如下图2所示。
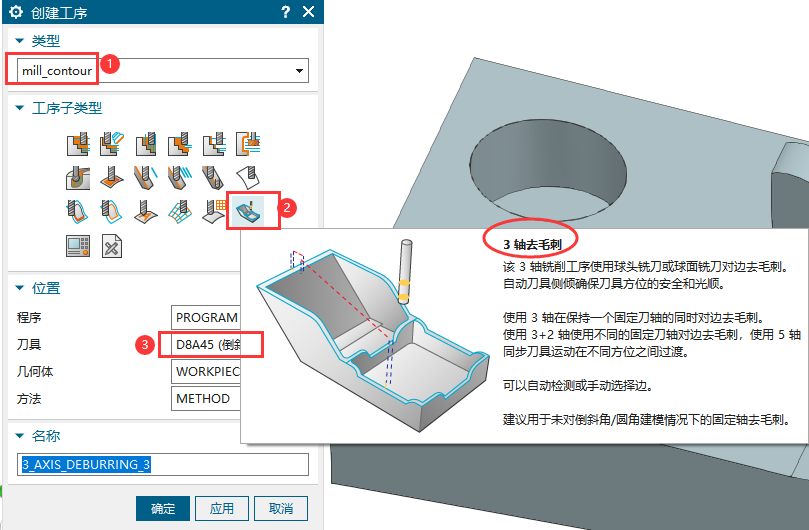
图2
2、选择好工件后,所有参数都采用软件默认,生成刀路轨迹后效果如下图3所示。
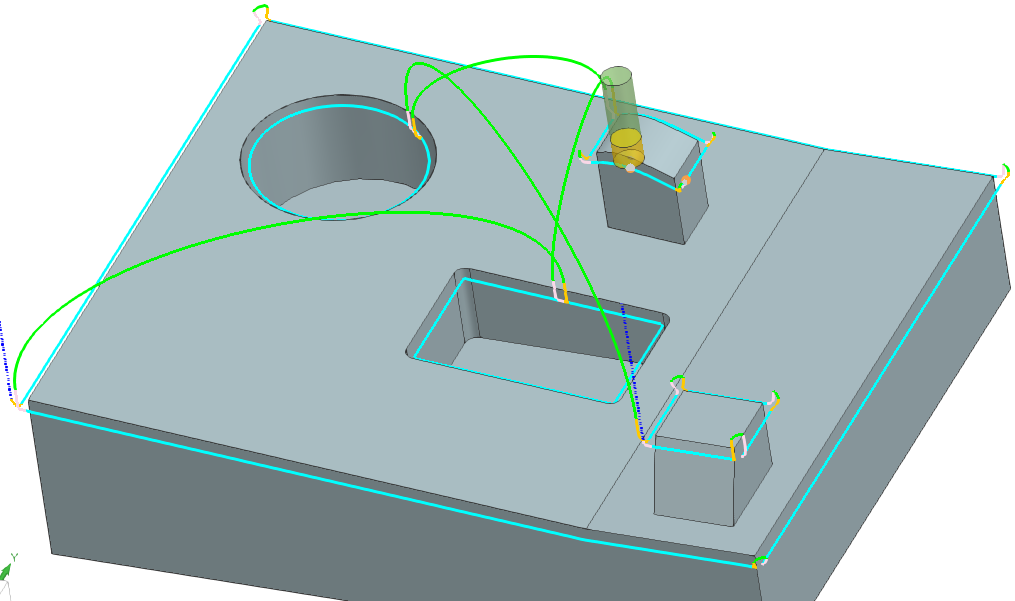
图3
3、3轴去毛刺策略比较智能化,需要用户干预的参数不多,以下将介绍“主要”选项卡的4个参数。最小边角度和最小边长的过滤效果如下图4所示。最小边角度所对应的边拔模角为20度,最小边长所对应的曲线长度为16mm。
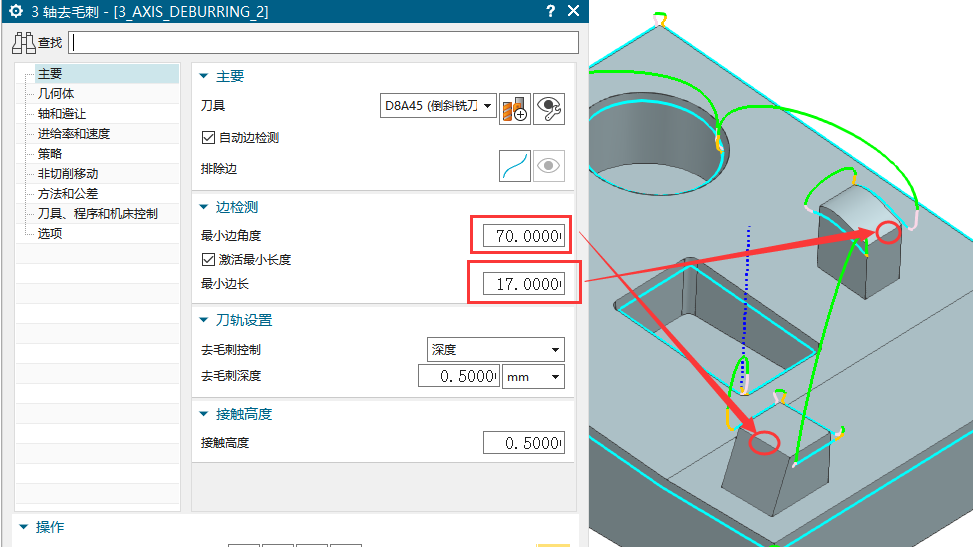
图4
4、去毛刺深度确定倒角大小,如果为0,则不倒角。接触高度确定使用倒角刀的位置,如果值为0.5,则使用倒角刀刃边长的中间位置,如下图5所示。
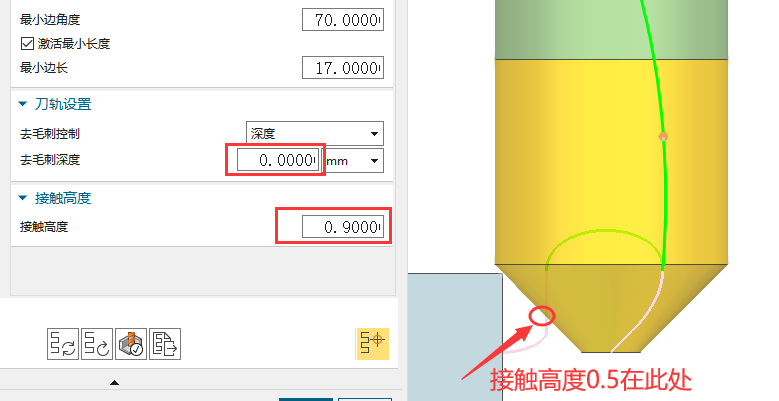
图5
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















