















































软件

产品


什么是锻压?
锻压工艺是锻造和冲压的合称,是利用锻压机械的锤头、砧块、冲头或通过模具对坯料施加压力,使之产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法。
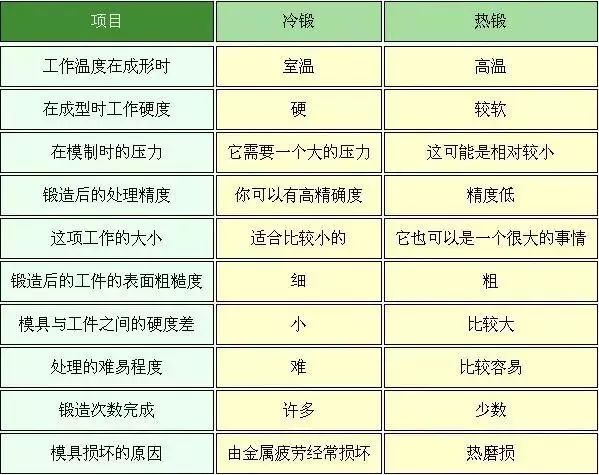
锻造按坯料在加工时的温度可分为 冷锻和热锻。冷锻一般是在室温下加工,热锻是在高于坯料金属的再结晶温度上加工。有时还将处于加热状态,但温度不超过再结晶温度时进行的锻造称为温锻。不过这种划分在生产中并不完全统一。
冷锻:对于室温状态的金属材料进行压力加工的锻造工艺。
热锻:金属材料被加热到再结晶温度以上,固相线以下的状态时进行压力加工的锻造工艺。
再结晶温度:粗略的计算可取该金属的熔点之0.4倍为再结晶温度。
对锻造产品,以冷锻工艺能获得较好的平整度,热锻的工艺平整度最差,而温锻(金属材料的温度处于冷锻与热锻之间)的平整度为中等。
冷锻又叫做冷体积成形,是一种制造工艺也是一种加工方法。与冷冲压加工工艺基本一样。冷锻工艺也是有材料、模具、设备三要素构成。只是冲压加工中的材料主要是板材,而冷锻加工中的材料主要为圆盘或线材。
日本(JIS)叫锻造冷间(简称冷锻) 中国(GB)叫冷镦,一些螺丝厂也喜欢称为打头。
三次元冷锻(Cold Forging)
与热锻相比,冷锻省去了昂贵的加热设备,同时有用料省,加工精度高等优点,但也受限于工艺要求,所以对模具设计制造、设备压力要求等有更高的要求。
热锻的优缺点
优点:若加工完成后,锻件材料的温度仍比再结晶温度高很多,则晶粒有较长的时间生长,会得到较粗的晶粒,可增加断裂韧性(裂纹扩展速率较低)。
缺点:
(1)因为高温操作,对人员安全、材料安全的危险性教大。
(2)材料在高温下易发生氧化,产生氧化皮,致使表面积垢,光洁度、平整度较差。
(3)热锻完成后,锻件材料在降温过程中有冷缩现象,影响锻件尺寸的精度。
(4)高温作业需要的设备及维护费用较高。
冷锻的优缺点
优点:
(1)锻件材料不易产生氧化皮,表面光洁度较好。
(2)锻件尺寸的精密度较好。
(3)在加工过程中会产生加工硬化(应变硬化),可使强度及硬度增加。
(4)可使锻件的金属纤维流向获得特定的方向性。
(5)不需要加热处理,使污染问题降至最低程度。
(6)不需要加热费用,降低生产成本。
缺点:
(1)锻件材料的塑性、韧性降低,对后续的加工不利。
(2)所需要的变形力比热锻大。
(3)材料内部会产生残余应力。
(4)金属晶粒会发生变形或破碎。
(5)加工过程中的方向性可能不利于日后的产品使用。
冷锻模具的基本概念与相关知识
1、冷锻模具基本概念:
模具是冷锻的三要素之一,它的重要性是不可估量的;产品成形跟模具的型腔形状、精度以及模具材料密切相关。
2、冷锻模具基本组成如下图片:

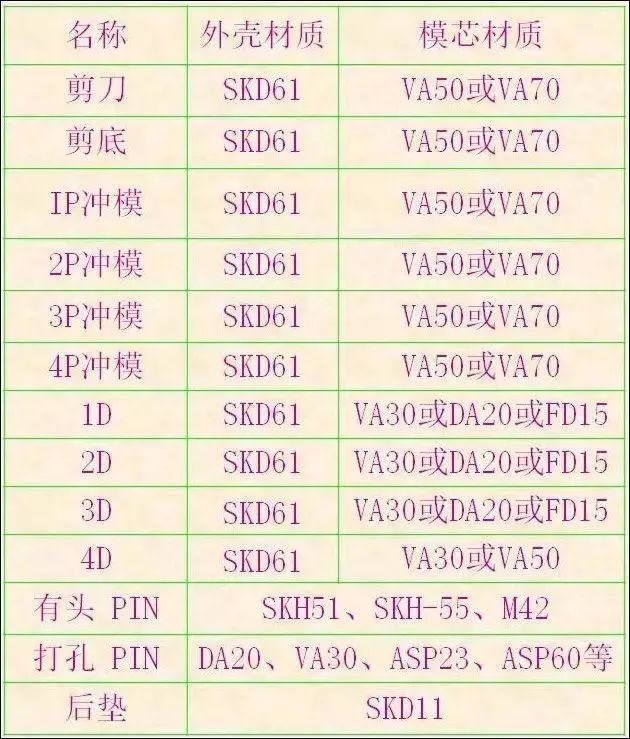
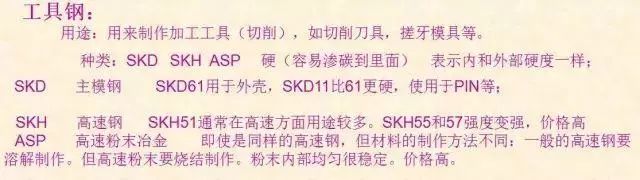
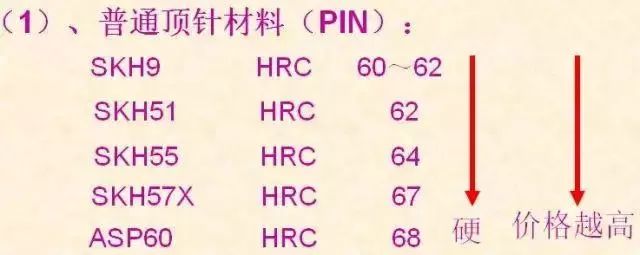
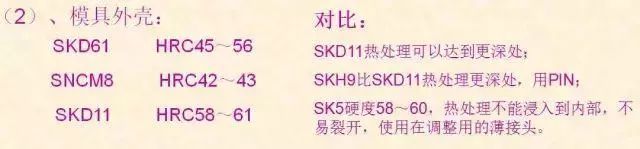
3、冷锻模具常用材料的介绍:
注:此表格只是代表一些常用材料,若模具特殊设计时会根据产品需求,决定材质和热处理。
4、材料的特性:

超硬分为G1~G8,依次逐渐变软。关键是G1构造细密,而G8的构造很粗。超硬用烧结制成(粉末冶金 ),在铁的粉末中,混合碳.钴等用高温烧硬。由于是粉末,有时空气会残留在粒子间,我们把这个叫做气孔。气孔在模具中很难用肉眼看出。假如有气孔,那么在生产中就会出现气孔缺陷,造成模具破损,从而造成产品不良。气孔缺陷一般用HIP处理来改善。将超硬烧结后,放在1000个大气压状态中的空气抽出(真空处理) 。
5、模具热处理硬度与力学性能:


免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















