















































软件

产品


压铸件的灵魂在于“流道布局”,它直接决定了金属液能否平稳填充型腔。在Proe/Creo里设计流道,首要原则是“由粗到细,逐级分流”。咱们通常先用拉伸或旋转做出主流道,再通过阵列快速生成分流道。
布局时要特别注意流道平衡,确保每个型腔的填充时间一致,避免出现冷隔或欠铸。对于一模多穴的模具,推荐使用树状分布,让金属液像树枝分叉一样自然流淌。同时,别忘了在末端设计溢流槽和排气道,这能排出卷气,保证压铸件的最终致密度。
浇注系统设计
压铸模的浇注系统是压铸机压室内熔融的金属液在高温高压高速状态下充填压铸模型腔的通道,是压铸模设计的重要环节。
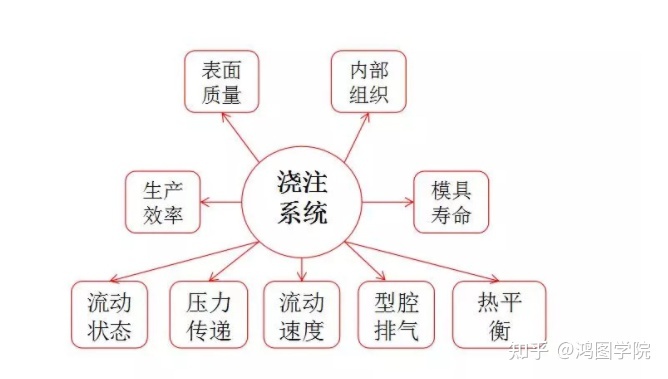
浇注系统的设计必须采用理论和实践相结合的方法。
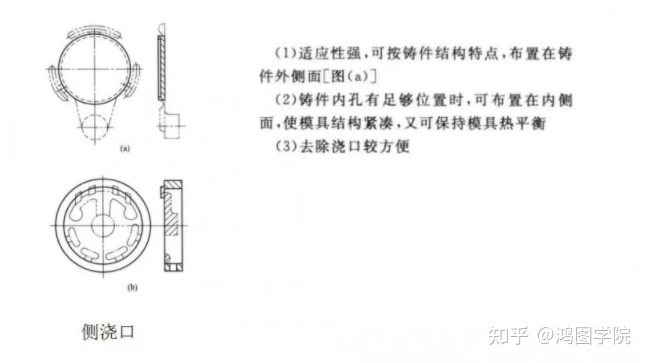
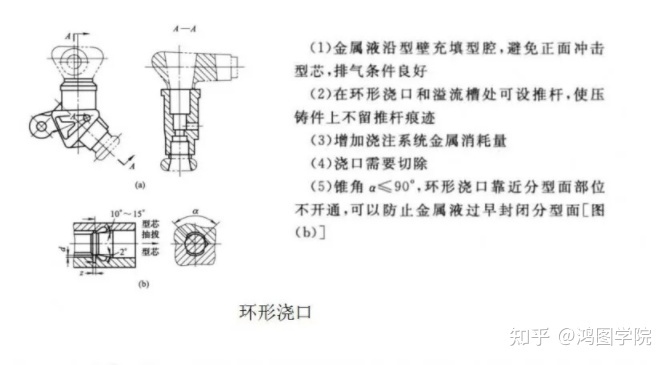
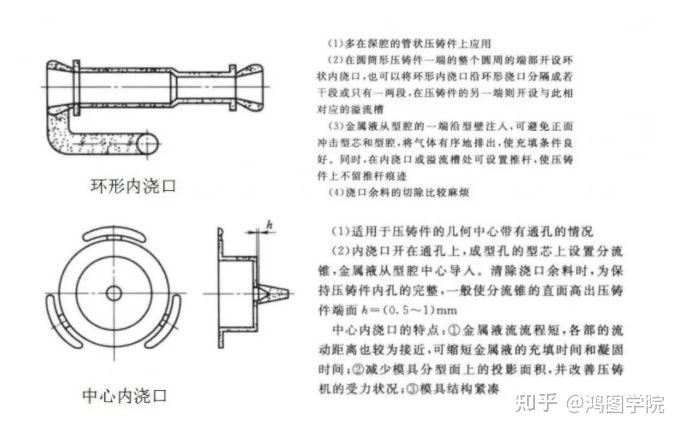
浇道的形式-按位置可分为侧浇口,环形浇口,中心浇口三类

内浇口的设计-基本方式
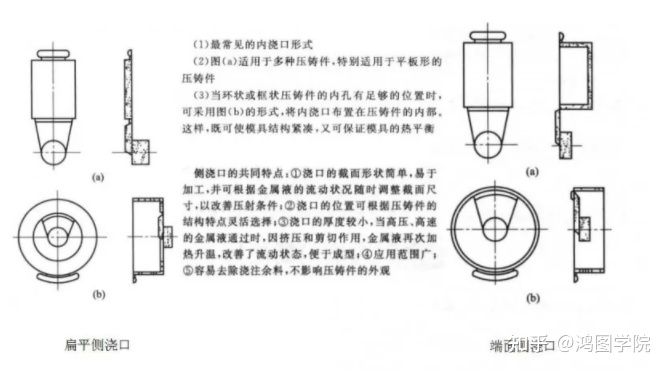
内浇口的设计-基本类型
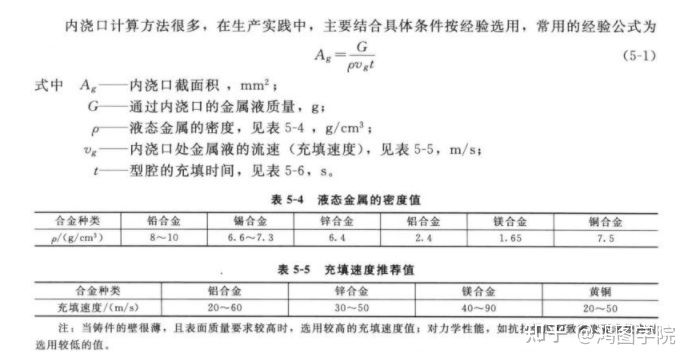
内浇口面积的确定-计算公式
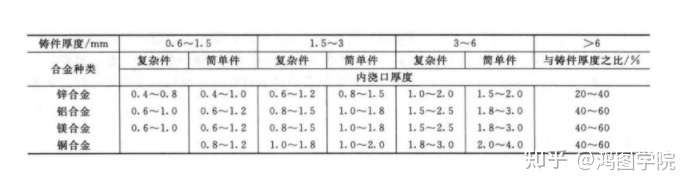
内浇口厚度的确定-经验数据
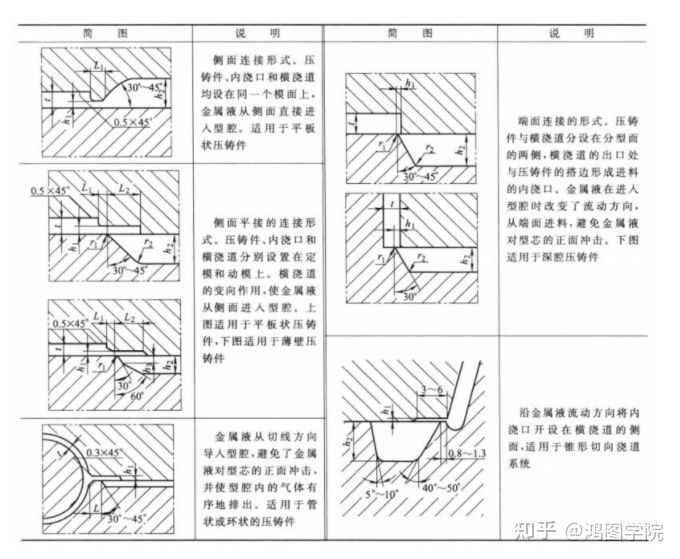
横浇道的基本结构设计

横浇道的基本结构设计

横浇道的基本结构设计

横浇道结构设计的要点:计算每一横浇道的分支-是设计师的基本功
①横浇道的截面积应从直浇道到内浇口保持均匀或逐渐缩小,不允许有突然的扩大或缩小现象,以免产生涡流。对于扩张式横浇道,其人口处与出口处的比值一般不超过1 :1.5,对于内浇口宽度较大的铸件,可超过此值。圆弧形状的横浇道可以减少金属液的流动阻力,但截面积应逐渐缩小,防止涡流裹气。圆弧形横浇道出口处的截面积应比人口处减小10%~ 30 %。
横浇道与内浇口的连接形式
内浇口连接段L宜短些,便于压铸后道去除浇口突出毛刺
排溢系统的设计-溢流槽
常说的渣包究竟要开多大?

溢流槽容积表
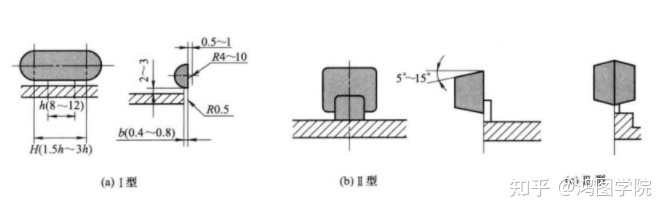
溢流槽的截面形状
排溢系统的设计-排气槽
①排气道的总截面积一-般不小于内浇口总截面积的50%,但不得超过内浇口的总截面积。
②当需要增大排气道截面积时,以增大排气道的宽度或增加排气道的数量为宜。不应过分增加排气道的厚度,以防止金属液的溅出。
③应尽量避免金属液过早地封闭分型面和排气道, 削弱排气功能。
④设计排气道应留有修正的余地,并在试模现场,结合实际,随时补充和调整。⑤排气道应便于清理,保持排气道的有效功能。
⑥排气道可与溢流槽连接,但排气道应避免相互串通,以免排气干扰受阻。
⑦在直对操作区或人员流动的区域,不应设置平直引出的排气道,以免高温的金属液和气体向外喷溅伤人。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















