软件

产品


汽车前保险杠是汽车最重要的外观件之一,不但要具有足够的强度和刚性,汽车发生碰撞事故时能起到缓冲作用,保护车体,还要追求和车体造型和谐与统一,并实现本身的轻量化。为了达到这种目的,目前轿车的前保险杠主体都采用了塑料,俗称塑料保险杠由注塑模具注射成型。
一、塑件结构分析
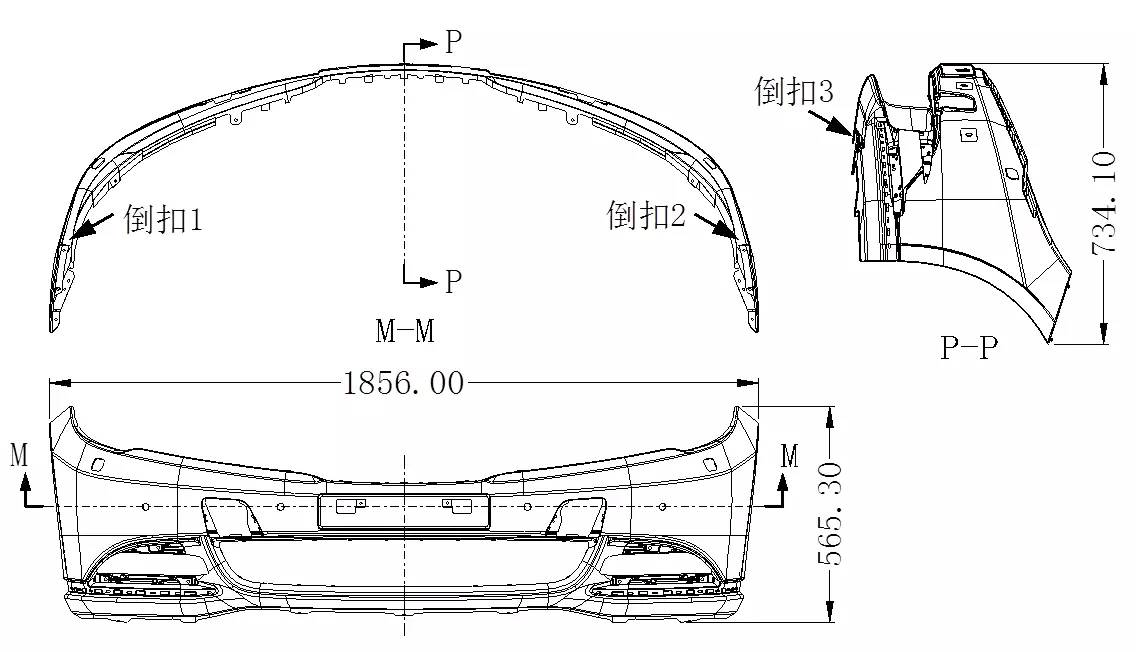
汽车前保险杠形状类似于马鞍形,具体结构见图1。材料为PP+EPDM-T20,收缩率取0.95%。其中的PP中文名聚丙烯,是保险杠的主要材料,EPDM中文名三元乙丙橡胶,它能够提高保险杠外罩的弹性,而T20是指材料中加上20%的滑石粉,它可以提高保险杠外罩的刚度性。
塑件的特点是:
1)形状复杂,尺寸大,壁厚相对较小,属于大型薄壁塑件。
2)塑件碰穿、插穿孔多,加强筋多,注射成型熔体流动阻力大。
3)塑件内侧有三处倒扣,每一处的侧向抽芯都相当困难。
图1 汽车前保险杠结构图
二、模具结构分析
前保险杠主体注塑模具采用内分型面,通过热流道,并由顺序阀控制进胶。两侧倒扣采用大斜顶套横向斜顶加直顶的结构,最大外形尺寸2500×1560×1790mm,模具结构详见图2。
图2 前保险杠注塑模具结构图
1.定模固定板;2.承板;3.热流道板;4.定位圈;5.一级热射嘴;6.气阀;7.阀针;8.二级热射嘴;9.动模固定板;10.方铁;11.推杆固定板;12.推杆底板;13.支撑柱;14.动模方导柱;15.推杆;16.动模板;17.支撑脚;18.定模方导柱;19.定目板;20.斜推杆;21、29.转销;22、28.斜顶;23、34.导轨;24、27.动模镶件;25、26.直顶;30.斜推杆;31、39.护杆;32、33、40、41.导向柱;35、36、37.推杆;38.定位块;42.耐磨块;43.侧抽芯;44.弹簧;45.限位块
1、成型零件设计
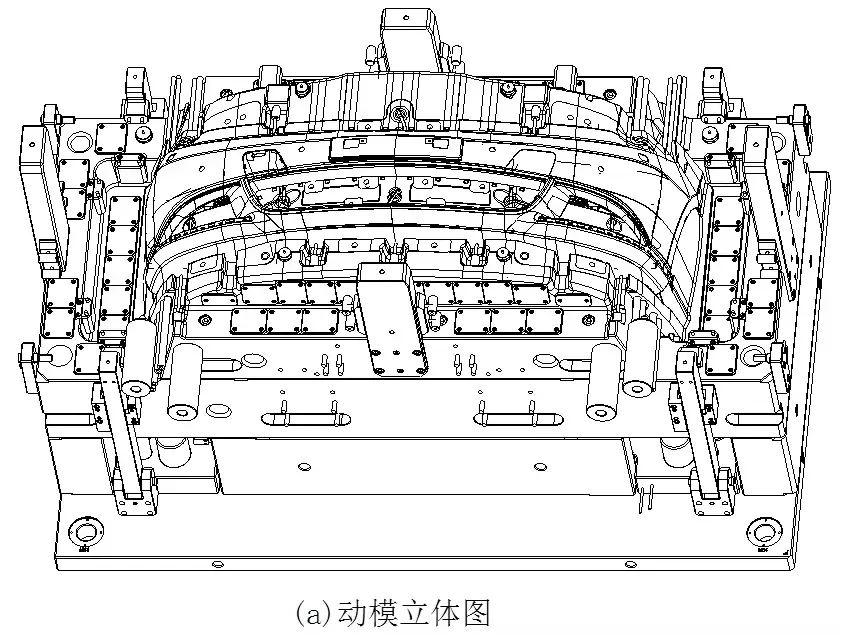
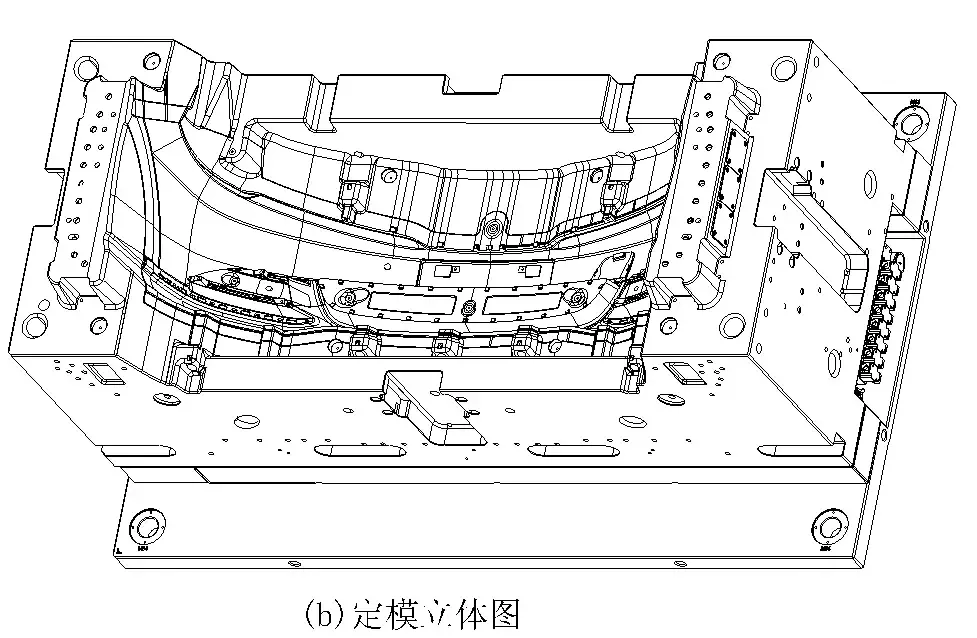
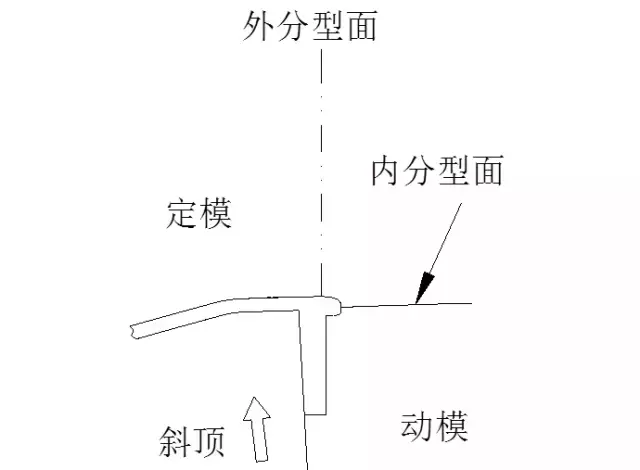
本模具的3D图见图3,模具设计时采用了先进的内分型面技术,详见图4。其优点是分型夹线隐藏在保险杠的非外观面上,在汽车上装配后看不到,不会影响外观。但这种技术在难度与结构上都要比外分型保险杠复杂,技术风险也较高,模具成本与模具价格也会高于外分型保险杠很多,但因外观美观,在中高档汽车中被广泛应用,见图3。
图3 前保险杠注塑模具立体图
另外,本塑件有大量通孔,有的面积还较大,碰穿处设计了排气槽与避空槽,插穿角度为大于8 °,这样可以增长模具的使用寿命,不易产生飞边。
前保险杠注塑模具成型零件和模板做成一体,模板材料采用预硬注塑模具钢P20或718都可以。
图4 八点顺序阀热流道系统和冷却系统
2、浇注系统设计
本模具浇注系统采用整体式热流道系统,它的优点包括装拆方便,加工精度要求不高,没有了漏胶的风险,装配精度可靠,并且后续不需要重复拆装以及维护和修理成本低。
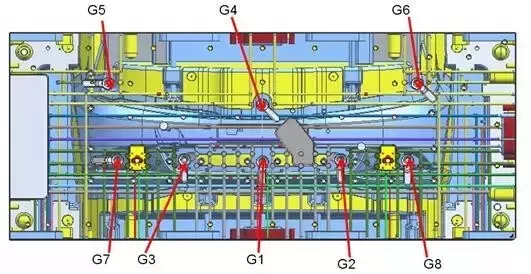
前保险杠为外观件,表面不允许有熔接痕,注射成型时必须把熔接痕赶到非外观面或消除熔接痕,这是本模具设计的重点和难点之一。本模具采用了8点顺序阀热流道浇口控制技术,即SVG技术,这是本模具采用的另一项先进技术,它通过汽缸的驱动来控制八个热射嘴的开启和关闭,由此达到了塑件表面无熔接痕的理想效果。前保险杠注塑模热流道浇口位置见图5。
图5 汽车前保险杠设计进胶模流分析
SVG技术是近年来为适应汽车行业对大型平板塑料件以及电子工业对微型薄壁件的需求而开发的一种热流道成型新技术。
与传统的热流道浇口技术相比,它有以下优点:
①熔体流动稳定,保压压力更加均匀一致,补缩效果显著,塑件各处收缩率一致,提高了尺寸精度;
②可以消除熔接痕,或将熔接痕形成在非外观面;
③降低了锁模压力和塑件的残余应力;
④减少了成型周期,提高了模具劳动生产率。
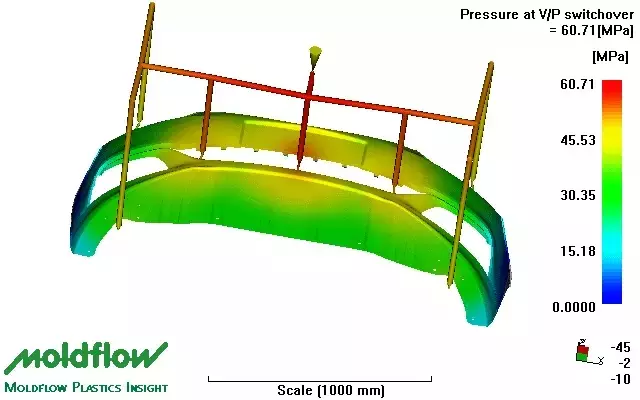
图6是汽车前保险杠采用热流道顺序阀浇口进胶的模拟数据图。通过模流分析可以看出,在正常的注射压力、锁模力和模具温度下,熔体流动稳定,塑件质量好,因此模具的使用寿命和产品合格率都能得到充分的保障。
图6 汽车前保险杠设计进胶模流分析
3、侧向抽芯机构设计
由于前保险杠采用内分型的分型面,定模A板的倒扣处的分型线位于动模侧斜顶下方,为了避免操作过程中可能出现损坏模具的风险,开模时抽芯步骤必须得到严格控制,详见模具工作过程。本模具采用直顶下设计斜顶,斜顶内又设计横向斜顶(即复合斜顶)的复杂结构。为抽芯顺利,斜顶与直顶要有足够空间,斜顶与直顶接触面要设计3°~5°斜度。内分型保险杠注塑模两侧大斜顶和大直顶要设计冷却水道。内分型保险杠定模侧孔要设计定模弹针结构抽芯,见图2中E处放大图。这里要说明的是:内分型保险杠注塑模与与一般的注塑模不一样,开模时塑件不是留在动模再顶出,而是在开模过程中依靠拉钩同步顶出,定模的侧抽芯43在开模过程中弹出,塑件会跟着定模走一段距离,见“模具工作过程”。
4、温度控制系统设计
前保险杠主体注塑模具温度控制系统设计的好坏对模具的成型周期与产品质量影响很大。本模具温度控制系统采用的形式为“直通式冷却水管+倾斜式冷却水管+冷却水井”的形式,详见图2。
本模具的冷却水道的设计要点如下:
①动模结构较为复杂,热量又较为集中,要重点冷却,但冷却水道必须与推杆、直顶、斜顶孔保持至少8mm的距离。
②水道之间的间距取50~60mm,水道距型腔面取20~25mm。
③冷却水道能做直孔就不要做斜孔,斜度小于3度的斜孔,直接改为直孔。
④冷却水道长短不能相差太大,以保证模温大致均衡。
5、导向定位系统设计
本模具属于大型薄壁注塑模,导向定位系统设计的好坏直接影响塑件的精度和模具的寿命。本模具采用了方导柱与1 °精定位导向定位,其中动模侧采用了4支方导柱80×60×700(mm),动、定模之间采用了4支方导柱180×80×580(mm)。位置详见图2和图3。
在分型面定位方面,本模具在两端采用了2个锥面定位结构(又称内模管位),锥面倾斜角度为5°。
6、脱模系统设计
塑件是大型薄壁零件,脱模必须平稳、安全。本模具中间位置采用了直顶与顶针顶出,顶针直径12mm。因为接触面积小,难回位,易导致顶针与定模型腔面相碰,所以内分型保险杠尽量设计直顶,少采用顶针。
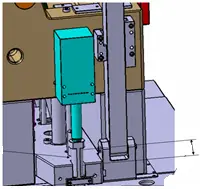
由于推件多,脱模力和推件复位力都较大,故脱模系统采用2个液压油缸作为动力来源。油缸位置见图7。图中尺寸L是需要延迟的距离,它与定模倒扣尺寸有关,一般取40~70mm。
由于动模型芯表面不平整,所有顶针和司筒的固定端都设计了止转结构。
图7 油缸位置
三、模具工作过程
由于此保险杠注塑模采用了内分型技术,A板的倒扣位分型线位于动模侧斜顶下方,为了避免操作过程中可能出现损坏模具的风险,模具的工作过程要求很严,下面从合模开始谈谈其步骤和注意事项。
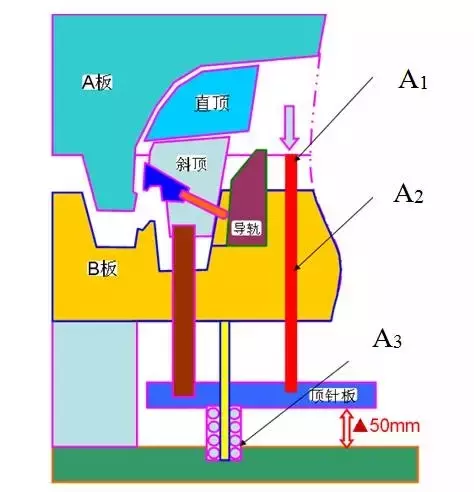
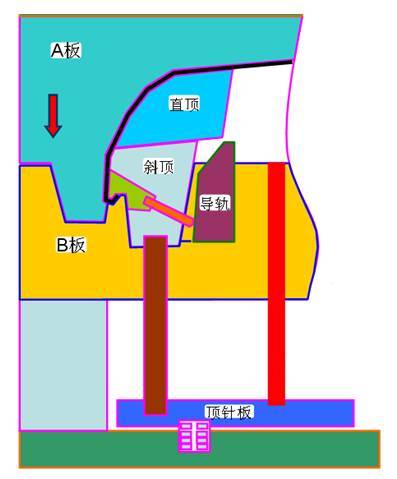
①在合模前,顶针板处于和模具底板相距50mm的状态,如此才能保证A板倒扣处不碰到突出于大斜顶上的横向小斜顶,并保证A板能顺利通过压紧复位杆来完成合模动作。见图8。图中A1处表示A板分型面压6支复位杆复位,A2是6支复位杆,A3是8个红色弹簧,用于保证推杆板处于推出50mm的状态。
图8
②定模A板将推杆板和斜顶压回复位,见图9。
图9
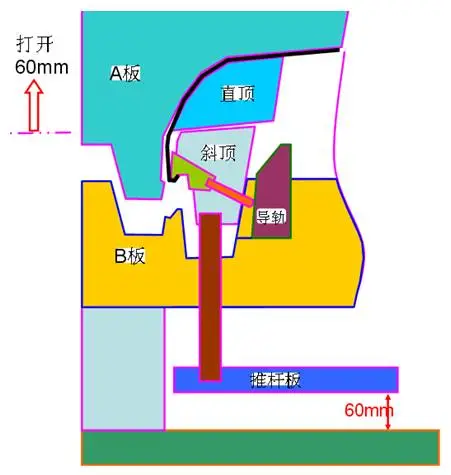
③开模前需对顶出油缸进行预先施加压力,以保证整个顶出系统和A板能同步打开。开模时,A板和顶针板首先同步打开60mm,以保证塑件和横向小斜顶全部脱离A板的倒扣面。见图10。
图10
④定模A板继续开模,动模内顶针板保持60mm的顶出状态不变,以到达A板与直顶分离的作用,见图11。
图11
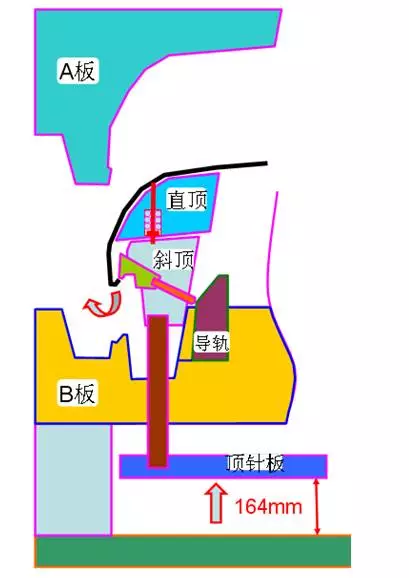
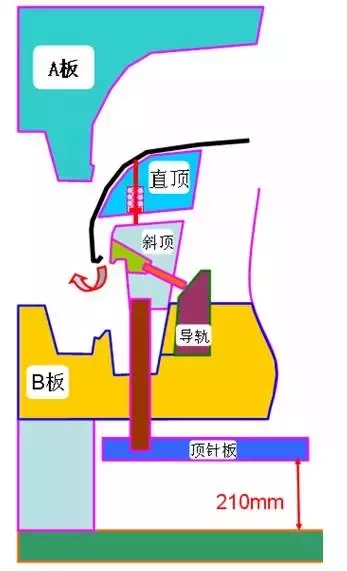
⑤定模打开到所需的空间后,动模内顶针板继续推出至164mm,此时的横向小斜顶导杆到达导轨的变换角度的拐点处,塑件倒扣面脱离模具。如果此时塑件有粘小斜顶的现象,直接用手将塑件拉出模具,反之,则顶针板继续推出至210mm的最终位置,见图12。
图12
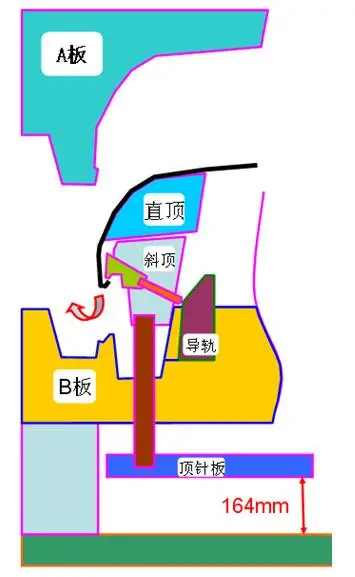
⑥如果产品略粘小斜顶,推出到164mm即完成顶出,取下产品,直接循环到第①步骤,以防止产品被横向小斜顶拉回,导致无法取下产品,见图13。
图13
⑦如果塑件不粘横向小斜顶,则顶针板继续推出至210mm,完成脱模后取下塑件,循环到第①步骤,见图14。
图14
四、结果与讨论
1、本模具采用了内分型技术,保证了塑件的外观美观。
2、模具采用了“复合斜顶”的二次抽芯结构,解决了塑件复杂部位侧向抽芯的问题。
3、模具采用八点针阀式顺序阀热流道浇注系统,解决了大型薄壁塑件的熔体填充问题。
4、模具采用了液压作为脱模系统动力,解决了塑件脱模力大、推件复位难的问题。
实践证明,该模具结构先进合理,尺寸准确,是汽车模具中经典之作。模具自放产以来,侧向抽芯动作协调可靠,塑件质量稳定,达到了客户要求。
现在很多学习UG模具设计的小伙伴,很多人问我有没有资料,第一本书看什么比较好,根据你们的需求,我将一些资料进行了分类管理,希望你们早日学会设计。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020