软件

产品


学习数控最新技术,传播数控前沿技术,分享数控加工视频,为您提供最便捷的数控行业资讯。数控编程教程--数控加工、数控编程工作人员的集散地。
一,刀具的合理配置
让他通过有限资源的合理配置,做到节省开支,具体可以从以下3方面来量化。
1, 减少库存的刀具数量
2, 减少刀具的采购费用
3, 提效使产值稳步提升
尤其是他企业零件批量小品种多,就涉及了很多种类的刀具,先不说不正常的消耗,闲置浪费的刀具费用超过了几十万都是很容易实现的。
上面三点从信息化管理方面去优化刀具配置的实施步骤,不在今天分享的范畴,欢迎小伙伴们留言贡献你们的智慧。
二, 刀具的具体应用
金属切削的过程中会不断的消耗各种刀具,刀具有正常的磨损,和非正常磨损。
非正常磨损,刀具界做了大量的验证,总结了经常会发生的9种磨损类型。
针对每种磨损情况,曾经在我的刀具应用微课中给出了具体解决和应对的办法,学了的小伙伴高呼,价值太大了,至少为工厂节省10万+的刀具费用!
这三个大家都熟悉的G代码就是:
1, 指定主轴转速的G97指令。
2, 指定恒线速度的G96指令。
3, 指定最高转速的G50指令
分享G代码应用之前先来看一组刀具的切削参数:

刀片盒子上面标的有Vc,Ap, Fn 这三个参考参数 ;
1, 进给率Fn
2, 线速度Vc
3, 切深Ap
刀具厂商做了大量验证得出这三个切削参数对刀具寿命的影响。
这三个切削参数:速度、进给和切削深度,都对刀具寿命都有影响。
其中,切削深度(Ap)影响最小,进给率(Fn)影响较切削深度大些。切削线速度(Vc)对刀片的寿命影响最大。
为了获得最佳的刀具寿命:
1, 最大化Ap-以减少走刀次数
2, 最大化Fn-以缩短切削时间
3, 降低Vc-以获得最佳刀具寿命
若刀具出现过快的磨损…..
是要降低线速度Vc,从而能获得最佳的刀具寿命。
具体如何来做呢?
这就涉及数控编程中三个G代码的配合使用。
1、指定主轴转速的指令G97
此指令指机床主轴和工件在每分钟内旋转的转数。单位是r/min (转/分钟)。
程序中写入G97 S1000,就是告诉机床主轴每分钟会旋转1000转。
是的,编程时候大多数人会以此种方式来指定主轴转速。
而上面刀具界大量实践验证得出的结论,对刀片的寿命影响最大的参数是:切削线速度(Vc)而非转速n
那么转速n和线速度Vc有什么关系呢?
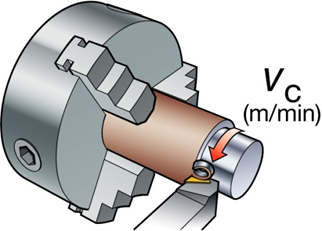
2、指定恒线速度的指令G96
此指令指工件某点的表面速度。单位是m/min(米/分钟)。
可以这么理解,切削工件时候,工件外圆或表面上任意一点的速度,也就是单位时间内(1分钟)工件表面上的这一点移动了多少距离。(速度=距离/时间) 。
比如G96S100,表示某点每分钟旋转移动了100米。
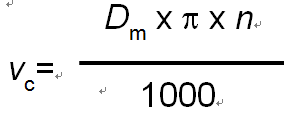
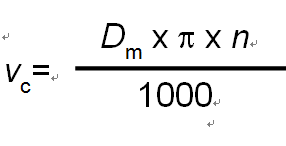
线速度Vc公式(速度=距离/时间) :
备注:
D:代表工件直径 (若铣削D则代表刀具直径)
n:代表转速
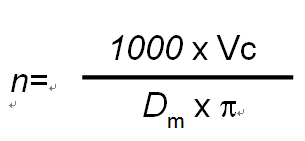
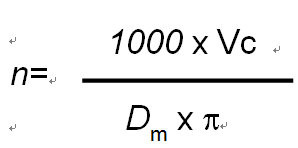
可以计算出转速n:
这就是转速n和线速度Vc之间的关系式。
若刀具出现过快的磨损…..
是要降低线速度Vc,从而能获得最佳的刀具寿命。
而编程时候大多数人会以G97方式来指定主轴转速,而非线速度,会出现什么情况呢?
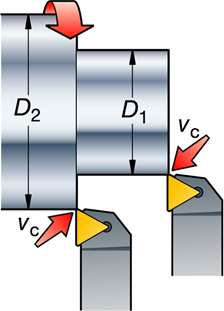
举个例子:精车外圆(D1-D2)
若你在程序中指定G97S1500
直径D1=50 mm
直径D2=80 mm
通过公式:
可以计算出:
直径D1处的线速度Vc=235.5 m/min
直径D2处的线速度Vc=376.8 m/min
程序中使用G97那么随着零件的直径变化,线速度会变化。
重要的事情多说一遍:
1). 程序中使用G97指定转速,随着零件的直径变化,线速度会变化
2).而切削线速度(Vc)对刀片的寿命影响最大。
比如上面例子,你在程序中随便写上G97S1500计算出的:
直径D1处的线速度Vc=235.5m/min
直径D2处的线速度Vc=376.8 m/min

其中线速度Vc=376.8 m/min已经超过刀片最大Vc的承受范围了(上图刀片Vc范围:140~320),这样刀片的磨损也就变的非常快了!
3、指定主轴最高转速的指令(G50)
此指令的含义是控制主轴最高转速的指令;
比如程序中写入G50 S3000 表示主轴每分钟旋转的转速不超过3000转。
可能有小伙伴问:为什么要使用此指令呢?
1). 程序中使用G96方式来指定线速度,随着零件直径的变小,那么主轴转速会增大。甚至理论上可以无穷变大。
2).机床有最高转速,若主轴转增大,(比如车端面,理论上可以无穷变大),超过机床最高转速,会引起安全事故。所以就需要控制主轴最高转速指令G50。
举个例子:(精加工外圆和端面如下图)
零件材料:钢件(P)
刀片:CCMT 120404 …
1, 零件方面来讲
此零件要求车外圆和车端面,如果程序使用G97的时候,由于直径的变化,那么线速度也在变化,这样加工出来的零件纹路不均匀,影响零件表面光洁度。所以建议选用G96配合G50方式来编写程序。
2,刀具方面来讲
刀片线速度Vc:140-320 (几乎所有刀片都在刀片盒子或者刀具样本上都可以查询到此参考数据)
在切削三个要素中(转速、切深、线速度)其中线速度对刀具磨损影响最大。
所以加工调试的时候,Vc尽量取底点,先从较低的数值开始,比如Vc=140开始
程序如下:
(INSERT: CCMT120404)
T0101
N1(TURNING FACE)
G97S500M3
G0Z0
X52.M8
G50S3000 (设定最高转速)
G96S140 (设定线速度)
G99G1X0.0F0.2
G0Z0.5
…..
车端面的时候直径D50车到零件中心0,始终以Vc=140恒线速度;即,主轴转速从S892逐步增加到S3000;
好了,以上都是纯干货,且就分享这么多,希望大家能够深入学习和思考,活学活用!
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020