软件

产品


五金冲压产品中模具工艺繁多,每种工艺都有其特定的设计、加工、组装、调试方法。今天小编就跟大家一起来学习一下“半剪”工艺。
顾名思义,将一个产品通过冲压手段将其从原来材料平面中冲出且不完全冲断的工艺称之为“半剪工艺”。目前,常见的半剪工艺分两种:
0 1第一种:
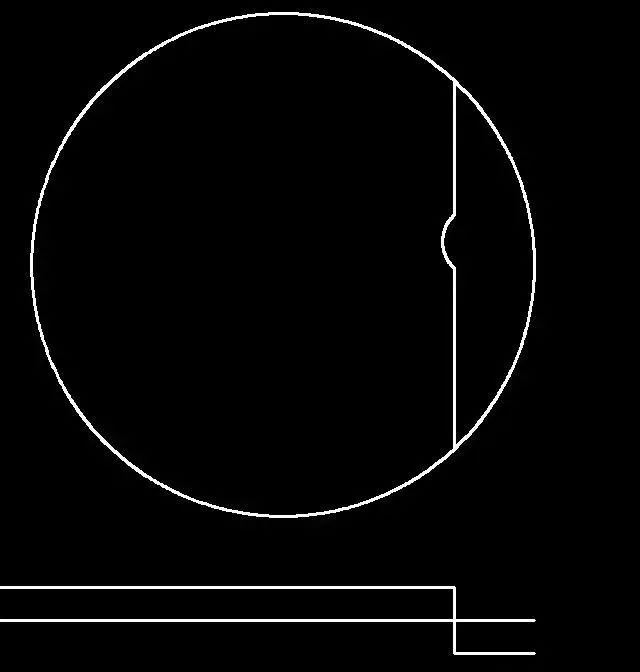
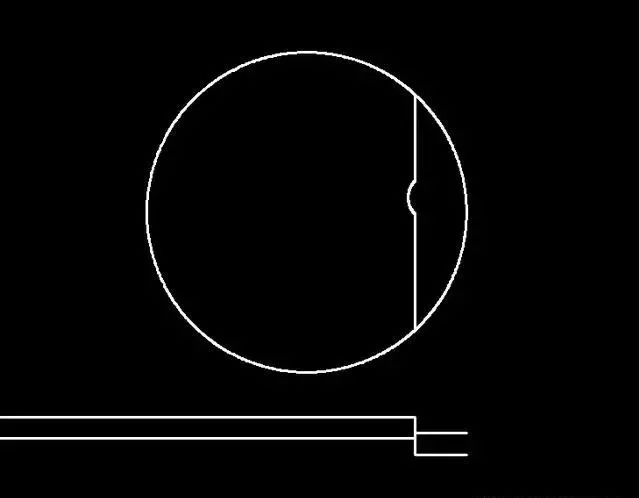
在产品与材料的局部留1~2mm连料处,半剪深度一般为一个料厚(或一个料厚+0.1~0.2mm).如下图示:
如果遇到这种情况,设计工艺、结构时要注意以下几个重点:
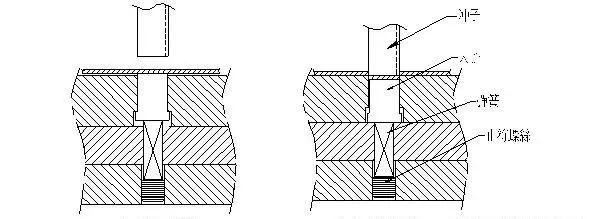
a. 冲子高度:闭模时半剪冲子露出打板高度一般比半剪高度尺寸C多0.1mm.冲子在连料处留相应宽度的槽;如图所示﹕
b. 间隙:半剪一般以母模为准,间隙放在冲子上.母模刃口在连料处不需要开槽;
c. 脱料:在母模里须做内打,开模时顶出高度比母模面高出1~2个料厚即可,闭模时内打比母模面低半剪深度C.如图所示
0 2第二种:
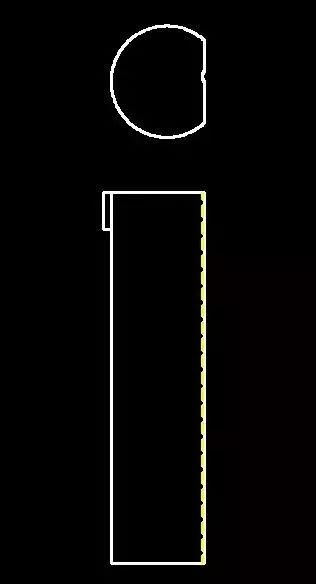
无连料处但半剪深度未达到一个料厚﹐如下图所示﹕C<T。
不过,此类半剪的冲裁间隙放在冲子还是放在刀口上及下模是否需做成浮动式,依实际状况而定.需请示主管。
关于半剪,小编认为需要从其作用出发。大部分半剪是因为考虑到产品平面度、毛刺等情况而使用。因此,只要掌握其原理,后面结构都不是难事
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020