软件

产品


塑料的成型方法很多,除了注射成型、压缩成型、压注成型、挤出成型之外,常用的成型方法还有中空吹塑成型、真空成型、压缩空气成型、泡沫塑料成型、浇铸成型、滚塑成型、压延成型以及聚四氟乙烯冷压成型等。本章只对生产中比较常用的中空吹塑成型、真空成型、压缩空气成型、进行简单介绍,以拓宽学习者的视野。
中空吹塑成型是将处于高弹态(接近于粘流态)的塑料型坯置于模具型腔内,通入压缩空气将其吹胀,使之紧贴于型腔壁上,经冷却定形后得到中空塑件的成型方法,主要用于制造瓶类、桶类、罐类、箱类等中空塑料容器。
中空吹塑成型的方法很多,主要有挤出吹塑成型、注射吹塑成型、拉深注射吹塑成型、片材吹塑成型和多层吹塑成型等。
一、挤出吹塑成型
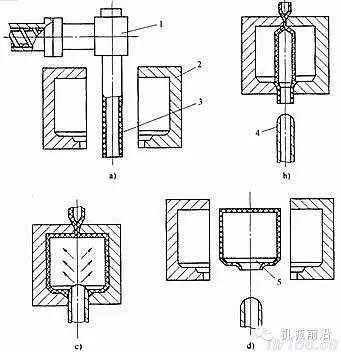
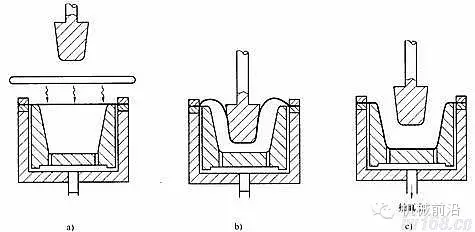
挤出吹塑成型是成型中空塑件的主要方法,其成型工艺过程如图2-7所示。成型时,先由挤出机挤出管状型坯,如图2-7a所示;然后截取一段管坯趁热将其放入模具中,在闭合模具的同时夹紧型坯上下两端,如图2-7b所示;再用吹管通入压缩空气,使型坯吹胀并贴于型腔表壁成型,如图2-7c所示;最后经保压和冷却定型,便可排除压缩空气并开模取出塑件,如图2-7d所示。
挤出吹塑成型的模具结构简单,投资少,操作容易,适合多种塑料的中空吹塑成形。缺点是成型塑件的壁厚不均匀,塑件需要后加工以去除飞边和余料。
图2-7挤出吹塑成型
1—挤出机头;2—吹塑模;3—型坯;4—压缩空气吹管;5—塑件
二、注射吹塑成型
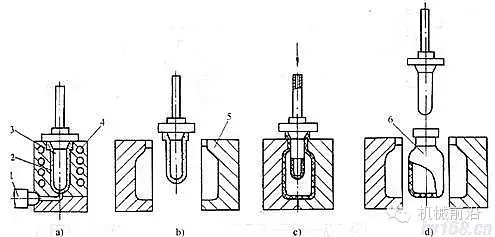
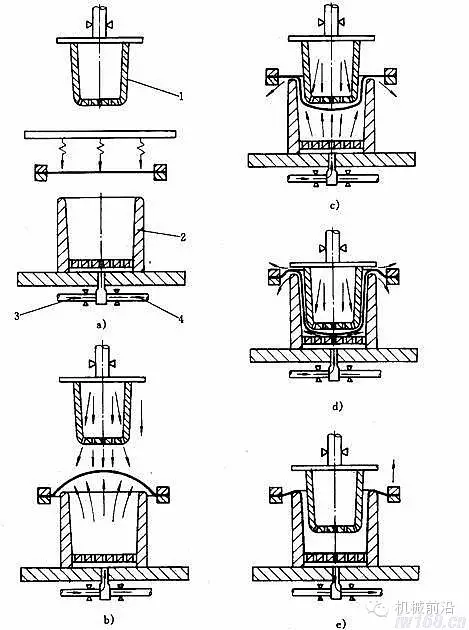
注射吹塑成型是先用注射机将塑料在注射模中注射成型坯,然后将热的塑料型坯移入中空吹塑模具中进行中空吹塑成型,其工艺过程如图2-8所示。成型时,首先用注射机将熔融塑料注入注射模中制成型坯,型坯成型在周壁带有微孔的空心凸模上,如图2-8a所示;接着趁热将空心凸模与型坯一起移入吹塑模内,如图2-8b所示;然后合模并从空心凸模的管道内通入压缩空气,使型坯吹胀并贴于吹塑模的型壁上,如图2-8c所示;最后经保压、冷却定型后放出压缩空气并开模取出塑件,如图2-8d所示。
注射吹塑成型的优点是塑件壁厚均匀,无飞边,不需后加工。由于注射的型坯有底面,因此中空塑件的底部没有拼合缝,不仅外观美、强度高,而且生产效率高。但是注射吹塑成型所用的设备与模具的投资较大,因而多用于小型中空塑件的大批量生产。
图2-8注射吹塑成型
1—注塑机喷嘴;2—注塑型坯;3—空心凸模;4—加热器;5—吹塑模;6—塑件
三、注射拉伸吹塑成型
注射拉伸吹塑成型是将注射成型的有底型坯置于吹塑模内,先用拉伸杆进行周向拉伸后再通入压缩空气吹胀成型的加工方法。与注射吹塑成型相比,注射拉伸吹塑成型在吹塑成型工位增加了拉伸工序,塑件的透明度、抗冲击强度、表面硬度、刚度和气体阻透性能都有很大提高,最典型的产品是线型聚脂饮料瓶。
注射拉伸吹塑成型可分为热坯法和冷坯法两种方法。
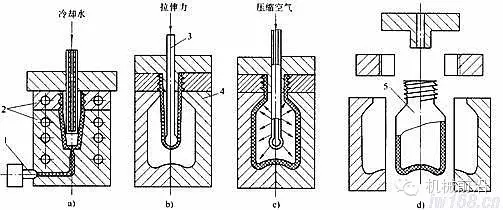
热坯法注射拉伸吹塑成型的工艺过程如图2-9所示。首先在注射工位注射一个空心有底的型坯,如图2-9a所示;接着将型坯迅速移到拉伸和吹塑工位,进行拉伸和吹塑成型,如图2-9b、c所示;最后经保压、冷却后开模取出塑件,如图2-9d所示。这种成型方法省去了冷型坯的再加热,节省了能源,同时由于型坯的制取和拉伸吹塑在同一台设备上进行,因而占地面积小,易于连续生产,自动化程度高。
冷坯法注射拉伸吹塑成型是将注射好的型坯加热到合适的温度后再将其置于吹塑模中进行拉伸吹塑的成型方法。成型过程中,型坯的注射和塑件的拉伸吹塑成型分别在不同的设备上进行,为了补偿型坯冷却散发的热量,需要进行二次加热。这种方法的主要特点是设备结构相对比较简单。
图2-9热坯法注射拉伸吹塑成型
1-注射机喷嘴;2-注射模;3-拉伸心棒(吹管);4-吹塑模;5-塑件
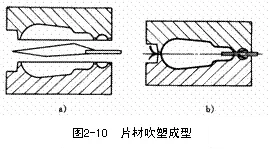
四、片材吹塑成型
片材吹塑成型是将压延或挤出成型的片材再加热,使之软化后放入型腔,合模后在片材之间通入压缩空气而成型出中空塑件的成型方法,如图2-10所示。图2-10a为合模前的状态;图2-10b为合模后的状态。
五、 吹塑成型的工艺参数
1、型坯温度 型坯温度的高低影响成型塑件外观轮廓和形状保持能力,各种吹塑成型的温度应在θg-θf(θm)范围之内。
2、模具温度 模具温度高低影响塑件冷却定型时间,影响生产率和制件的尺寸与形状的精度、表面质量和光亮度.模温通常可在20-50℃内选取。
3、吹塑压力 吹塑压力指吹塑成型所用的压缩空气压力,其数值通常为:吹塑成型时取0.2-0.7MPa,注射拉伸吹塑成型取0.3-1.0MPa.对于薄壁大容积中空塑件或表面带有花纹、图案、螺纹的中空塑件对于粘度和弹性模量较大的塑件吹塑压力应尽量取大值。
真空成型又称吸塑成型,是把热塑性塑料板、片材等固定在模具上,用辐射加热器加热至软化温度,然后用真空泵把板材和模具之间的空气抽掉,借助大气的压力使板材贴在模腔上而成型,冷却后用压缩空气使塑件从模具型腔内脱出。真空成型的设备和模具结构比较简单,制件形状清晰,生产成本低,生产效率高,一般大、薄、深的塑件都能通过真空成型方法生产;但由于真空成型的压力有限,所以不能成型厚壁塑件。真空成型的不足之处是成型的塑件壁厚不均匀,当模具的凹凸形状变化较大且相距较近及凸模拐角处为锐角时,塑件上容易出现皱折,塑件的周边要进行修正。
真空成型的方法主要有凹模真空成型、凸模真空成型、凹凸模先后抽真空成型、压缩空气延伸法真空成型、柱塞延伸法真空成型和带有气体缓冲装置的真空成型等。
一、凹模真空成型
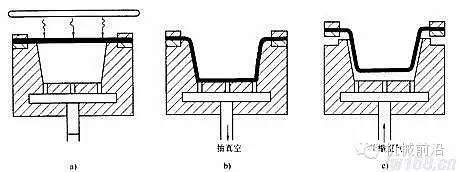
凹模真空成型是一种最常用最简单的成型方法,如图2-11所示。成型时,把板材固定并密封在模腔的上方,在板材上方用加热器将板材加热至软化,如图2-11a所示;然后移开加热器,在型腔内抽真空,板材就贴在凹模型腔上,如图2-11b所示;冷却后由抽气孔通入压缩空气将成型好的塑件吹出,如图2-11c所示。
用凹模真空成型法成型的塑件外表面尺寸精度高,一般用于成型深度不大的塑件。对于深度很大的塑件,特别是小型塑件,其底部转角处会明显变薄。多型腔的凹模真空成型与同个数的凸模真空成型相比更经济,因为凹模模腔间距可以更近些,用同样面积的塑料板,可以加工出更多的塑件。
图2-11凹模真空成型
二、 凸模真空成型
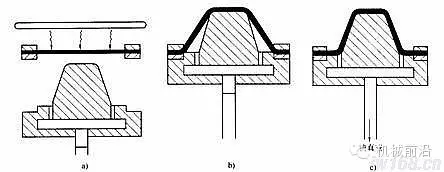
凸模真空成型如图2-12所示。被夹紧的塑料板在加热器下加热软化,如图2-12a所示;接着软化的塑料板下移,覆盖在凸模上,如图2-12b所示;最后抽真空,塑料板紧贴在凸模上成型,如图2-12c所示。由于成型过程中较冷的凸模首先与板材接触,因此塑件的内表面尺寸精度较高,但底部稍厚,多用于有凸起形状较高的薄壁塑件。
图2-12凸模真空成型
三、凹凸模先后抽真空成型
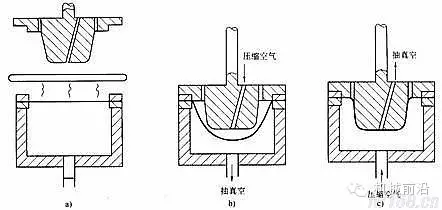
凹凸模先后抽真空成型如图2-13所示。首先把塑料板紧固在凹模上加热,如图2-13a所示;塑料板软化后将加热器移开,在通过凸模吹入压缩空气的同时在凹模框抽真空,从而使塑料板鼓起,如图2-13b所示;最后凸模向下插入鼓起的塑料板中并从中抽真空,同时凹模框通入压缩空气,使塑料板贴附在凸模的外表面成型,如图2-13c所示。实际上这种成型方法最终还是凸模抽真空成型,由于将软化了的塑料板吹鼓,使板材延伸后再成型,所以成型的塑件壁厚比较均匀,可用于成型深型腔塑件。
图2-13凹凸模先后抽真空成型
四、压缩空气延伸法真空成型
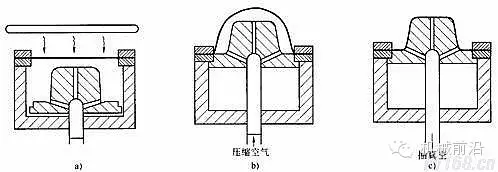
压缩空气延伸法真空成型与凹凸模先后抽真空成型基本类似,其成型过程如图2-14所示。首先将塑料板紧固在凹模上,并用加热器对其加热,如图2-14a所示;待塑料板加热软化后移开加热器,压缩空气通过凹模吹入把塑料板吹鼓后再将凸模顶起,如图2-14b所示;然后停止从凹模吹气而凸模抽真空,塑料板则贴附在凸模上成型,如图2-14c所示。
图2-14压缩空气延伸法真空成型
五、柱塞延伸法真空成型
柱塞延伸法真空成型如图2-15所示。成型时,首先将固定在凹模上的塑料板加热至软化状态,如图2-15a所示;接着移开加热器,用柱塞将塑料板推下,这时凹模里的空气被压缩,软化的塑料板由于柱塞的推力和型腔内封闭的空气移动而延伸,如图2-15b所示;然后凹模抽真空而成型,如图2-15c所示。这种成型方法使塑料板在成型前先延伸,壁厚变形均匀,主要用于成型深型腔塑件,但是在塑件上残留有柱塞痕迹。
图2-15柱塞延伸法真空成型
六、带有气体缓冲装置的真空成型
带有气体缓冲装置的真空成型是柱塞和压缩空气并用的形式,如图2-16所示。成型时,把塑料板加热后和框架一起轻轻地压向凹模,然后向凹模腔吹入压缩空气把加热的塑料板吹鼓,多余的气体从板材和凹模间的缝隙中逸出,同时从板材的上面通过柱塞的孔吹出已加热的空气,这时板材就处于两个空气缓冲层之间,如图2-16a、b所示;柱塞逐渐下降,如图2-16c、d所示;最后柱塞内停吹压缩空气,凹模抽真空,塑料板贴附在凹模型腔上成型,同时柱塞升起,如图2-16e所示。用这种方法成型出的塑件壁厚比较均匀,常用于成型较深的塑件。
图2-16带有气体缓冲装置的真空成型
1-柱塞;2-凹模;3-空气管路;4-真空管路
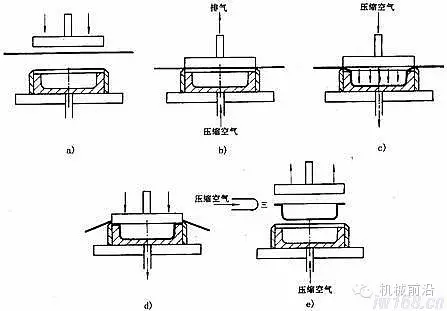
压缩空气成型是借助压缩空气的压力,将加热软化的塑料板压入型腔而成型的方法。压缩空气成型的工艺过程如图2-17所示。图2-17a所示是开模状态;图2-17b所示是闭模后的加热过程,即从型腔通入微压空气,使塑料板直接接触加热板加热;图2-17c所示为塑料板加热后,由模具上方通入预热的压缩空气,使已软化的塑料板贴在模具型腔的内表面成型;图2-17d所示是塑件在型腔内冷却定型后,加热板下降一小段距离,切除余料;图2-17e所示为加热板上升,最后借助压缩空气取出塑件。
压缩空气成型与真空成型相似,也包括凹模成型、凸模成型、柱塞加压成型等方法。不同之处在于,压缩空气成型主要依靠压缩空气成型塑件,而真空成型主要依靠抽真空吸附成型塑件。此外,压缩空气成型采用加热板(可固定在上模座上)对模内板材加热,采用型刃切除塑件周边余料。
压缩空气成型的压力数值约取0.3~0.8MPa,必要时也可取到3MPa,所以能够成型厚度较大(1~5mm)的板材,且塑件的精度、表面质量通常也比真空成型好。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020