软件

产品


摘要:本文针对应用FANUC数控系统的卧式镗床,介绍了 UG NX8.0后处理构造器Post Builder编制后处理程序的方法和过程,实现卧式镗床在旋转B轴加工大型工件时,应用此后处理生成的数控程序无需任何手动修改,避免手动编程和修改程序时出现差错,同时提高编程效率和产品一次通过率。
随着经济技术的不断发展,机械制造行业的成本压力越来越大,由此对机械加工效率的要求越来越高。对于单件小批量型制造企业,尤其是大型或超大型专用工程机械生产企业,提高一次成品率是企业的生存关键。同时数控机床技术应用越来越普遍,在实际生产中,加工制造复杂程度高和难度大的零件产品时,越来越多的依赖CAD/CAM软件来完成数控程序的编制。然而不同的机床结构及数控系统又会对程序格式有不同的要求。因此,必须开发针对不同机床的后处理程序。本文以UG NX8.0后处理模块Post Builder为基础,研究开发应用FANUC数控系统的卧式镗床专用后处理程序。
1. 卧式镗床后处理制作
1)卧式镗床的结构特征:充分了解机床的结构特点和数控系统是编制后处理的基础。本文研究的数控卧式镗床的控制系统为FANUC数控系统。机床结构有X轴、Y轴和Z轴,还有工作台旋转轴B轴,同时在Z轴方向上,有主轴运动Z轴和工作台运动W轴。
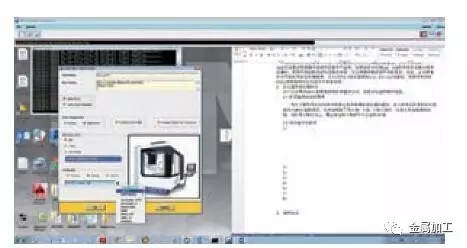
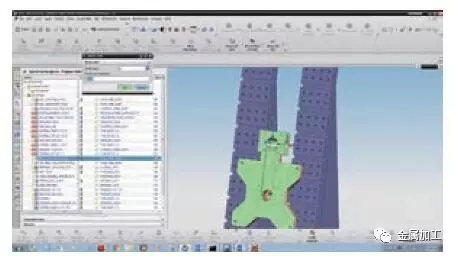
2)后处理开发制作:启动UG NX/Post Builder后处理构造器, 新建一个后处理文件并命名,图1所示为新建后处理文件设置, 根据机床结构设置相应参数。输出单位Post OutputUnit选择millimeters,机床类型Machine Tool选择铣床Mill,控制系统Controller在Library中选在FANUC-Fanuc_30i,点击确定OK。
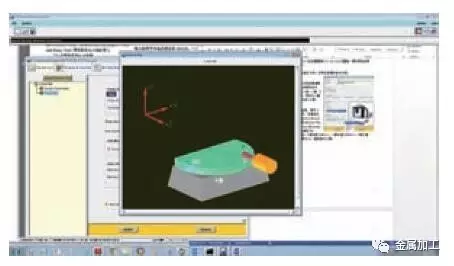
3)设置机床行程参数和旋转轴: 在通用参数窗口中,设置机床行程参数, X 轴行程3 000mm,Y轴行程 2 500mm,Z轴行程1 000mm。第4轴参数窗口中,旋转平面为ZX,旋转轴为B轴。图2所示为机床结构示意图。
4)编程和刀具路径的设置:此步骤是后处理的关键,关系到输出的数控程序是否正确,程序结构是否清晰、方便阅读,编程者使用时是否灵活。此步骤共包含五项内容:程序头编制、操作头编制、刀轨迹编制、操作结尾编制及程序结尾编制。
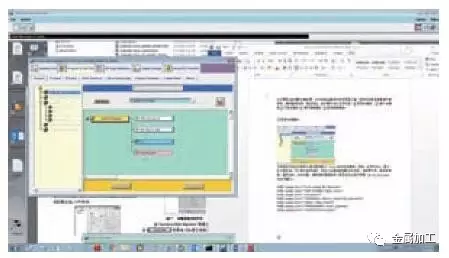
程序头的编制。不同数控系统对于程序头有不同的定义,。为了便于程序阅读,在此之后增加相应的注释内容,包括零件号、程序版本号、程序名称、机床类型、编程者和编程日期。图3所示为程序头设置。程序名和注释内容在同一PB_CMD_start中进行编写,内容如下。
MOM_output_literal “$mom_output_file_basename”
MOM_output_literal “( PARTNUMBER = $part_name )”
MOM_output_literal “( REVISION= )”
MOM_ o u t p u t _ l i t e r a l “ (PROGRAM# = O$mom_output_file_basename )”
MOM_output_literal “( MACH =HBM_FANUC )”
MOM_ o u t p u t _ l i t e r a l “ (PROGRAMMER = $mom_logname )”
MOM_output_literal “( CREATED= $mom_date )”
图1 新建后处理文件设置
图2 4轴后处理机床结构示意图
图3 程序头设置
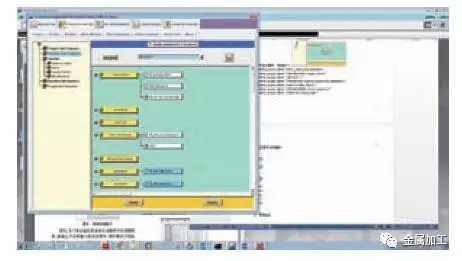
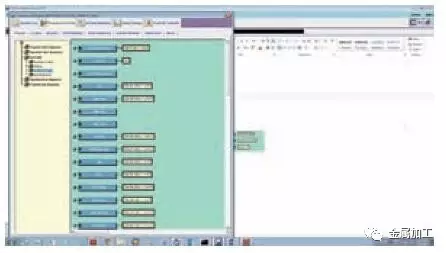
操作头的编制。此序列定义从操作开始到第一个切削运动之间的事件,包括自动换刀等,图4所示为操作过程设置。
为保证操作者在加工时不会用错刀具,故在操作头中添加刀具信息,MOM_output_literal“($mom_t o o l_name)”, 并初始化数控系统各模态功能,G00 G17 G21 G40 G80 G90 G95G49,自动换刀功能 M06 T 。
在 初 始 化 运 动 中 , 需 要 定义坐标系,MOM_output_literal“G54.1 P$mom_fixture_offset_value”。
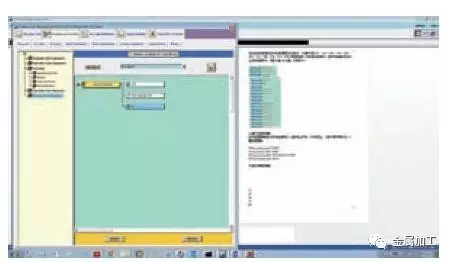
由于镗床在Z 轴方向有Z 和W两个移动轴, 需要进行相应计算, 以下代码确定主轴伸长量,MOM_output_literal “G200Z$mom_fixed_axis_position”,其中G200为机床自定义代码,Z值表示主轴伸出长度,此值需要编程者加工工件的特征来确定。
因此,不同操作时此值不相同,为满足功能,需要在机床控制功能中增加对话窗口,自定义输入值,图5所示为主轴伸长量设置。
最后还需要完成刀具长度的自动补偿等功能MOM_force once G43Z H。
5)机床控制设置:该功能控制切削液、主轴启停、操作信息、主轴伸出长度设置、B轴加紧和放松。
图4 操作过程设置
图5 主轴伸长量设置
图6 固定循环设置
图7 程序结尾设置
Spindle RPM S M03 主轴正转
Collant on M07/M08 主轴内外冷却
Operation Message 操作信息
M13/M14 B轴加紧和放松
Fixed_axis 主轴伸出长度设置
6)运动设置和孔循环设置:运动轨迹包括直线运动轨迹和圆弧运动轨迹, 孔循环包括G81、G82、G83 、G84、G85、G86 、G87、G88、G89、G73及G76D等固定循环。在创建后处理时,这两项直接应用自动生成的设置即可,无需作进一步设置。
7)操作结尾的编制: 此功能需要编制的动作有主轴缩回, 主轴停止转动, 切削液停止,刀具长度补偿取消,B轴加紧释放。
MOM_output_literal “G200”
MOM_output_literal “M09”
MOM_output_literal “G00 G49 D0H0 M05”
MOM_output_literal “M14”
8)程序结尾的编制: 此功能中,首先关闭序列号,输出程序结尾代码M30,最后输出程序结束符%。图7所示为程序结尾设置。
2. 程序验证
应用此后处理程序,对在卧式镗床上,通过旋转B轴加工的大型零件各个面编制的程序进行处理,可以生成如下数控程序,通过机床试切,无需任何手动修改,即可满足机床的要求。
%
O1234
(PART NUMBER = 1234)
( REVISION = A)
( PROGRAM# = O1234)
( MACH = HBM-GL_FANUC )
( PROGRAMMER = ABC )
(CREATED = Mon Apr 04 2016 )
(************************)
(FACE_MILL_D80)
(************************)
N5 G00 G17 G21 G40 G80 G90 G95G49
N10 M06 T080
N15 (FINISH MILL SURFACE )
N20 G54.1 P3
N25 G00 B270.
N30 M13
N35 G00 X-171.771 Y121.76
N40 G200 Z250
N45 G00 G43 H80 W300.
N50 M08
N55 M03 S380
N60 W3.
N65 G01 G94 W0.0 F250.
N70 Y-138.24
N75 Y-191.05
N80 X-169.55 Y-453.392
N85 Y-509.59
N90 Y-599.59
N95 G00 W300.
N100 G00 W500
N105 G200
N110 M09
N115 G00 G49 D0 H0 M05
N120 M14
N125 M1
M30
%
3. 结语
本文以应用FANUC控制系统的卧式镗床为例,介绍UG NX8.0后处理器Post Builder的后处理程序的编制方法和过程,使得UG编制的数控程序无需任何修改,即可直接下放机床使用,避免手工修改出现差错,同时又能提高编程效率。
-End-
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020