















































软件

产品


大家好,我是闪光蜗牛。这次分享一个实用技巧——后处理配置表
我们在对刀轨进行后置处理时,有时会根据生产要素的不同,如机床类型,加工产品类型,机床操作者的需求等要对后处理进行调整。比如开关水、气,换刀回零,攻丝格式,锁轴代码,是否备刀,停车位置的要求等等。
这里不考虑手动修改NC程序的途径,这样显然费工费力,而且不安全。如果我们依次去做单个的后处理,可以一定程度的解决问题,不过依然不是优选方案。
此时,我们可以做一个配置表。以下蜗牛会从两个简单实例入手解析思路与做法。
实例一:通过配置表实现X轴停车位置的自定义
1.1开启后处理构造器,找到程序结尾处的回零点的块,如没有则须新建块,并且强制输出。
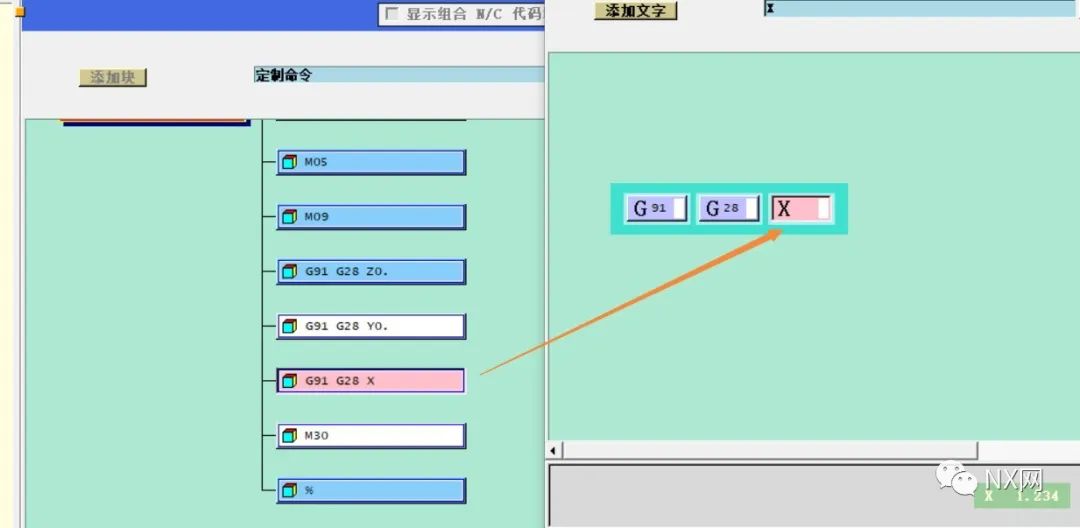
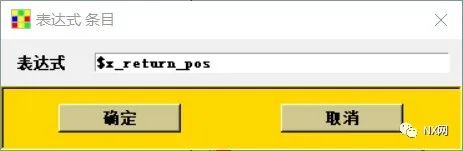
1.2在X文字单元上右键输入自定义表达式,变量名可以自由定义,须与下文的变量名相同。
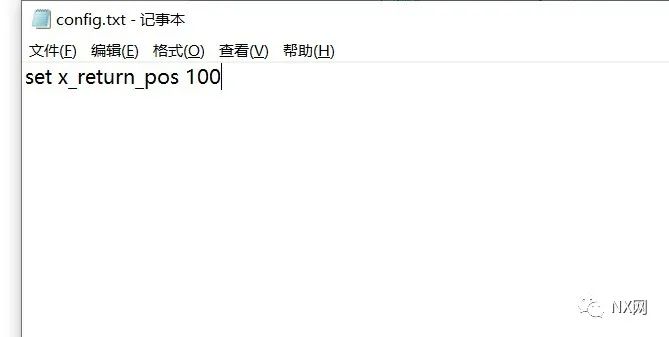
1.3在硬盘中任意位置新建配置文件。

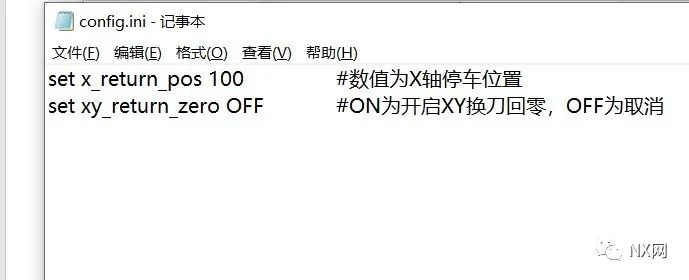
1.4记事本打开该文件,按以下格式输入,100即自定义的回零位置,保存。
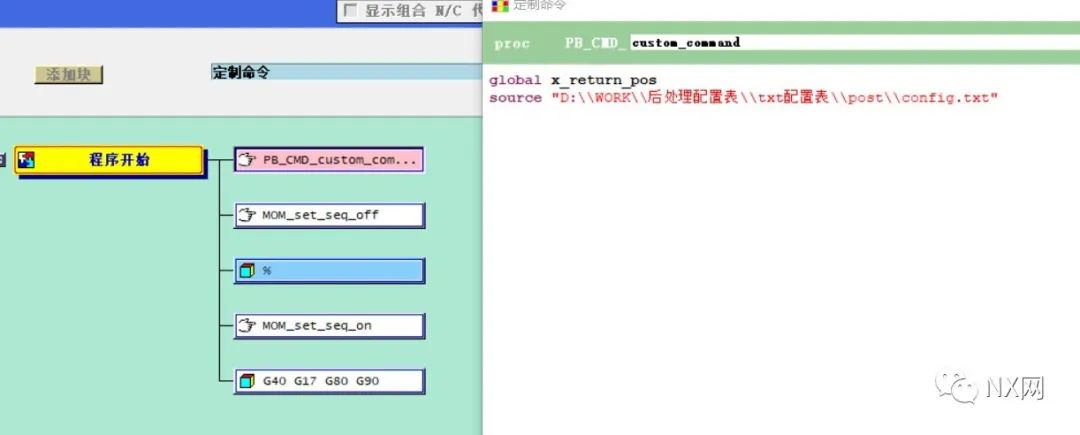
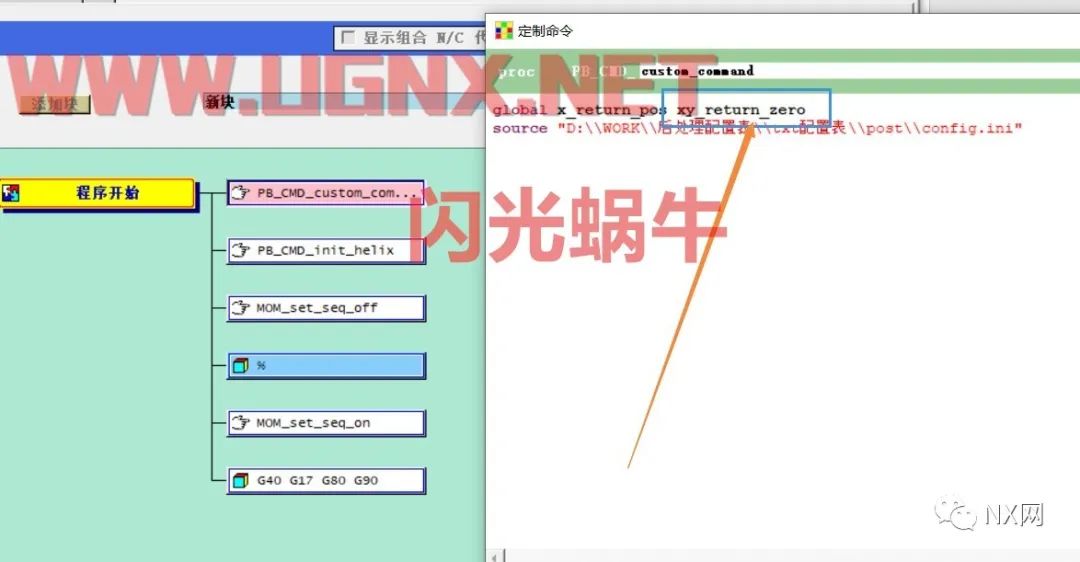
1.5在程序开始处新建定制命令,输入代码,注意路径的格式符合tcl环境。
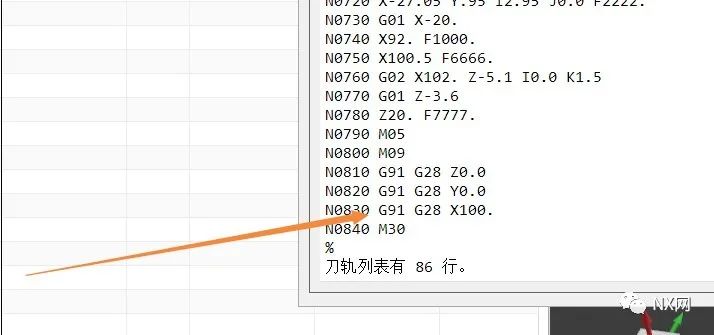
1.6后处理结果。
只需6步,制作过程十分简单。也可将配置表文件扩展名改为ini,更加贴合Windows生态,记得将步骤1.5的扩展名同步修改。

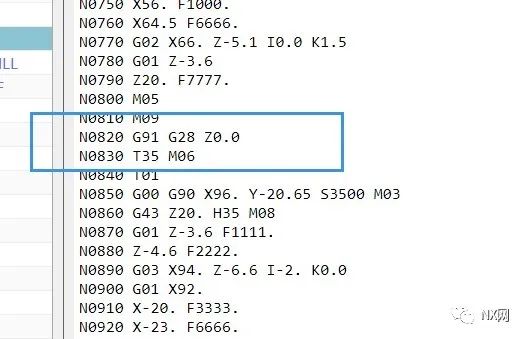
实例二:通过配置表实现换刀前XY轴回零动作的执行与取消
2.1 在source配置表的代码里增加新的配置变量全局声明
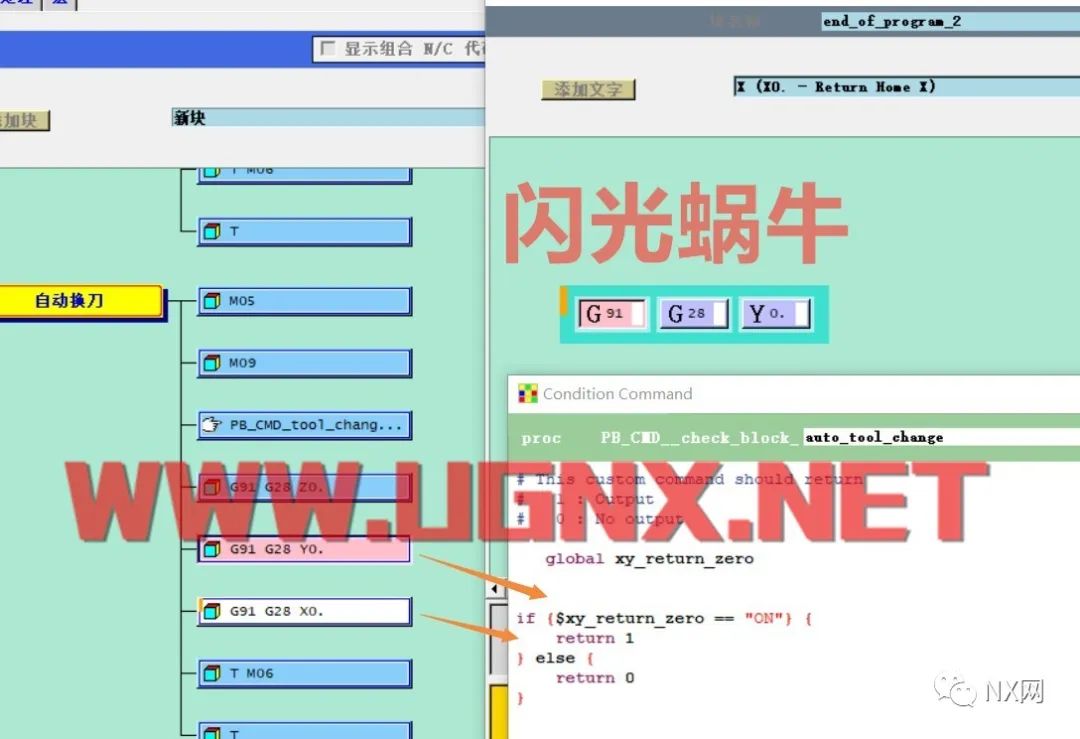
2.2 找到换刀前回零的块,添加输出条件
2.3 在配置表增加新的变量,并写入注释,便于后续维护
2.4 后处理结果
这里只举了两个简单的例子,我们掌握了方法,就可以根据需求不断的扩充配置表,使工作兼具可靠与高效。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















