软件

产品


一.双色注塑优点
双色模具可将两种不同特性的树脂及颜色,成为单一的双色产品,可减少成型品的组立和后处理工程。节省溶着与印刷的成本,增加产品的美观视觉效果,提升产品的档次和附加价值。不仅具有防滑、增加摩擦力的功能,柔性的树脂材质使其更加符合人体工学,手感更好。双色注塑产品品质稳定性高,产品变形易控制,成型周期短产量高,损耗可比包胶注塑低7%,产品制造成本可比包胶低20%-30%.
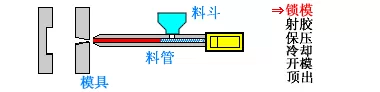
二.双色成型原理
双色射出成型通常指的是两种颜色或不同种类塑料的成型,由于双色机的两组射出单元及射嘴是独立分开的,因此其成品的颜色多半是双色分明,没有混杂在一起。双色注塑机机与一般注塑机机最大的差别在于射出单元机活动模板的设计。一般而言,双色机有两组独立分开的射出单元,一般射出机则只有一组射出单元。二两组射出单元的配置方式则随各厂家的设计而有多种形式,至于活动模板的设计则是必须提供旋转的机制,一般常见的设计如增加转盘或转轴机构等,以提供180°往复旋转功能,使模具产生循环交替动作。另有些特殊双色模其则不需转盘或转轴机构,而由模具进行滑动交替或水平旋转。
三、注射成型双色制品生产工艺特点
1.双色注塑机由两套结构、规格完全相同塑化注射装置组成。喷嘴按生产方式需要应其有特殊结构,或配有能旋转换位的结构完全相同的两组成型模具。塑化注射时,要求两套塑化注射装置中的熔料温度、注射压力、注射熔料量等工艺参数相同,要尽量缩小两套装置中的工艺参数波动差。
2.双色注射成型塑料制品与普通注射成型塑料制品比较,其注射时的熔料温度和注射压力都要采用较高的参数值。主要原因是双色注射成型中的模具流道比较长,结构比较复杂,注射熔料流动阻力较大。
3.双色注射成型塑料制品要选用热稳定性好、熔体黏度低的原料,以避免因熔料温度高,在流道内停留时间较长而分解。应用较多的塑料是聚烯烃类树脂、聚苯乙烯和ABS料等。
4.双色塑料制品在注射成型时,为了使两种不同颜色的熔料在成型时能很好地在模具中熔接、保证注塑制品的成型质量,应采用较高的熔料温度、较高的模具温度、较高的注射压力和注射速率。
四、双色模具结构形式
传统的双色注塑模具有“凸模平移”和“凸模旋转”二种形式。
① “凸模平移”的模具有二个凹模和一个凸模。第一个料筒射胶时,凸模与第一个凹模闭合。完成第一种塑料的注射。第一种塑料凝固后,凹、凸模分开,由第一种塑料形成的半成品停留在凸模,并随凸模一起移动到对准第二个凹模的位置。注塑机闭合后,第二个料筒进行第二种塑料的注射。第二种塑料凝固后,注塑机打开模具,取出完整的制品。
② “凸模旋转”形式的双色模具有两个凹模和由两个背对背组合成的凸模,这个凸模是可以旋转的。配备的双方注塑机有二个料筒,第二料筒最好是设计在注塑机运动方向的垂直方向。可以同时注射二种不同的塑料。当射入的二种塑胶凝固后,注塑机打开并且自动顶出完整的制品。取出制品后,“可旋转凸模”转过180度。注塑机闭合,进行下一个循环。
由于“凸模平移”模式的第一、第二料筒是轮流注射的,而“凸模旋转”模式的第一、第二料筒是同时注射的。所以,同样的产品,用“凸模旋转”模式生产的效率是用“凸模平移”模式生产的2倍。
五、双色模具新技术
双色注塑机备有二个料筒。模具是单腔的,同时具备第一种塑料(“硬胶”) 和第二种塑料(“软胶”)所需要的共同空腔。这项技术所需要的凹模和凸模是单一的,它与前二种生产模式有根本的区别。当第一料筒注射完第一种塑料后,等第一种塑料有部分凝固或者凝固后。控制开头的动力油缸带动起隔离作用的刀片,退到与凸模的型面相平。这时第二料筒注射第二种塑料。等第二种塑料完全凝固后,注塑机打开,并取出完整的制品。然后注塑机关闭,进行下一个循环。这项技术明显的优势就是简化了模具和减少了对注塑机工作空间的需求(可以用较小的双色注塑机以减少投资和减少能耗)。并且可以比以前采用的“包胶法”成倍地提高产量,并且从根本上避免了由于将经过收缩和变形的“硬胶”重新放进模腔而产生的不良品。
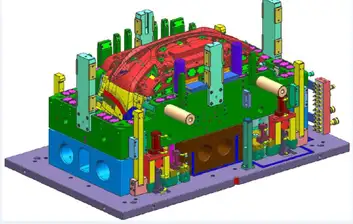
双色模的特点:
1.前模的两个形状是不同的,分别成型1种产品。而后模的两个形状完全一样。(注意:如有不一样,要做前模滑块来保证后模一致)
2.模具的前模以中心旋转180º后,必须与后模吻合。设计时必须注意这一点。
3.在设计时,请仔细查看双色注塑机的参数数据,如,最大容模厚度、最小容模厚度、顶棍孔距离等。
4.三板模的水口最好能设计成可以自动脱模动作。特别要注意软胶水口的脱模动作是否可靠。
5.在设计第二次注塑的型腔时,为了避免型腔插(或擦)伤第一次已经成型好的产品胶位,可以设计一部分避空。但是必须慎重考虑每一处封胶位的强度,即:在注塑中,是否会有在大的注塑压力下,塑胶发生变形,导致第二次注塑可能会有批锋产生的可能?
6.注塑时,第一次注塑成型的产品尺寸可以略大,以使它在第二次成型时能与另一个型腔压得更紧,以达到封胶的作用。
7.注意在第二次注塑时,塑胶的流动是否会冲动第一次已经成型好的产品,使其胶位变形?如果有这个可能,一定要想办法改善。
8.两型腔和型芯的运水布置尽量充分,并且均衡、一样。
9.99%的情况是先注塑产品的硬胶部分,再注塑产品的软胶部分。因为软胶易变形。
10.为了使两种塑胶“粘”得更紧,要考虑材料之间的“粘性”以及模具表面的粗糙度。双色注塑有专门的TPU;而模具表面越光滑,它们“粘”得更紧。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020