















































软件

产品


1 铝合金型材挤压参数选择
铝合金的挤压参数选择和设定对研究分析的结果起着决定的作用,本研究的挤压参数[4]如表3所示。
表3 挤压参数

2 HyperWorks铝合金挤压数值模拟步骤
HyperWorks铝合金挤压数值模拟步骤包括前处理和后处理。前处理包括以下步骤:导入模具几何模型、几何清理、网格划分、定义边界条件、HyperXtude求解。
2.1 几何清理
几何清理其目的是使计算区域形成一个连续的封闭的几何体,简化几何面,以确保划分出来的网格质量和良好的连续性。
几何清理是后期网格划分的基础,因为几何清理情况则会影响网格的质量,在用第三方软件SolidWoks生成的几何模型导入到HyperMesh软件时,由于软件间直接的接口技术问题,导入后的模型有可能产生一面的缺失、线或面的不缝合等一些拓扑关系缺陷,这些缺陷如果不采用修复,则有可能影响网格的划分质量,严重时还会导致三维网格无法划分[5]。
同时,在实体模型含有些微小特征时,例如:小孔或小尖角,如果不合理清理,则会在划分网格时会生成很多小单元,从而增加计算量。因而几何清理在前处理中应给与重视。
本研究的这些模型中,主要几何清理是拓扑关系的修复,对不缝合的线和缺失的面进行修复整理。
2.2 网格划分
本研究对挤压过程中的所用材料、材料流经的所有区域和挤压模具采用四面体单元进行网格划分。在模型表面的基础上划分二维网格,完成二维网格后就开始划分三维网格。
本研究中,在HyperMesh软件的2D功能中的automesh自动划分网格,网格的形状为三角形,网格的大小根据模型的情况而定的。当然地,网格越小越密,其分析结果越精确,但这对电脑CPU处理能力有一定要求。
在本研究中为了协调电脑的配置要求和计算结构的精确性,划分的二维网格有大小疏密之分,一般地工作带的网格取最小的,因为其对挤出型材的影响最为关键,其他的位置的可以视情况而去定的。而三维的网格生成是根据已经划分好的二维网格来决定的,本设计三维网格的划分主要是对二维网格的拉伸和封闭的二维网格自动生成四面体网格。
网格的质量与整个分析的结果时密切相关的。由于结构是对称的,为降低数据处理量且不影响其分析结果将分析模型分割成二分之一,单元数控制在60万以内,图4为本研究的悬臂类铝型材挤压有限元仿真模型。

图4 悬臂类铝型材挤压有限元仿真模型
2.3 定义边界条件
进入挤压向导HyperXtrude进行边界条件的定义。当软件自动生成边界条件后,缺少了对称的边界条件,这需要创建新的边界条件,把对应的网格分到相应的分组;在编辑Bearing-Die1等边界条件时,要注意其网格的接触类型及热传导系数,即是图5中Contact type和Heat transfer coeff这两个选项,这个边界条件的网格接触类型应为Mismatched,热传导系数为3 000 W/m2·℃。
2.4 HyperXtude求解
HyperXtrude软件在铝型材挤压设计生产中的应用越来越广泛,它能够模拟铝合金在挤压过程中的复杂过程,通过HyperXtrude内求解器的强大求解计算,分析铝型材在挤压过程中的变形情况。
完成边界条件的定义,将软件自动生成的grf格式文件和tcl格式文件放进求解器进行求解运算。一般地,进入HyperXtude软件中的挤压向导Launch Slover,它会自动提取之前保存grf和tcl格式文件进行计算。计算求解的速度要根据计算机的中央处理器处理速度而定的。
后处理是不仅有对结果的分析,还有结果分析后对设计进行优化。本次后处理主要是对研究对象的模拟分析结果进行观察和处理。
3 结果分析
在HyperView软件能直观观察分析结果,如图6和图7所示。表4所示的数据为组合型悬臂类铝型材挤压模具的下模具最大应变数值。
通过观察下模的应力分布情况,可以预测模具结构哪个部位最容易受到破坏,接着对相应的部位采取相应的措施。下模具的应变情况是影响挤压生产出来的型材质量的关键因素之一,尤其是在工作带附近的部位,它会直接影响其型材的精度或形状。
图6所示的是挤压模具下模的应力分布图,通过观察可以得出,模具中间部位受到应力最大,最大值为391.5 Mpa,其他部位相对较小。因此在设计模具是,应力大的部位需要对其添加材料加强或对该部位的材料进行处理以达到加强目的。
图7是挤压模具下模Mag方向的应变分布图,从图中可以中间红色部位的应变是最大的,最大值为0.005 248 mm。因此在后面的设计优化过程中要对这里进行优化,降低其应变值。

图5 Bearing-Die1边条件设置
应变情况是影响挤压生产出来的型材质量的关键因素,尤其是在工作带附近的部位,它会直接影响其型材的精度或形状。用SPSS软件进行数据分析,通过对下模具最大应变值数据进行分析来预知其影响程度。
下模具的最大应变值的数据分析如图8所示。
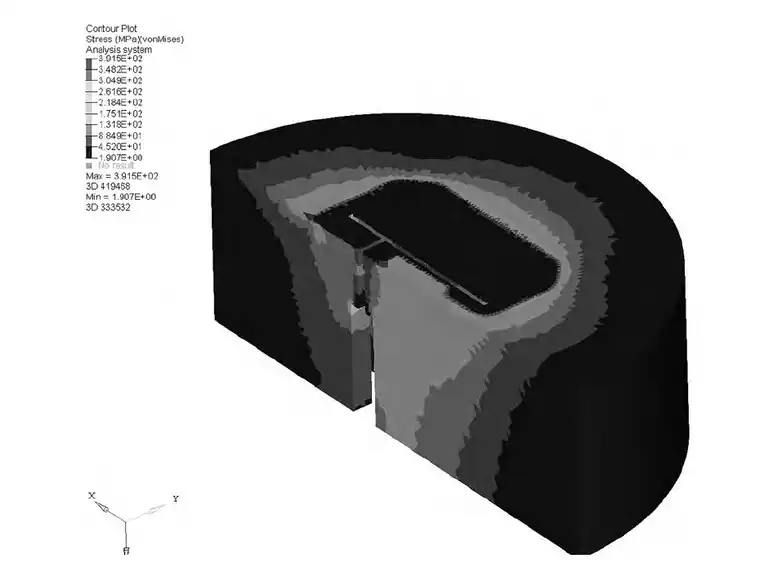
图6 下模的应力分布
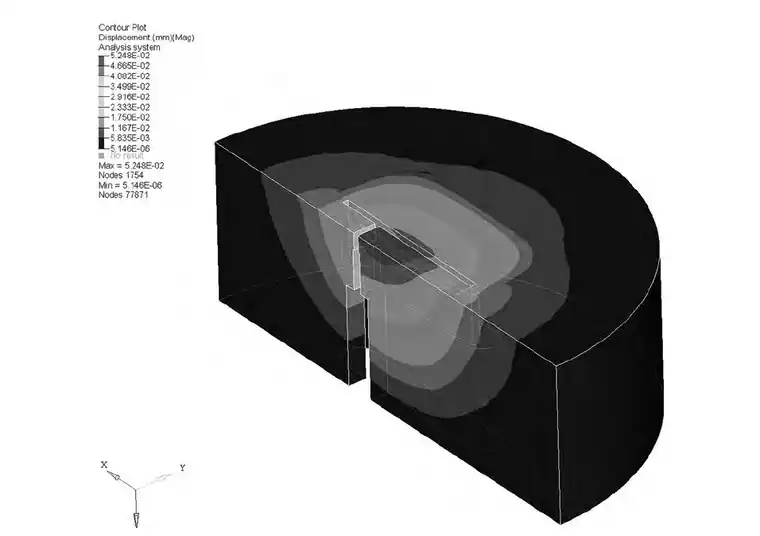
图7 下模Mag方向的应变
表4 组合型悬臂类铝型材挤压模具的下模具最大应变值
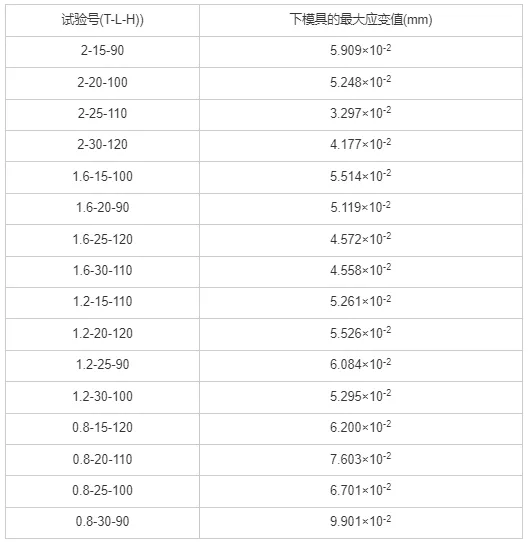
挤型材挤压模具的高度对下模具最大应变值影响显著,主次影响为铝型材挤压模具的高度,其次挤压型材的厚度,最小的是铝型材的宽度。下模具的所受最大应变值越小越好,对挤压模具的高度进行分析,最优高度为120 mm,同理选出,挤压型材的最优厚度为2 mm,挤压型材的最优宽度为25 mm。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















