软件

产品


完整案例结合3D图档。
诊疗仪端盖产品见图1,产品最大外形尺寸为142.85 mm x 42.30 mm x 34.30 mm, 塑件平均胶位厚度2.50 mm,塑件材料为PC,缩水率为1.006,塑件质量为43.27克。塑件技术要求为不得存在披峰、注塑不满、流纹、气孔、翘曲变形、银纹、冷料、喷射纹等各种缺陷。
图1 诊疗仪端盖产品图
从图1可以看出,塑件结构为顶面大底面小的内缩壳体,三侧封闭,内部胶位边缘倾斜,底部带有3个螺丝柱。根据塑件结构分析,模具设计的难点在于内侧面需要设计倾斜的大滑块,且滑块的两侧同样需要设计滑块。模具结构为滑块带动滑块的复合滑块的结构形式。
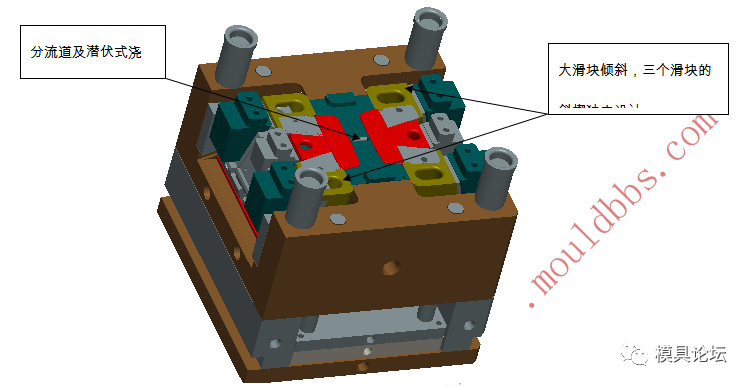
塑件的结构需要将全部胶位出在后模,滑块也是后模滑块。根据塑件尺寸和形状,模具设计型腔排位为1出2,型腔及两个滑块的受力也能够保持平衡。标准模架CH4545,模具设计排位图见图2所示。浇注系统设计为潜伏式浇口,熔融塑料从垂直主流道进入分型面后经过短的分流道直接进入潜伏式浇口。对于PC材料,注塑时防止注塑缺陷的有效手段是分流道短而粗才能取得较好的制品质量。
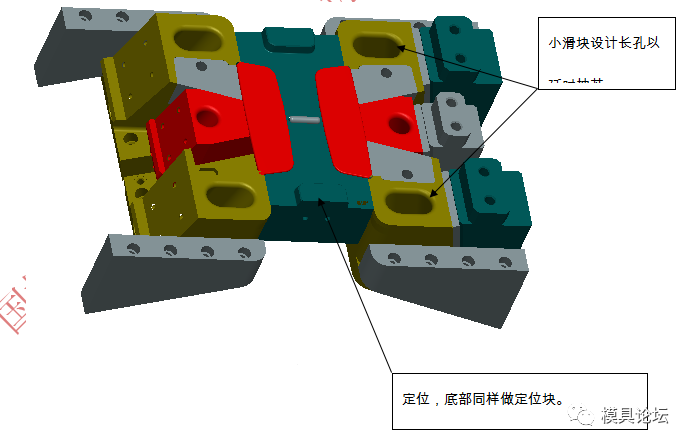
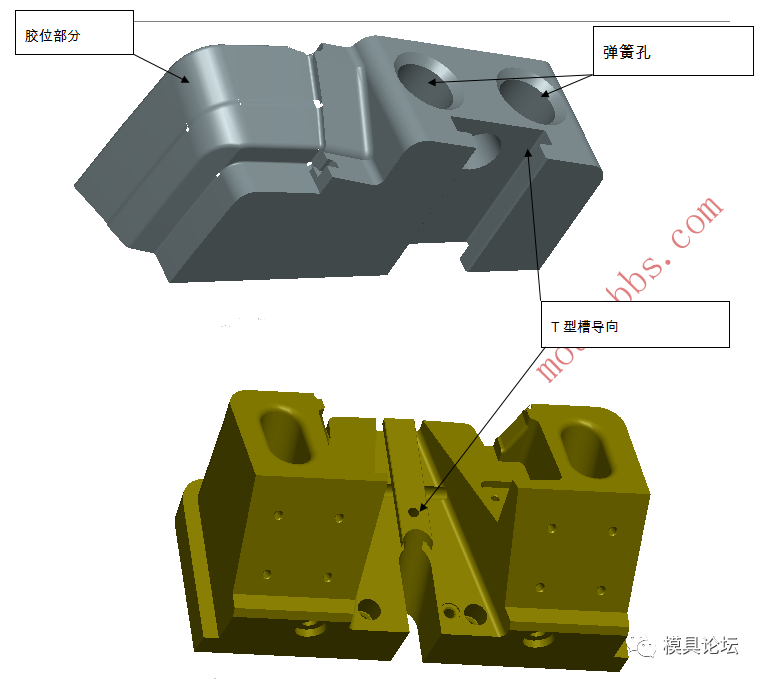
后模滑块结构图见图3所示。塑件内部胶位三侧封闭,如果直接一次抽芯,会使塑件拉变形。因此开模时需要分开几次抽芯才能分解塑件对滑块的包紧力,首先塑件中间的红色小滑块先抽芯,其运动导向为底部的T形槽。红色小滑块移开后,两侧的小滑块(见图4)会在两个小弹簧的作用下,沿着底部的T型槽向中心移动,使塑件两个侧面的胶位脱模,两个小滑块的运动导向同样为底部的T形槽。最终大滑块才带动整个滑块系统完成抽芯。
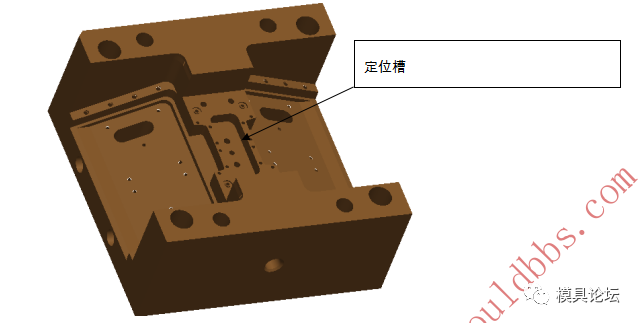
由于后模两侧设计倾斜大滑块,B板和大滑块的强度需要得到关注。另一方面,后模仁的两侧为开放式结构,后模仁需要可靠的定位,故在后模仁的顶面和底部都需要做定位块,以防模仁在注塑侧向力的作用下窜动。
滑块的驱动,尽可能采用斜导柱驱动。斜导柱驱动具有结构简单、易于制造以及动作可靠的特点,在国内外出口模具中得到广泛的应用。另外,在滑块的斜面和底面都安装了耐磨板,便于调整和维护。在滑块运行时,耐磨板的油槽也便于存油和纳污。
图2 模具设计排位图
图3 后模滑块结构图
图4 侧面小滑块结构图
图5 后模大滑块图
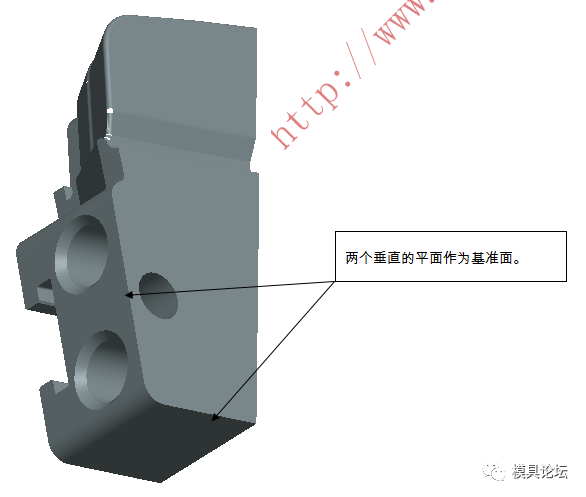
模具时需要注意模具零件的加工工艺性,由于塑件胶位部分往往不规则,模具零件在非胶位部分必须设计两个垂直的平面作为基准面。两侧小滑块的加工基准见图7所示。模具设计时,如果忽视模具零件的加工基准,则会使模具零件难以加工。例如CNC加工,线切割加工和电火花加工,均需要加工基准。
图6 B板结构图
图7 小滑块的加工基准
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020