软件

产品


摘要
本文使用ANSYS workbench软件对焊接过程进行焊接数值模拟,利用编程实现焊接模拟分析过程中的热源加载和移动,利用2层生死单元模拟焊料熔化填充过程,得到焊接过程中的温度场和应力场随时间变化的分布情况,并对结果进行分析。
01焊接件的物理模型
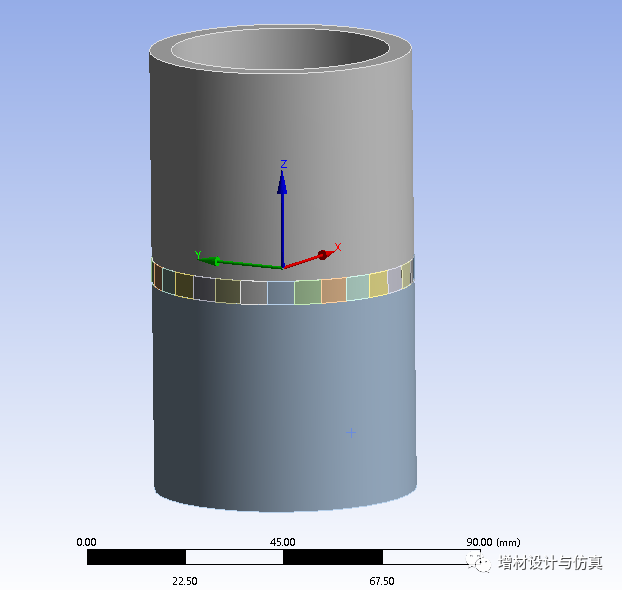
本文选取结构钢材料进行管道焊接分析,管道内径r=25mm,外径R=30mm,上/下管道高度为50mm。熔覆层共有两层,每层30个熔覆单元,每个熔覆单元弧度为360/30=12°。
图1 模型示意图
02建立焊接件的有限元模型
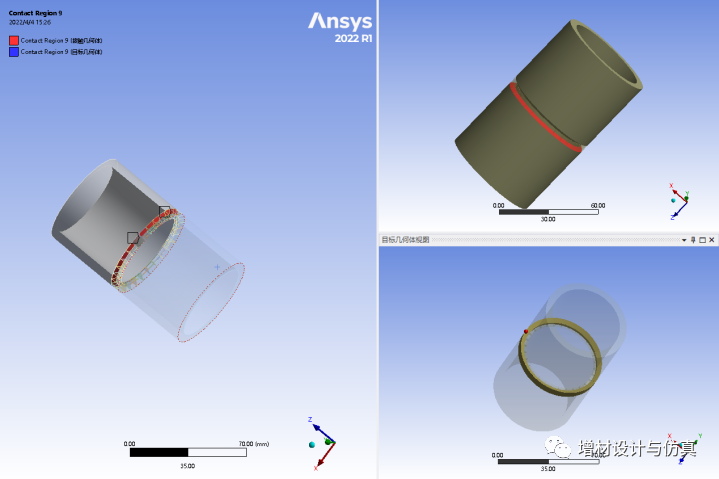
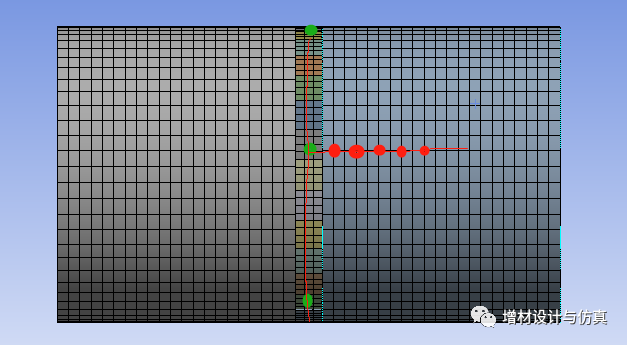
本案例在温度场计算中采用workbench默认的单元类型计算。为减少计算时间和资源,本案例采用默认的自动划分单元模式,生成的网格如下所示。这里存在一个问题,即发现焊道网格和管道网格有网格节点不对应的现象,这会影响到单元数据传递,因此后续需要进一步细化网格,并对网格节点进行调整或耦合。接触面采用自动生成的bound连接类型。
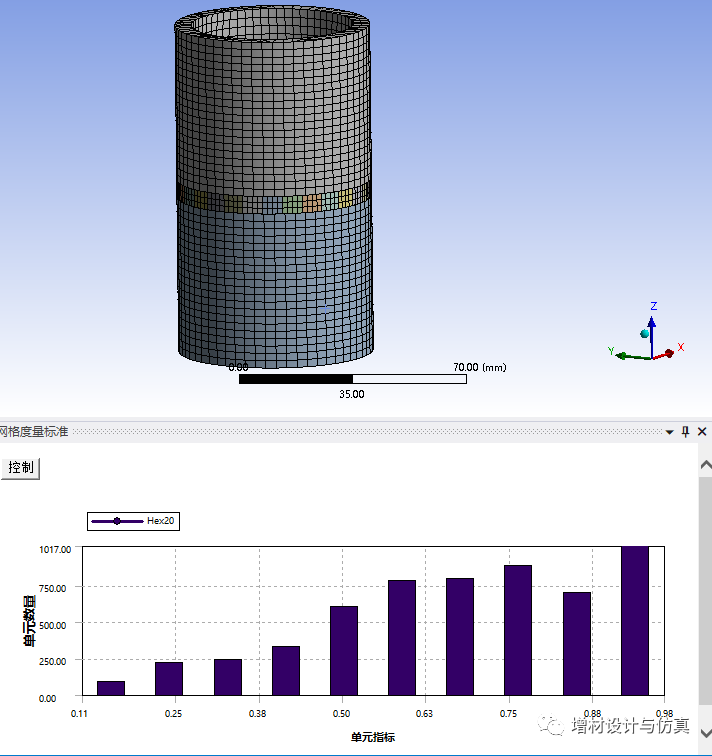
图2 网格划分情况及接触情况
03温度场计算加载与求解
焊接通过局部热量集中输入,在焊缝区域形成复杂的电、热、化学反应。焊接过程是一个高度非线性的理化反应过程,焊接熔池和温度场的分布描述复杂,在ANSYS数值模拟中,通常将热源简化为具有一定分布规律的热流密度函数来用于计算。
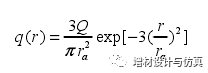
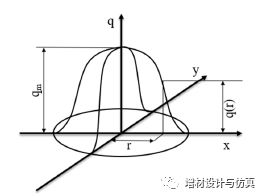
在管道焊接中,采用熔化极惰性气体保护焊的焊接工艺。在ANSYS温度分析过程中采用高斯面热源模型。其在焊接厚度方向上不考虑热量梯度,适用于焊接熔深较小的表面堆焊焊接热量和电弧热在工件表面上的热量分布情况。热源作用在工件表面半径为ra的加热半径内,热量输入呈中间高、四周低的特点。热源作用区域内任一点热流密度q 为:
式中,Q 为单位时间的热量输入 q =η ×U ×I (U 、I 分别为焊接电流、电压),ra为焊接热源加热区域的半径,r 为热源内任一点到热源中心的距离。
热源的热量通过焊接电流、焊接电压、焊接热效率等参数体现的,在本文温度场分析中,选取焊接电流为 I =180A,焊接电压为U =12V ,焊接热效率为η =0.75,有效光斑作用半径为0.01m,焊接速度为0.1m/s。
04温度场计算的加载和边界条件
由于实际焊接中焊缝是慢慢从无到有生长出来的,ANSYS中通过生死单元技术模拟单元的生长过程,所谓的单元“生死”并不是在加载过程中重新建立焊缝区域单元,而是在建模初期就已经将焊缝区域模型建好,并完成划分网格。利用在workbench中插入“生死单元”来模拟焊道的生成。
05温度场模拟结果
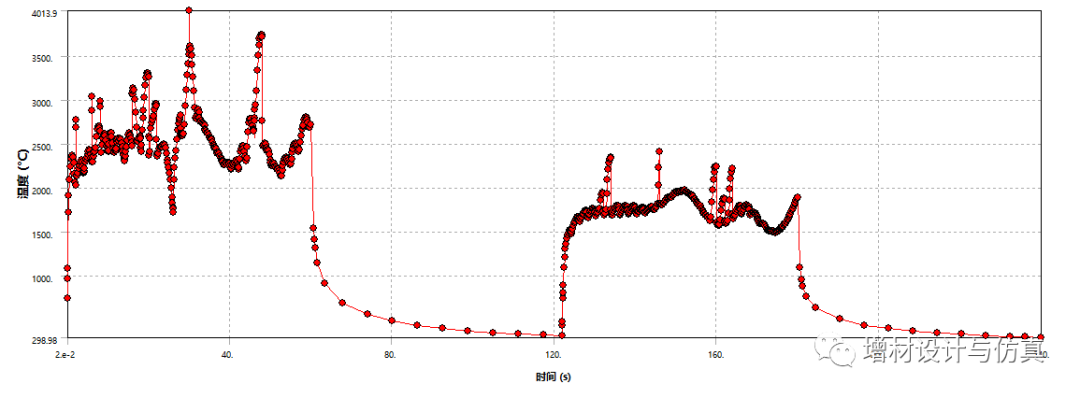
计算得到的热历史如图所示,可知实现了两层焊道的层间冷却和热源加载。第一道焊接结束后冷却60S,进行第二道焊接,最后再冷60S。
在热历史曲线中可发现一些异常的点温度突变,这是因为网格划分较粗且网格节点不对应造成,后续可通过细化网格解决这一问题。
图3 焊接过程热历史图
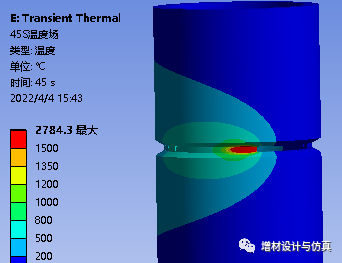
如下图所示为第一道焊接过程中,第15S和第45S时候的温度分布,可知在第一道焊接中最大温度约为2700℃。
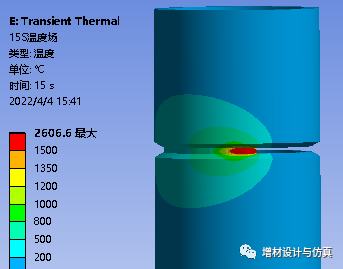
图4 第15S和第45S时候的温度分布
由于结构钢的熔点为1500℃,对15秒时候的结果温度进行设置,可知,焊道能够完全熔化,焊接可靠。

图5 15秒时焊道界面温度分布
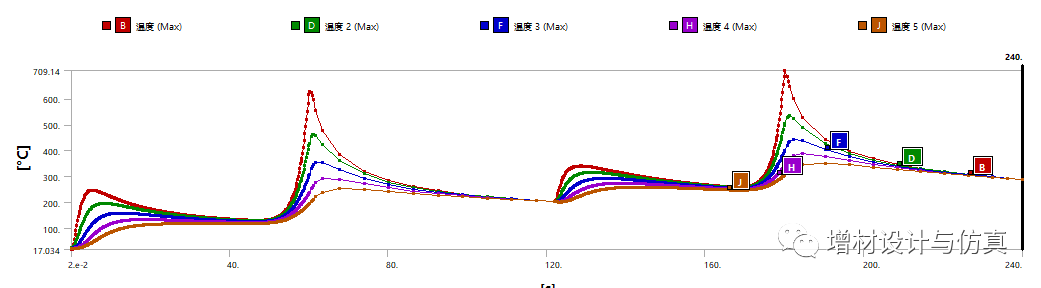
分别选取垂直和环绕/平行于焊道的各5个均匀分布的节点进行温度取值,得到结果如图:
图6 垂直和环绕/平行于焊道的各5个均匀分布的节点
图7 垂直于焊道的各5个均匀分布的节点的温度曲线
图8 环绕/平行于焊道的各5个均匀分布的节点的温度曲线
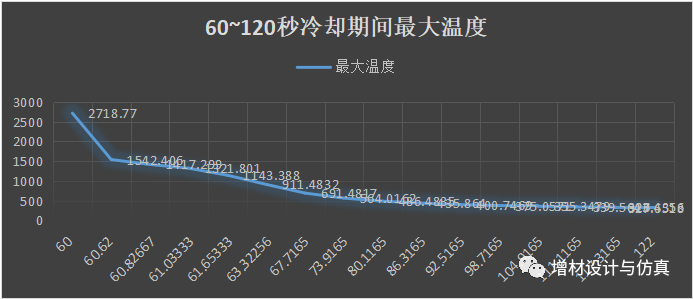
图9 冷却期间温度的变化
06 应力场模拟结果
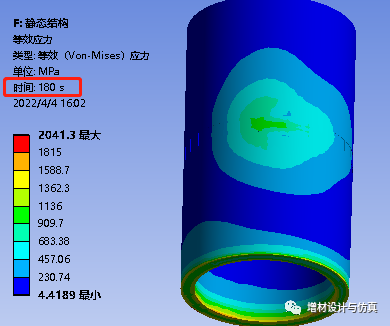
导入温度场的结果作为结构场的边界条件,得到的变形和等效应力如图。
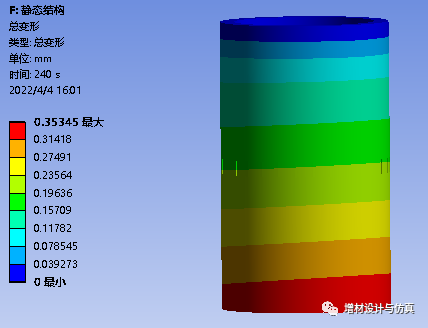
图10 总变形与180S(第二道焊接结束时)等效应力情况
图11 4个重要节点时等效应力的变化曲线
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020