软件

产品


为了使一种变截面椭圆门框达到快速成形、降低生产成本、提高生产效率和产品合格率的目的。利用锻压成形原理对热加工工艺进行编制,并利用SolidWorks进行锻造前的工艺参数计算以及有限元成形模拟,准确计算下料重量、辗环尺寸以及锻件尺寸。通过此方法不仅提高了原材料的利用率,达到了图纸上的技术要求,而且也实现了批量生产的目的。
随着新能源的不断发展,风力发电技术不断成熟,我国风电装机量不断增加,因此风电塔架门框需求量不断增加,质量要求也不断提高。并且风电塔架主要设置在风量多、风力大的山体以及海上等处,钢结构塔架工作环境恶劣、承受的屈服载荷、抗拉载荷以及冲击载荷较大,容易变形,将导致安装在门框上的门不能正常的打开关闭,影响值班人员及维修人员的通行。
目前变截面门框的制造采用的是钢板切割后焊接成形以及模具成形。焊接成形存在的缺点为:⑴焊接区域存在热影响区,导致焊接后的门框容易变形,废品率高;⑵在焊接区域容易开焊,安全系数较低;⑶钢材被切割后焊接不仅破坏了内部纤维结构,而且导致探伤及机械性能难以满足技术要求。采用锻造成形缺点为:⑴增加了材料成本,采用自由锻造时余量增加;⑵使用模具增加了制造成本。而本工艺在满足产品技术要求的同时还可以降低制造成本,提高原材料的利用率,实现批量生产。
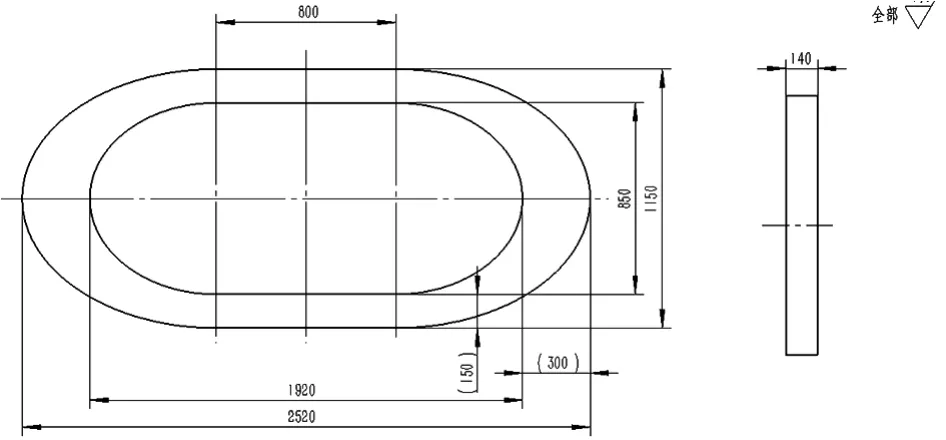
图1 变截面椭圆门框尺寸
变截面椭圆门框尺寸如图1所示,原材料可选用S355NL连铸圆坯,交货状态为正火+回火。
一种变截面椭圆门框无缝热加工工艺路线为:SolidWorks锻件计算→下料→加热→辗环→扩孔(SolidWorks计算尺寸)→锻压成形→正火→火焰切割→回火→车端面→打磨→包装→发货,并利用热轧环形件的主要设备辗环机,以提高生产效率。本文针对正火前热加工工序进行详细说明。
由于SolidWorks绘图软件对椭圆的周长与重量(选取材料为结构钢S355NL)测量工具使用简单、数值准确,并且能够进行有限元分析,能够直观的看出成形的趋势以及受力情况,并能够准确的预判锻造时会产生的不利影响因素,减少锻造加热次数,降低生产成本,提高生产效率。
⑴测量门框外轮廓周长L。
利用SolidWorks建模,先按照图1成品尺寸绘制草图,再将内外轮廓进行等距实体,等距数值为Δt,即为内外轮廓的余量,最后将等距实体后的轮廓进行拉伸凸台,拉伸高度H即门框辗环高度,其计算公式为:
式中,H1为门框成品高度;Δt为余量值。
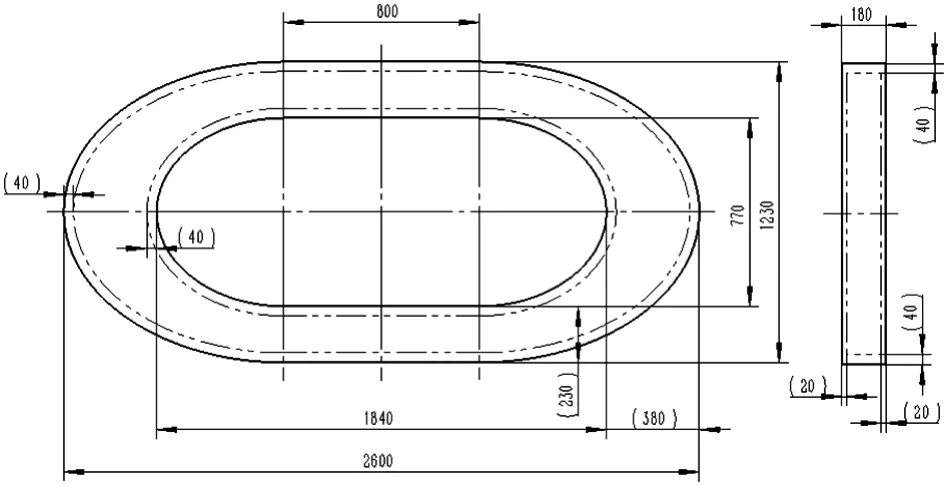
图2 锻件实体图
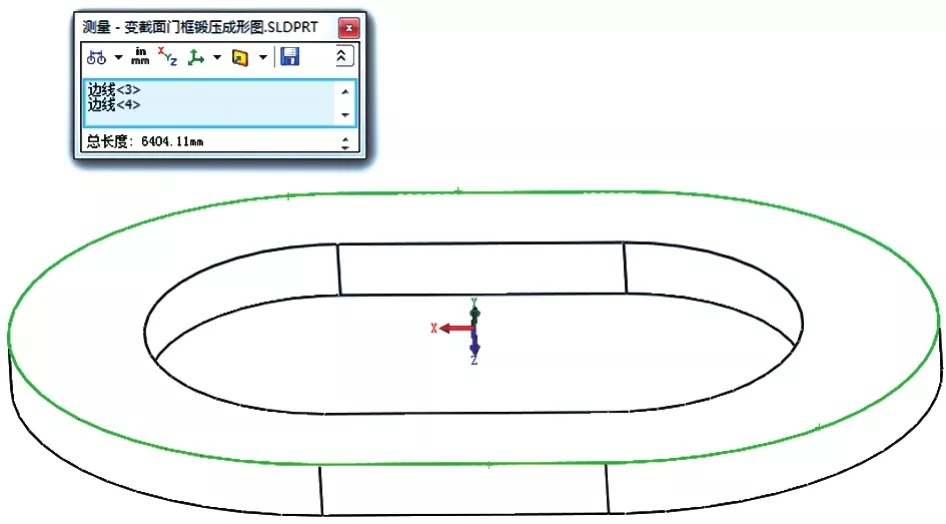
根据上述公式绘制成图2所示的锻件实体图,利用测量工具测量门框外轮廓周长L。按图1尺寸,选取Δt=40mm,则H=140+40=180mm,测量L=6404.11mm。门框外轮廓周长图如图3所示。
图3 测量门框外轮廓周长图
⑵计算辗环外圆直径ID公式为:
式中,L为门框外轮廓周长;ROUND(L/π/100,0)×100为周长计算后取整。按图2尺寸计算 ID=ROUND(6404.11/3.1415926/100,0)×100-200=1800mm。
⑶计算辗环内圆直径OD公式为:
式中,B为锻件壁厚的最大值,即椭圆顶点处壁厚。在图2中B=380mm。按图2尺寸计算OD=1800-2×380=1040mm。
⑷计算辗环锻件重量W公式为:
式中,ID为辗环外圆直径,OD为辗环内圆直径。
按图2尺寸计算W=(18002-10402)×180×6.16538/1000000=2395kg。
⑸下料重量的计算W0公式为:
式中,W’为冲孔连皮重量;当W<2700kg,冲孔直径OD3=φ300mm,W’=60kg;当W≥2700 kg,冲孔直径OD3=φ400mm,W’=120kg。v0为烧损率,取v0=0.92。按图2尺寸计算W0=(2395+60)/0.92=2668kg。
⑴制坯高度H3。
式中,OD为辗环内径尺寸,OD3为冲孔直径,H为辗环高度,λ为调整系数。
⑵制坯锻件重量。
式中,W为辗环锻件重量,v1为烧损率,取v0=0.98。
⑶制坯外径尺寸ID3。
式中,W3为制坯锻件重量。
⑷调整系数λ。
选取调整系数λ值。
式中,B为辗环壁厚,H为辗环高度。
外径OD2= L/π,内径短轴长度L2短=OD2-2B,内孔长轴长度L2长通过SoildWorks草图绘制,使扩孔重量W2=W/v1,v1为烧损率,取v1=0.98。
计算W2=2395/0.98=2444kg。
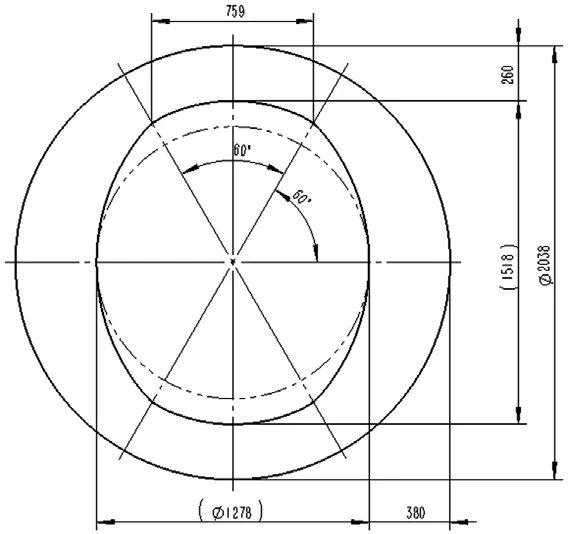
按重量W2调整尺寸260mm,使扩孔锻件重量等于W2,如图4所示为锻件扩孔图。
图4 锻件扩孔图
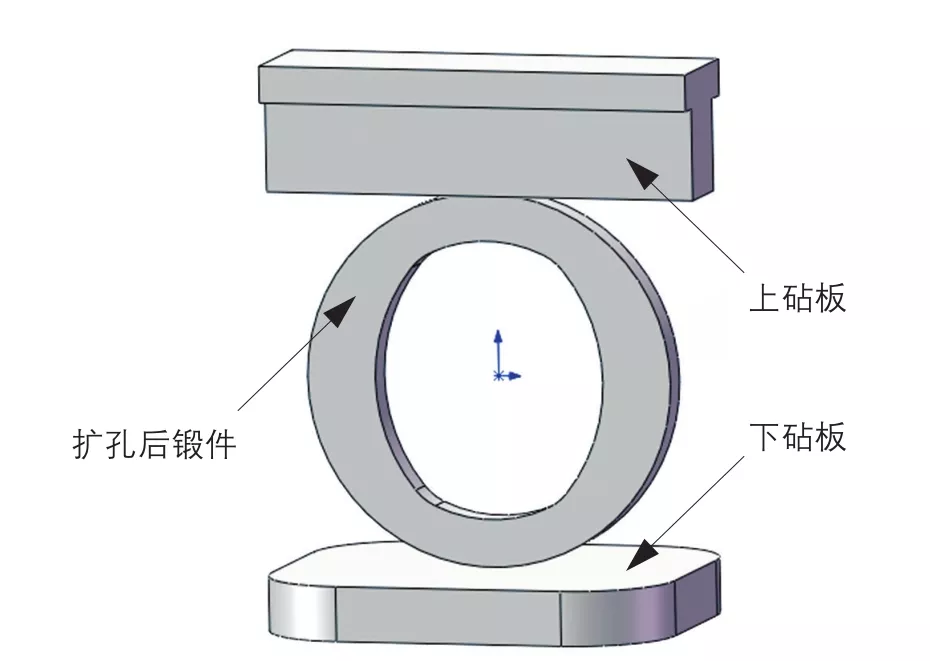
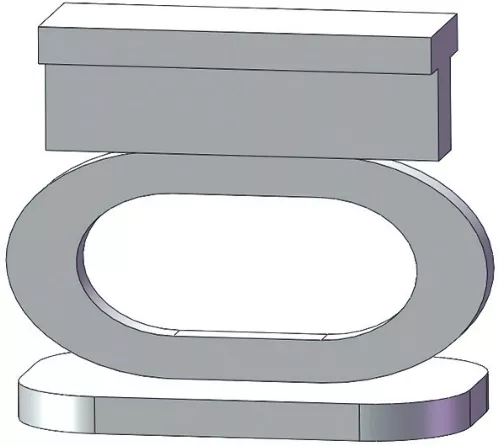
将扩孔后的锻件放置在液压机的上下砧板之间,下压高度H3至锻件图短轴长度L1。按图2尺寸,H3=L1=1230mm。图5为锻压成形图。
图5 锻压成形图
建模完成后首先添加上下砧板图形(图5)。然后插入SolidWorks Simulation插件,对门框变形过程进行有限元分析。而SolidWorks Simulation插件与ABAQUS相比,其模拟分析结果接近,能够作为结果进行分析。
⑴添加应用材料结构钢S355NL。
⑵添加夹具类型为固定几何体。
⑶添加外部载荷类型力,其值大小根据液压机参数值给定。
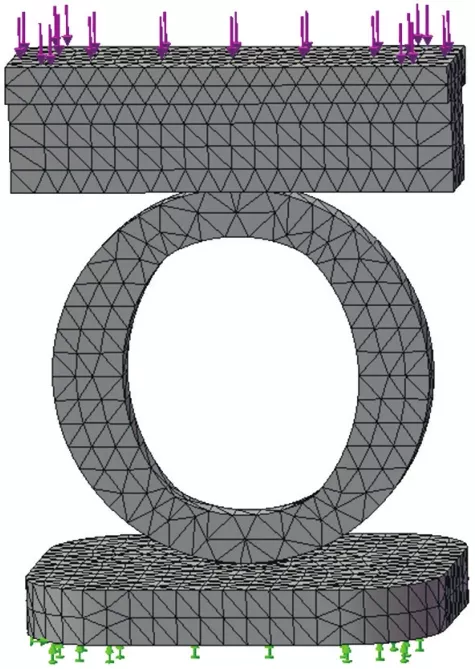
⑷进行网格化处理图,如图6所示。
图6 网格化处理图
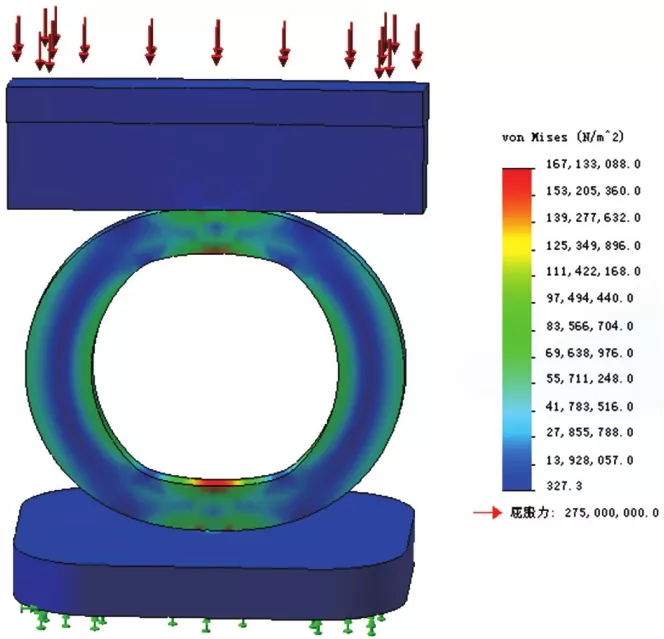
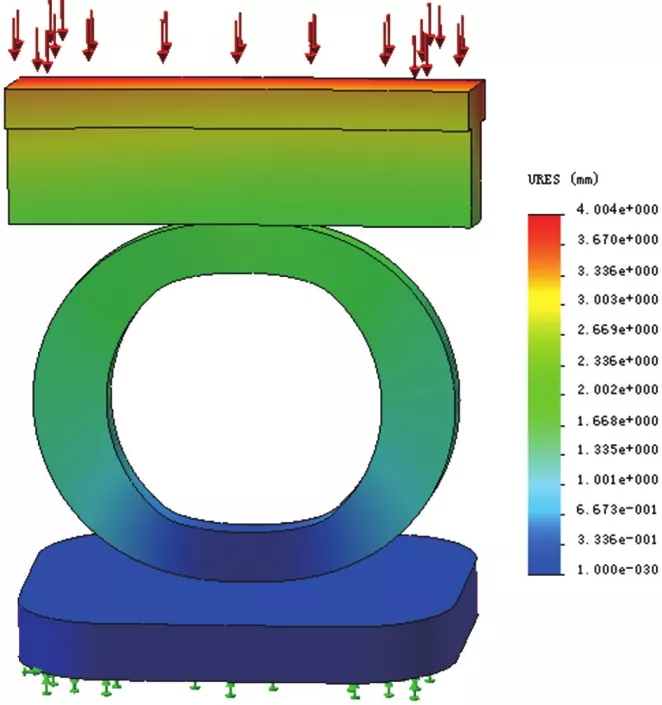
运行计算后查看结果,其中应力分布图,如图7所示;位移趋势图,如图8所示。
图7 应力分布图
图8 位移趋势图
结果显示锻压后的成形趋势与锻件尺寸一致。通过实际生产验证锻件实际变形趋势与SolidWorks模拟的趋势变化一致,从而验证了SolidWorks模拟的准确性。最终锻件图如图9所示。
图9 锻件图
通过SolidWorks以及相关公式的计算,得到锻造成形所需的各个参数的准确值以及锻造的变形模拟过程,对锻造成形和生产起到了很好的指导作用。不仅降低了生产成本,而且还满足了技术要求,不用模具进行修形,提高了生产效率以及原材料利用率,增强了门框的变形抗力,能够批量的提供优质的门框产品。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020