















































软件

产品


摘 要:针对激光增材制造过程, 采用仿真的方式获取加工过程中各参量随时间变化的情况。建立了高斯热源的模型, 主要分析了激光扫描过程中材料的温度、不同方向的温度梯度、不同方向的变形量、正应力和屈服应力, 最后分析了冷却后的温度、变形和应力分布情况。结果表明:薄壁框由于各方向与空气接触面积大小不同, 冷却的温度梯度差别大;各方向刚度不同, 会导致变形量不同, 从而对应力的分布造成影响;激光对已成形部分的影响主要位于前几个扫描周期, 影响程度随熔池与该节点的距离增大而快速减小;最大单向变形约为2. 5 mm, 最大残余应力约为560 MPa。
关键词:增材制造;仿真;温度;应力分布;变形;
增材制造是当今制造领域的一个热点问题[1], 然而, 由于实际加工中工艺的限制, 在材料、几何形状、公差、残余应力及强度方面生产的制件并不总是可使用的。因此, 在实际加工前采用仿真的方式预演是非常必要的[2,3]。
作为新型制造方法的代表, 增材制造技术提供了生产复杂几何形状的能力, 例如内部特征, 这些内部特征难以通过其他任何工艺来创造;然而, 表面质量和精度严重阻碍了其进一步的发展, 调整参数过程耗时耗力[4]。Srikanth等[5]采用2D非线性有限元的方式对激光增材制造仿真的温度场进行了仿真, 随后又针对3D结构进行了相应的仿真, 分析了不同的激光功率和扫描速度对温度场及其温度梯度的影响[6]。Zhao等[7]通过ABAQUS仿真发现激光沉积区域能够限制基材的塑性变形和材料交界处的正应力。Zhou等[8]提出了一个完整的增材制造模型, 包含了模型设计、参数优化、轨迹规划和能量及材料消耗, 并且通过闭环反馈进行加工参数优化。增材制造常出现变形, 通过数学模型计算、调整参数, 并通过田口方法进行试验验证, 最终结果表明制件的长度、高度和层高对制件的变形有显著影响[9]。
在应力分布和变形仿真方面, Sonmez和Hahn[10]建立了一个热力学模型研究增材制造中每一层的温度和应力分布。为了研究偏移对最小变形的影响, Vatani等[11]采用经典分层理论对每层的力学性质、收缩情况和残余应力的变化进行建模。为了预测Ti-6Al-4V在电子束激光沉积过程中的热机械响应, Erik等[12,13]建立了三维热弹塑性有限元分析模型预测变形和残余应力。根据欧拉热计算方法, 高效的有限元模型也被用来分析温度场和应力场的分布[14]。Michael等[15]的研究集中在结合特定边界条件和温度的热力耦合模型, 以此确定增材制造过程中热对残余应力和变形的影响。
综上, 针对增材制造仿真变形情况及应力已有大量文献进行了研究, 但是基于整个过程中, 各节点随加工时间的推移, 其温度、温度梯度、变形量及应力分布却鲜有人进行分析。因此, 本文主要对增材制造过程量进行分析, 揭示在实际加工过程中难以观测到的微小差异变化, 对上述提到的参量进行分析研究。
1 增材制造仿真建模
增材制造仿真过程的程序流程如图1所示。

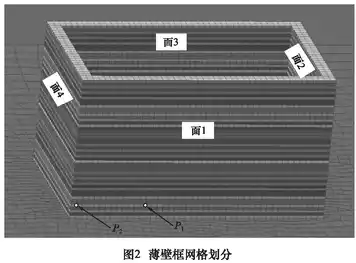
在仿真过程中, 需要建立对应的几何模型, 网格模型, 材料模型, 热源模型等。其三维模型可以在各种绘图软件中建立, 该仿真是一个四边形的薄壁框, 长50mm, 宽30 mm, 高40 mm, 薄壁厚度2 mm。然后将模型导入到HyperMesh中, 创建节点进行切片, 分割为一个个的实体文件, 再针对每一个实体进行网格划分。在该仿真计算中, 网格均为四边形网格, 一方面是为了进行网格的变形计算, 另一方面由于本模型结构简单, 四边形网格可有效的呈现仿真结果。最后将所有划分好网格的文件导入Simufact。网格划分模型如图2所示。
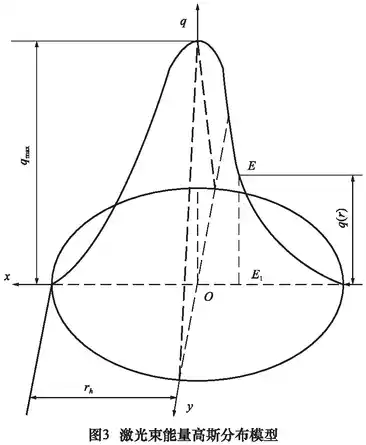
材料建模参考316L不锈钢的各属性, 高斯热源的能量分布如图3所示。其激光熔覆仿真时聚焦光斑内距离热源中心r处的热流密度为:

式中:rh是激光束在基材上形成加热光斑的半径。
模型建立之后, 规划激光热源的扫描轨迹, 设定需要重点分析的节点, 设置激光的扫描速度, 光斑大小、每扫描一周后的冷却时间, 最终经过仿真计算后输出各节点的结果。
2 结果与分析部分
2.1 温度随时间的变化分析
选取激光增材制造过程中的一个节点P1 (见图2) , 连续对仿真过程中的温度进行测量, 能够得到中心区域随加工时间变化的曲线, 如图4所示。

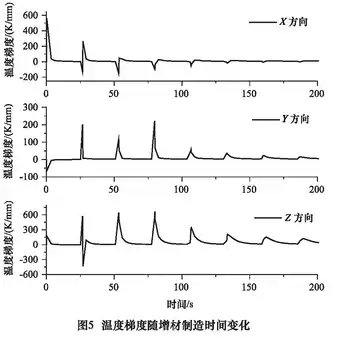
由于薄壁框各个方向的散热速度是不均匀的, 因此选取前面的温度测试点对X、Y、Z三个方向的温度梯度进行分析, 如图5所示。
由图5可以发现, 温度梯度的区别主要发生在前4个扫描周期。在激光扫描至该点的几秒钟内, 各个方向的温度梯度差别非常大。在该点所在平面的垂直方向, 即Y向, 温度梯度均是正的, 而平面所在X方向和薄壁高Z向的温度梯度则是有正有负。这也验证了, 结构不完全对称时, 各个方向的散热速度不同。
所以, 通过对温度梯度的分析, 可以在实际制件加工后, 对微观晶粒的排布方向进行对照分析。且根据文献[16]发现晶粒大致是沿着散热方向排列的。
2.2 制件的变形情况分析
激光增材制造的过程中, 变形的情况极易发生, 但是由于实际加工过程中激光的高温及强辐射, 难以对变形量进行实时的测量分析。这里, 我们选取了拐角处的一个节点P2 (见图2) , 连续记录了该点在整个增材制造过程仿真中的变形情况, 如图6所示。
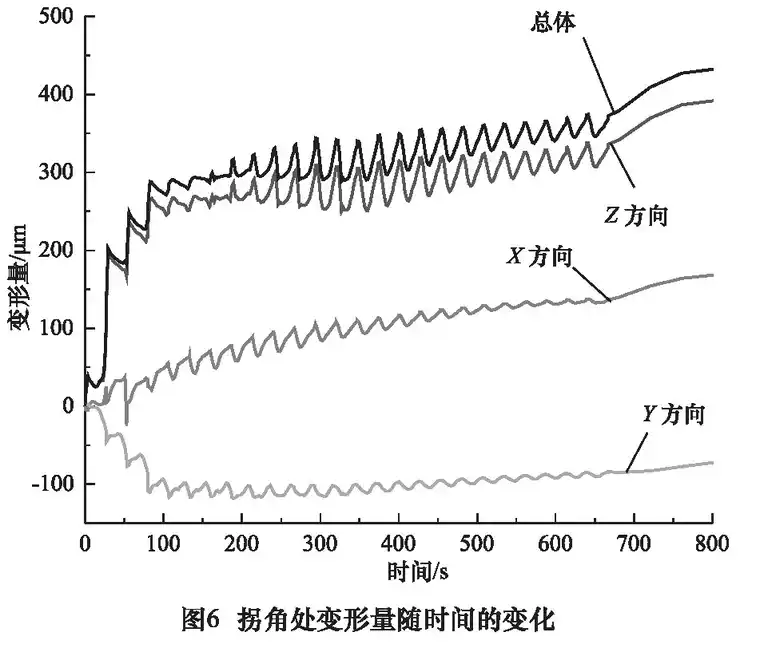
由图6可知, 该点在XYZ三个方向的变形量是不同的。明显可以看出, 在X方向和Y方向的变形量是接近于对称的, 这是因为薄壁框是矩形结构, 拐角处节点在X向和Y向的支撑刚度接近于相等。所以在激光扫描过程中, 变形量都迅速增大至约100μm。但是在激光增材制造扫描结束后, 冷却阶段, 由于两个方向微弱的刚度差, 还会导致变形量出现微小差异。而Z方向的变形量较大, 则是因为在高度方向没有过多的限制且刚度极小, 应力的存在会导致该点向Z方向发生变形, 所以Z向的变形量较大。总体变形指的是XYZ三个方向的代数和。综合分析后, 由于在X向和Y向的变形量大致相同, 方向相反, 最后出现总体变相量数值大小与Z方向的变形量较为接近。
2.3 应力应变情况分析
首先, 同样选择P2点分析在激光扫描过程中正应力的变化情况, 如图7所示。发现3个方向的应力随时间的变化基本相同, 在一开始出现了压应力, 随着激光扫描的周期性循环, 变为拉应力, 当激光扫描结束后冷却的过程中均转变为压应力。由于各方向刚度的不同, 压应力值大小也稍有不同。

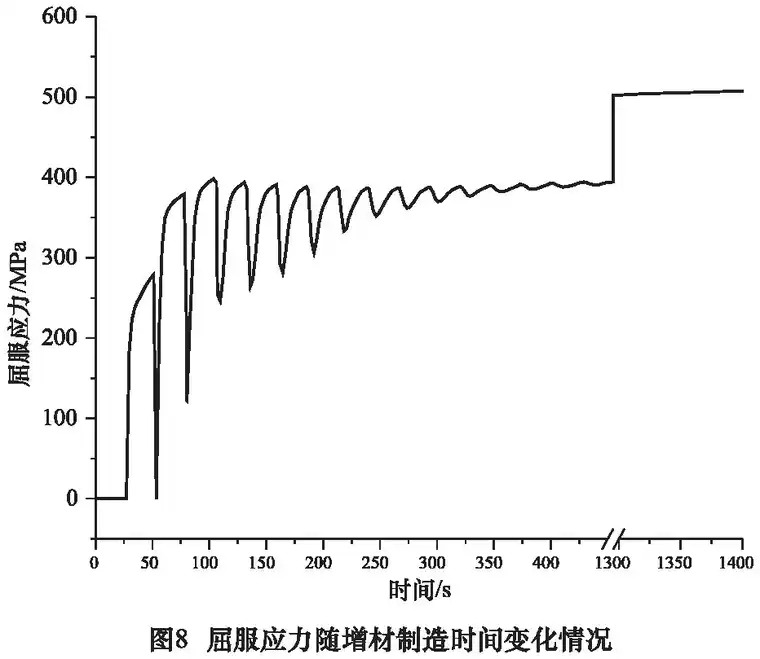
屈服应力的变化如图8所示。可以发现, 在前几个扫描周期内, 屈服应力的值呈周期性增大。当增大至约400 MPa时, 最大屈服应力不再随着激光扫描的进行而改变, 只有当激光扫描至该点正上方区域时, 应力值会因为温度的突然升高而出现短暂的减小, 然后快速回到约400 MPa。当加工过程结束后, 因为冷却过程的收缩现象会出现屈服应力的进一步增大, 最终达到约500 MPa。
与屈服应力变化相对应的是该处等效应变率的变化情况, 如图9所示。根据图8发现只有前3个扫描周期应力增大, 而等效应变率也只在约前100 s的扫描时间内有变化, 在第一个周期内约0.01, 第二个周期内增大至0.03, 经过第三周期达到0.04, 但是在后面的扫描过程中等效应变率几乎不变化, 几乎保持恒定。
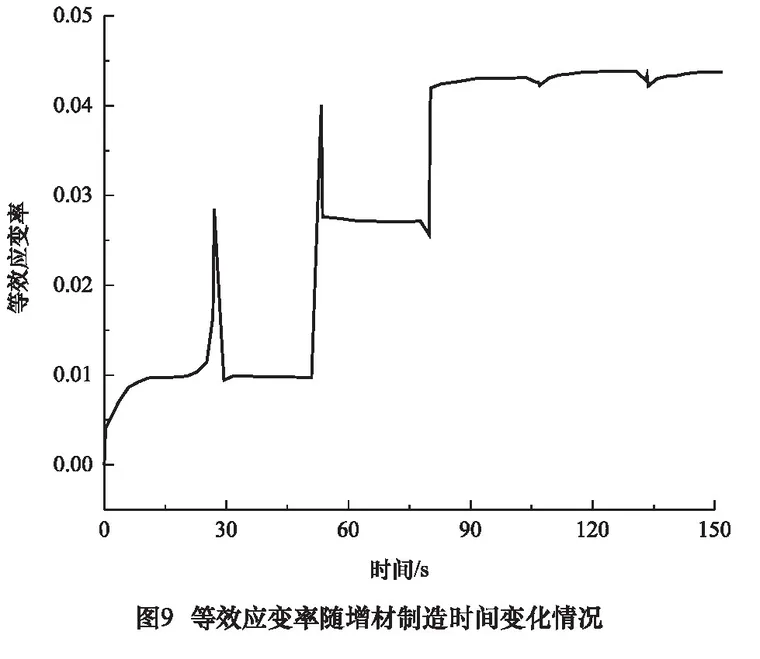
综上亦可以发现, 激光扫描过程中由于熔池深度有限, 并且根据每周期扫描Z轴抬升量的设定, 对某节点分析时, 主要针对前3~4个扫描周期, 后面的影响相对较小。
2.4 增材制造冷却后结果分析
图2中薄壁框的其中一面 (面1) 用来分析激光增材制造过程的变形量, 如图10所示。
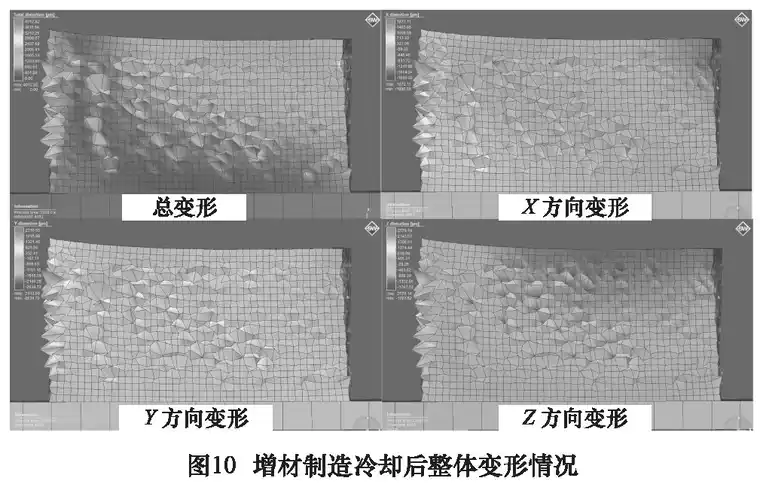
可以发现, Y向的变形较为均匀, 但是X向和Z向均是左侧的变形较大, 右上角变形量较小。这是因为当激光扫描周期结束后, 在左侧抬升一定高度, 然后开始进行下一个周期的扫描。在左侧会有大量的突刺, 在仿真计算过程中, 由于网格大小及数量限制, 不能无限细化, 因此出现突刺, 会对结果造成一定的干扰, 并且突刺的形成也与激光抬升的位置有关, 主要集中于此处。
冷却后的有效应力分布和屈服应力分布分别如图11和图12所示。
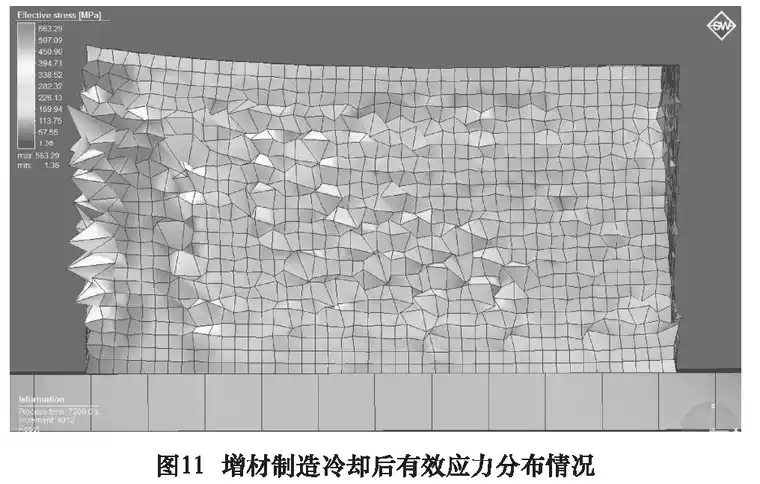
可以发现, 同样是激光抬升部位及其附近的有效应力值较大, 靠近基材部分的应力较大, 逐渐向右上角呈应力减小的趋势。最大应力值约为563 MPa, 薄壁框中间部分的应力值约为200~300 MPa。
可以发现, 同样是激光抬升部位及其附近的有效应力值较大, 靠近基材部分的应力较大, 逐渐向右上角呈应力减小的趋势。最大应力值约为563 MPa, 薄壁框中间部分的应力值约为200~300 MPa。

屈服应力的分布与有效应力不同, 主要集中在除了顶部数层之下的大部分区域, 且分散排布。该情况可能是因为靠近顶端, 与空气接触面积大, 刚度小, 冷却时散热快并且应力会随着变形的发生而减小。然而, 中部的应力却难以随着变形的发生而消散, 因此, 大量的屈服应力分散在该大片区域。且最大屈服应力约为561 MPa。
屈服应力的分布与有效应力不同, 主要集中在除了顶部数层之下的大部分区域, 且分散排布。该情况可能是因为靠近顶端, 与空气接触面积大, 刚度小, 冷却时散热快并且应力会随着变形的发生而减小。然而, 中部的应力却难以随着变形的发生而消散, 因此, 大量的屈服应力分散在该大片区域。且最大屈服应力约为561 MPa。
综合分析后, 发现制件冷却后有较大的应力存在, 这将极大地影响制件的使用寿命, 所以采取适当的方式来减小或消除应力是极为重要的。
3 结语
对激光增材制造的过程进行了仿真, 主要针对其中一个节点进行各参量随时间变化的分析。发现该过程中存在类似多次回火的加热情况, 各方向由于结构不同其温度梯度差异巨大。对称位置XY方向的变形较为一致, 但是各方向刚度不同最终会导致变形量分布不同。激光抬升处的各项性能均差于其他区域, 加工过程及冷却过程中的收缩现象会导致出现较大的有效应力和屈服应力。激光对已加工部分的影响主要位于前几个扫描周期, 影响程度随距离的增大迅速减小。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















