















































软件

产品


摘 要:
国际焊接学会(IIW)于 2016 年发布超声冲击改善焊接接头疲劳性能的推荐规范,该规范的制定主要基于轴向加载的小尺寸焊接接头的疲劳试验,没有充分考虑实际焊接结构中存在的高值焊接残余应力对疲劳延寿效果的影响。采用试验和有限元相结合的方法研究焊接残余应力对超声冲击处理焊接接头疲劳寿命的影响,结果表明,焊接残余拉应力的存在使超声冲击形成的有益残余压缩应力在疲劳服役过程中发生明显释放,进而降低超声冲击处理焊接接头的疲劳延寿效果;试件厚度方向的焊接残余应力平均值越大并且焊接残余应力在超声冲击形成的平衡拉应力区(表面向下 1.5~4 mm)的值越大,残余压缩应力越容易发生释放。研究充分证实焊接残余拉应力对超声冲击疲劳延寿效果产生不利影响,并揭示其影响因素,对超声冲击处理规范的制定和疲劳评估具有指导意义。
关键词:超声冲击;焊接接头;疲劳寿命;残余压缩应力;残余应力释放
0 前言
超声冲击法是目前国际上最新的焊接结构疲劳延寿技术之一,因具有效率高、成本低、操作简单等优点,其广泛应用于实际工程结构的前景十分广阔。超声冲击处理作用于焊趾,使焊趾区发生强烈的塑性变形,从而降低焊接接头的残余拉伸应力并在表层引入有益的残余压缩应力。
此外,塑性变形使焊缝与母材之间形成圆滑过渡从而降低应力集中系数,并使材料表层性能得到强化。国际焊接学会(IIW)于 2016 年发布了超声冲击改善焊接接头疲劳性能的推荐规范,其中包括了疲劳设计曲线,该规范的制定主要是基于轴向加载的小尺寸焊接接头的疲劳试验[1]。小尺寸焊接接头通常只保留焊缝的几何形状,在试件加工过程中焊接残余应力发生释放甚至完全消除。
而实际大尺寸复杂焊接结构中存在接近屈服强度的高值焊接残余拉应力,超声冲击虽然可以消除焊趾区域表层的残余拉应力,并引入残余压缩应力,但表面以下的焊接残余应力仍然存在,其对疲劳强度的影响并没有被充分考虑。
焊趾区域表层的残余压缩应力对疲劳强度的提高起到主要作用[2-4]。疲劳服役过程中残余压缩应力的稳定性是影响疲劳寿命的一个重要因素,许多学者针对该问题开展了相关研究。GHAHREMANI等[5]研究发现在变幅值载荷作用下针式冲击处理引入的残余压缩应力在过载拉伸和压缩应力区均发生释放。MIKKOLA 等[6]采用有限元法研究了应力比和峰值载荷对超声冲击处理非承载十字焊接接头残余压缩应力稳定性的影响,发现在应力比为 0.5 和过载压缩应力为 0.6 倍的屈服强度时,残余压缩应力全部释放。
RUIZ 等[7]采用有限元法研究超声冲击处理非承载纵向角接接头在过载压缩应力和轴向常幅值疲劳载荷共同作用下的残余应力稳定性,结果表明纵向应力和横向应力发生约 49%和 67%的释放。LEITNER 等[8]研究了常幅循环载荷对超声冲击产生的残余压缩应力稳定性的影响,残余应力测试结果表明在接近于传统疲劳极限的小应力范围下残余压缩应力仍然发生了明显的释放。MCCLUNG[9]总结大量文献,研究材料表层和近表层残余应力在疲劳过程中的稳定性,发现残余应力的重新分布主要受静态弹塑性力学行为影响,应力释放主要发生在第一个循环周期内或者过载情况下。
虽然相关研究证实超声冲击在焊接结构中引入的压缩应力即使在常幅循环载荷作用下也可以发生明显的释放,但是并没有明确研究焊接残余应力对残余压缩应力稳定性及疲劳延寿效果的影响。
王东坡等[10]采用非承载纵向角接接头进行了 Q235B 钢原始焊态、超声冲击态、400 ℃消应力热处理后再超声冲击处理试件的对比疲劳试验,得出结论:焊接残余应力对超声冲击处理焊接接头的疲劳性能影响较小。该研究中作者没有测试各种状态下残余应力的大小,焊态残余应力是否足够大以及 400 ℃热处理能多大程度消除焊接残余应力等问题都直接影响结论的适用性。
本文旨在研究焊接残余应力对超声冲击处理焊接接头疲劳寿命的影响。以平板对接接头和非承载十字接头为研究对象,首先针对焊态、直接超声冲击处理以及消除焊接残余应力后再进行超声冲击处理的试件开展疲劳试验,并对疲劳加载前后的试件进行残余应力测试。随后,基于 ABAQUS 软件对包含焊接、超声冲击以及疲劳加载的全过程进行有限元模拟,获得残余应力的演变规律,揭示残余压缩应力的释放机理及其影响因素。
1 试验方法
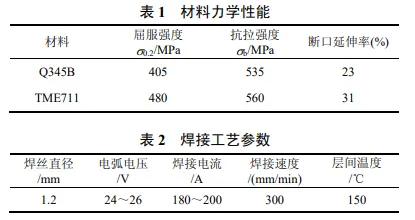
焊接母材选用 Q345B 钢,焊焊接接头包括对接接头和非承载十字接头两种形式,焊接方法选用药芯焊丝 CO2气体保护焊,焊丝为 TME711,焊丝直径为 1.2 mm。母材及焊丝的力学性能如表 1 所示。
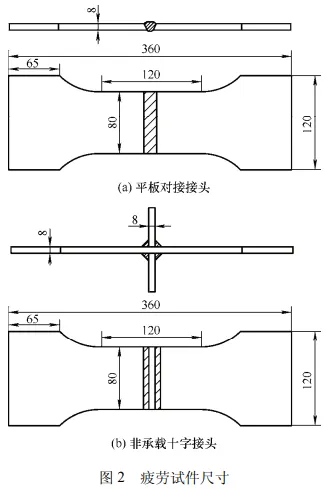
对于平板对接接头,将试板加工出 22.5°的单边 V型坡口,坡口间隙为 7 mm,采用陶瓷衬垫单面焊双面成型工艺,包括打底焊、填充焊和盖面焊三层单道焊缝。非承载十字接头采用对称焊接,角焊缝为单道焊缝。两种接头的焊接工艺参数见表 2。
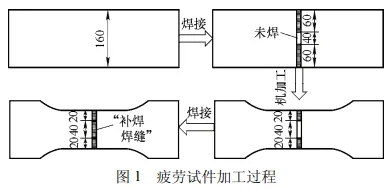
受疲劳试验机承载能力的限制,需要对疲劳试件进行特殊设计,使得相对较小尺寸的试件产生较大的焊接残余应力。
补焊焊缝通常是在高拘束状态下进行焊接,补焊后横向残余拉应力明显增加,从补焊焊缝末端开始,残余拉应力迅速转变为压缩应力[11-12]。受此启发,本试验对接接头和非承载十字接头疲劳试件的焊接模拟补焊焊缝的形成过程,以平板对接为例,具体的焊接和加工过程如图 1 所示。疲劳试件尺寸如图 2 所示。
采用过载拉伸法消除焊接残余应力,具体做法为将焊态试件装夹在万能试验机上,以 1 mm/min的速度进行拉伸加载,出现明显的屈服现象即停止加载,随后卸载。
超声冲击处理参数为频率,17.9 kHz;振幅,30 μm;冲击速度,40 mm/min;单根冲击针,直径为 3 mm。冲击处理后,用 10 倍放大镜检查冲击处理过的焊趾,以确保原有焊趾全部被处理到并形成光滑连续且具有金属光泽的凹槽。
高周疲劳试验在 GPS300 型疲劳试验机上进行,载荷类型为轴向拉伸,应力比 R=0.1。每种接头形式的疲劳试验包含三组试件:焊态、直接超声冲击处理、过载消除焊接残余应力后再进行超声冲击处理。当试件的循环次数达到 107 次,即停止试验,认为试样达到疲劳极限,不再发生断裂。疲劳试验后观察断口,确定疲劳裂纹源。
采用便携式 PROTO-IXRD-MG40 型残余应力测试仪测试横向残余应力分布,所采用的靶材是Cr_K-Alpha,衍射面为(211)晶面,布拉格角为156.41°,光斑直径为 1 mm。残余应力测试点距离焊趾 2 mm,沿焊缝长度方向排布。测试前对待测位置附近进行电解抛光处理。本次试验共测试 6组试件的残余应力,包括:焊态、过载拉伸消应力处理态、直接超声冲击处理、过载消应力后超声冲击处理、直接超声冲击处理后经过 255 MPa加载(相当于动载范围为 230 MPa 时的最大应力值 ) 、过载消应力后超声冲击处理试件经过255 MPa 加载。
2 试验结果与分析
2.1 疲劳试验结果
平板对接接头和非承载十字接头的疲劳试验结果如图 3 所示。对于焊态接头,疲劳裂纹均从焊趾起裂,十字接头的疲劳强度略低于对接接头,这是由于其应力集中系数相对较大。超声冲击处理焊接接头的疲劳裂纹起裂位置也多为焊趾,仅有一个对接接头试件在低应力范围从母材起裂。随着应力范围变大,超声冲击处理焊接接头疲劳寿命的改善程度降低。在高应力区,超声冲击处理十字接头所获得的疲劳寿命增加量明显高于对接接头。

对于消应力后再进行超声冲击处理的焊接接头,疲劳起裂位置由焊趾转移到母材或者十字接头的焊根,这表明超声冲击处理后的焊趾具有比母材或焊根更优异的抗疲劳性能。从图 3 可以看到,在高应力区,消应力后超声冲击处理试件的疲劳寿命显著高于直接超声冲击处理试件。
2.2 残余应力测试结果
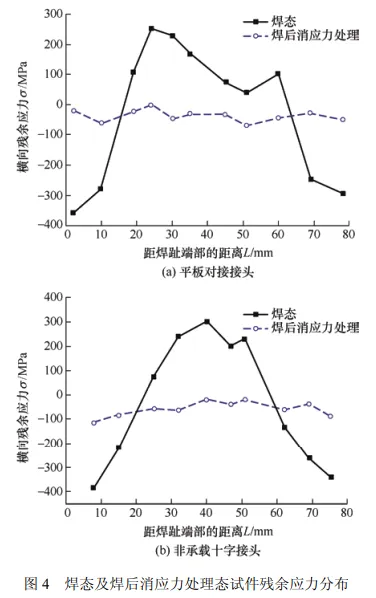
平板对接接头和非承载十字接头焊态及消应力处理后试件沿焊趾长度方向的横向残余应力测试结果如图 4 所示。从图中可以看到,焊态试件在中间段 20~60 mm 位置为拉应力,从中间到试件两端拉应力迅速转变为压应力,端部压应力最大值接近屈服强度,十字接头在中间段的拉应力值高于对接接头。过载拉伸消应力处理后焊接残余应力沿焊缝长度方向转变为应力值小于 100 MPa 的残余压缩应力,可以认为残余拉应力被全部消除。
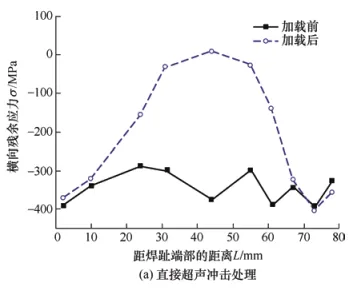
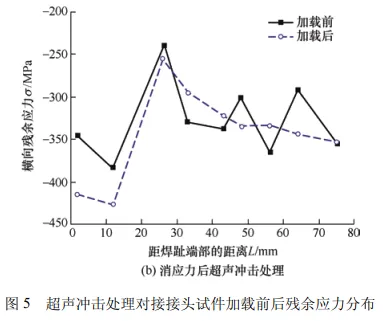
对接接头超声冲击处理试件加载前后的残余应力分布如图 5 所示。从图中可以看到,超声冲击处理后试件沿焊缝长度方向均为压缩应力,压应力值在 300~400 MPa,最大值达到了材料的屈服强度。
经过 255 MPa 加载后,试件中间段的压缩应力值减小,尤其是 30~55 mm 范围内的残余应力接近 0,试件两端大约 10 mm 范围内的压缩应力值略有减小。消应力后再进行超声冲击处理的试件,经过 255 MPa 加载后,沿焊缝长度方向残余应力变化很小,仍保持高值残余压应力。
十字接头超声冲击处理试件加载前后的残余应力分布如图 6 所示,其应力变化规律与对接接头相似。对于直接超声冲击处理的情况,加载后十字接头试件在中间段的残余压缩应力值减小到 150 MPa左右,其应力释放程度明显小于对接接头。

2.3 疲劳断裂位置
平板对接接头和非承载十字接头的疲劳断裂位置分别如图 7 和图 8 所示。焊态试件和高应力区的直接超声冲击处理试件均从焊趾起裂,起裂位置位于试件中部,且存在多个裂纹源。消应力后超声冲击处理试件的疲劳起裂位置由焊趾转移到母材,对于十字接头,也有部分试件在焊根失效。

2.4 试验结果分析
对于平板对接接头和非承载十字接头,相比焊态试件,直接超声冲击处理试件的疲劳寿命显著提高,但在高应力区的提高程度明显小于低应力区。而消应力后再实施超声冲击处理可以大幅提高试件在高应力区的疲劳寿命。分析疲劳试件断裂位置可以得到,消应力后再实施超声冲击处理,焊趾处的疲劳性能得到明显改善,疲劳薄弱位置从焊趾转移到了母材或者焊根,通过处理焊趾改善疲劳性能的目标已完全达到。
焊态试件及直接超声冲击处理试件的残余应力测试结果表明:在外力作用下,试件中部的应力值大于两端,因此裂纹优先从中部起裂。消应力后超声冲击处理试件的残余压缩应力在加载前后变化不大,焊趾区存在接近屈服强度的残余压缩应力,残余压应力与外力叠加使得焊趾区的应力值小于母材,因此试件的断裂位置由焊趾转移到母材或焊根。
综上所述,焊接残余拉应力的存在使疲劳加载后超声冲击产生的残余压缩应力发生明显释放,降低超声冲击改善疲劳强度的效果。焊接残余拉应力对疲劳性能的不利影响在高应力区尤为明显。焊后先进行消应力处理再实施超声冲击处理,可以使残余压缩应力在疲劳加载过程中保持稳定,从而提高试件在高应力区的疲劳寿命。相较于十字接头,在相同外载作用下,对接接头的残余压缩应力更容易发生释放,这决定了在高应力区对接接头的疲劳寿命提高量低于十字接头。
实际工程中焊接结构的尺寸远大于本文中的试验件尺寸,且构件往往在复杂拘束状态下进行焊接,因此实际结构中存在接近或达到屈服强度的高值焊接残余应力。根据本文的研究结果可以推断,在轴向疲劳载荷作用下,实际结构中的高值焊接残余应力将对超声冲击处理的疲劳延寿效果产生更为显著的影响。
3 有限元模拟
试验结果充分证实焊接残余拉应力的存在使超声冲击产生的残余压缩应力在疲劳加载后发生明显释放,降低了超声冲击改善疲劳强度的效果,但关于超声冲击形成的残余应力场在疲劳服役中的演变规律及残余压应力释放机理尚不明确。该部分采用有限元法,模拟平板对接接头和非承载十字接头的焊接、超声冲击处理及加载的全过程,分析超声冲击处理产生的残余压缩应力场的演变规律。
3.1 模拟过程
基于 ABAQUS 有限元软件,首先采用间接耦合法模拟焊接过程,再将焊接残余应力作为初始条件导入模型进行超声冲击过程的显式动力学分析,最后从超声冲击模拟计算得到的结果文件中导出变形后的网格作为疲劳加载过程的有限元模型,便于充分考虑焊趾几何形状改变所引起的应力集中系数变化,再将超声冲击应力场导入并施加外载。
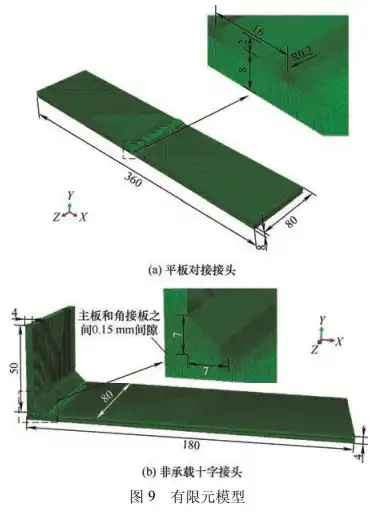
平板对接接头几何模型不考虑疲劳试验件的变截面设计,其他尺寸与试验件相同。十字接头主板与平板对接接头具有相同的有限元模型,角接板按照试验件尺寸进行有限元建模。焊道的几何尺寸根据焊接试验件的焊缝截面形貌确定,对接接头包括打底焊、填充焊和盖面焊三层单道焊缝,忽略打底焊的余高,十字接头为单道角焊缝。十字接头建立四分之一模型。由于焊接时主板和角接板是分离的,建立模型时主板和角接板之间留有 0.15 mm 间隙。由于超声冲击在材料近表层形成的残余压应力梯度大,在焊趾区附近采用较密的网格划分,单元尺寸约为 0.1 mm,随着远离焊趾区,网格尺寸逐渐增大到 2 mm 左右。有限元模型如图 9 所示。
焊接过程模拟采用与 Q345B 同强度级别的S355JR 钢随温度变化的材料热物理性能参数和力学性能参数[13]。超声冲击处理过程选用适用于高应变速率的 Johnson-Cook 本构模型,材料参数选择强度级别相当的 AISI1006 钢[14],其屈服强度低于本文Q345B 的实测值。Johnson-Cook 模型的表达式如式(1)所示,各参数取值如表 3 所示[14]。超声冲击处理后的加载和卸载过程采用Johnson-Cook模型中应变强化部分作为材料参数。
式中,A 为静屈服强度,B、C、n、m 为材料常数,ε 为等效塑性应变,ε 为塑性应变率, 0 ε 为参考应变率,Tm 为材料的熔化温度,Tr 为参考温度。

实际的超声冲击过程是冲击针以高频率连续不断地冲击试件表面,同时保持向前移动。由于计算量巨大,模拟完整的冲击过程是难以实现的,因此对超声冲击过程进行简化。本文计算中沿焊趾建立一排半球形冲击针,并将其设置为解析刚体,冲击针轴线与焊趾夹角平分线重合。冲击针间隔为0.4 mm,相邻冲击针在高度方向的距离需要保证两次连续冲击相隔时间大于每次冲击过程中冲击针与试件之间的接触时间,该间隔时间设定为 40 μs。冲击针与试件表面建立接触关系。为了实现冲击针高速撞击试件表面,对冲击针施加初始速度,使冲击针获得动能,速度方向与焊趾夹角平分线重合,速度值根据式(2)进行计算[15],其中 A 为振幅,f 为超声振动频率。根据前文试验参数计算,冲击针速度为 3.37 m/s。

冲击过程边界条件设定为将平板底面三个方向位移自由度进行约束,对称面施加对称约束,对冲击针参考点的全部转动自由度进行约束。计算中冲击针的位置移动、接触对建立、初速度设定、边界条件设定等过程通过 Python 语言编程实现。
3.2 模拟结果
有限元模拟超声冲击处理过程获得的残余应力结果显示,靠近表面的地方,残余压缩应力值较小,这与实际测量的应力值不相符。FOEHRENBACH等[16]比较模拟获得的应力与中子衍射方法测量的残余应力,发现模拟得到的表面残余应力值远小于试验测量的应力值,表面甚至会出现拉伸应力。他们认为较小的表面残余压应力值与应变硬化效应有关,接近实际冲击过程的多次冲击模拟可以使表面压缩应力增加。因此,为了排除表面较小残余压应力值对分析应力演变规律的影响,本文提取表面向下四个单元即距离表面 0.384 mm 位置沿焊趾长度方向的应力分布进行分析。
平板对接接头沿焊趾长度方向的应力演变规律如图 10 所示。从图中可以看到,残余应力沿长度方向呈小幅度波动状态,这是由于冲击针以一定间隔排列而非以连续路径冲击试件表面。对于不含焊接残余应力的情况,经过 255 MPa 加载后,焊趾部位的残余压缩应力几乎没有发生释放,仍保持340 MPa 的高压应力值。
对于含焊接残余应力的情况,焊态应力分布为试件中间为拉应力而端部存在压应力,与试验结果吻合。经过超声冲击处理后,试件中部的拉应力转变为压应力,而端部仍为高值压应力,且压应力值略有增大。但是试件中部压缩应力的大小与初始的焊接残余应力状态有关,初始拉应力越大的位置,超声冲击形成的残余压缩应力越小,这与试验结果不一致。
分析原因,本文模拟基于计算规模及效率的考虑,将超声冲击过程简化为多根冲击针的单次冲击过程,忽略了实际过程中多次冲击引起的材料力学行为变化。经过 255 MPa加载后,超声冲击形成的残余压缩应力发生了明显的释放,在焊缝中间位置,残余压应力值接近 0,在距离端部 25 mm 处,残余压应力值减小到100 MPa 左右,残余应力变化规律与试验结果相近。

为了了解应力在试件厚度方向的分布,并据此分析超声冲击所形成的残余压缩应力的释放机理,在焊接残余拉应力峰值区即距离端部43 mm位置的截面上,沿焊趾部位建立沿厚度方向的路径,提取横向应力分布。
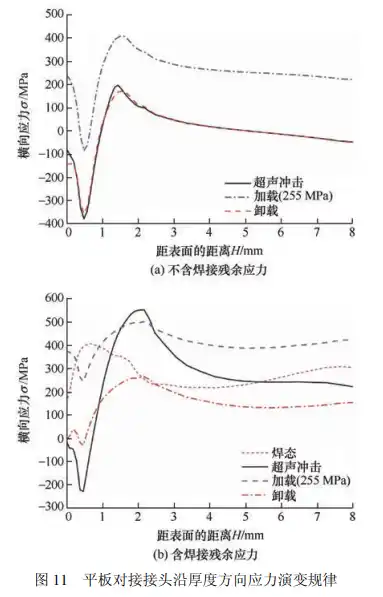
平板对接接头沿深度方向的应力分布如图 11 所示。对于不含焊接残余应力试件,超声冲击处理形成的残余压应力层深度约 1.3 mm,最大残余压应力在表面向下 0.7 mm 位置,其值达到335 MPa。
在距离表面 1.3~2.2 mm 范围内,拉应力由 0 开始逐渐增加,在 2.2 mm 处达到 235 MPa 的峰值。当施加 255 MPa 外力时,在 1.7~3.2 mm 范围内,应力值在 350~420 MPa,超过了材料的屈服强度。卸载后,残余应力在表面、近表面压应力峰值和内部拉应力峰值处发生了局部小幅度的重新分布,仍在厚度方向保持平衡。
由图 11b 可以看到,焊接残余应力在试件厚度方向均为拉伸应力,上下表面附近区域的拉应力值较大,试件中间部分的拉应力相对较小,但最小应力不低于 230 MPa。超声冲击处理后,试件近表面的拉应力转变为压应力,最小压应力位于表面向下 0.62 mm 位置,压应力层深度为 1 mm。
当施加 255 MPa 外力时,除了距离表面向下 1 mm 范围外,其他区域的应力值均超过了材料的屈服强度。卸载后,试件近表面 1 mm 范围内的残余压应力被完全释放,并转变为小于 100 MPa 的拉伸应力。在距离表面 1.3~8 mm 范围内,拉伸应力明显低于超声冲击态应力值,说明超声冲击形成的平衡拉应力发生了释放。在表面向下 4~8 mm 范围内,拉伸应力与焊接残余应力值相比减小了 50~200 MPa,表明焊接残余拉应力也发生了较大程度的释放。
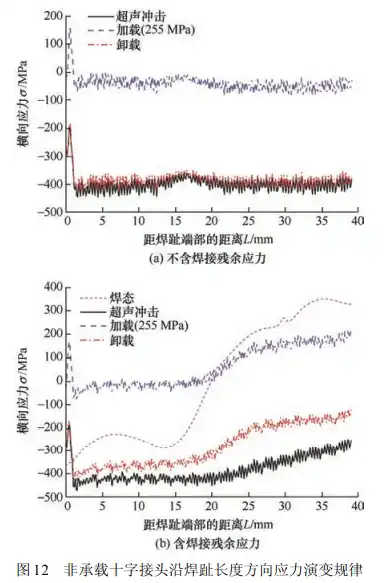
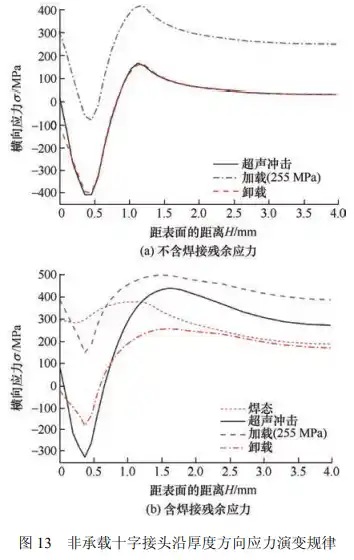
非承载十字接头沿焊趾长度方向和厚度方向的残余应力分布分别如图 12 和图 13 所示。由图中可以看到,十字接头的应力演变规律与对接接头相似,不同之处在于含焊接残余应力情况下,经过 255MPa 加载后,超声冲击处理引入的残余压缩应力释放量明显小于对接接头,并且焊接残余拉应力没有发生释放。
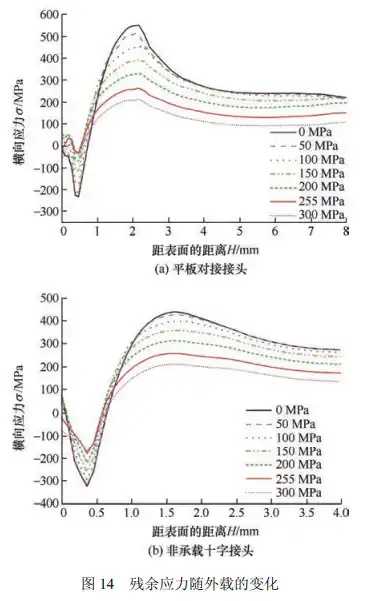
当施加不同大小外载后焊趾部位沿厚度方向的应力分布如图 14 所示。随着外加应力水平的增加,残余应力的释放量逐渐变大,当外载超过 255 MPa后,残余压缩应力峰值变化很小,表面以下的拉应力值减小而表面残余压应力的值略有增加。
3.3 结果分析
超声冲击形成的残余应力场从表面向下呈现压拉-压分布,在厚度方向实现自平衡,超声冲击形成的平衡拉应力区位于表面向下 1.5~4 mm 位置。在焊接残余应力存在的情况下(图 11b 和图 13b),虽然试件表面的焊接残余拉应力转变为残余压缩应 力,但是在疲劳加载过程中,在表面以下区域,外加拉应力、焊接残余拉应力与超声冲击形成的平衡拉应力叠加,应力之和超过材料的屈服强度,试件厚度方向发生大范围屈服,残余应力重新分布。
相比在厚度方向实现平衡的超声冲击应力场,焊接残余应力场形成原因复杂,在焊件上更大范围内实现自平衡[17]。因此在残余应力重新分布过程中,超声冲击所形成的拉应力首先被释放,导致与之平衡的近表面残余压应力也发生释放。当超声冲击形成的应力完全释放后,焊接残余应力也发生一定程度的释放。
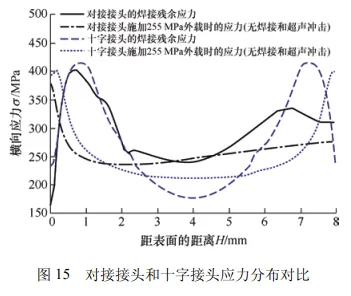
为了分析对接接头和十字接头残余压缩应力释放量不同的原因,提取两种接头在相同外载作用下沿深度方向的应力分布,用以分析接头几何形状对应力分布的影响,同时提取焊接残余应力沿深度方向的分布,如图 15 所示。
从图中可以看到,当施加255 MPa 外力时,十字接头由于结构性应力集中更大,在表面 1.5 mm 范围内的应力大于平板对接接头,而在距表面距离大于 1.5 mm 范围内,十字接头的应力小于平板对接接头。再比较焊接残余应力分布,在距表面 2.2 mm 范围内,两种接头形式均含有高值焊接残余拉应力,且应力分布接近;
从距表面2.2 mm 位置向下,对接接头仍保持高值残余拉应力,而十字接头的残余拉应力值迅速减小。分析两种接头焊接残余应力分布不同的原因:对接接头的中间焊缝在高拘束状态下焊接,在沿厚度方向进行焊缝填充的过程中,材料在焊接冷却过程中产生与母材金属不一致的塑性变形,因此试件厚度方向均产生高值残余拉应力,且盖面焊缝由于最后进行焊接,其拘束度更大,残余拉应力值更大。对于十字接头的角焊缝焊接,焊接热源只在试件表面区域加热,因此高值焊接残余拉应力主要集中在近表面受热区域,随着远离表面,焊接残余拉应力值迅速减小。
在外载和焊接残余应力的共同影响下,焊接残余应力、超声冲击形成的平衡拉应力与外加应力叠加之后,平板对接接头的拉应力值更大,材料的屈服程度及屈服范围更大,因此超声冲击形成的平衡拉应力在对接接头上释放的更多,相应的近表面的压缩应力也就释放的更多。事实上,对接接头的平衡拉应力被全部释放之后,焊接残余拉应力也发生了较大程度的释放。
由以上分析可以得到,不同形式焊接接头的几何形状引起的外力及焊接残余应力分布决定了超声冲击形成的残余压缩应力在疲劳加载过程中的稳定性。十字接头的残余压缩应力释放量小于对接接头,这与试验结果吻合,也是十字接头疲劳强度提高量大于对接接头的主要原因。超声冲击形成的残余压缩应力稳定性主要取决于焊接残余应力在厚度方向的分布,试件厚度方向的焊接残余应力平均值越大并且焊接残余应力在超声冲击形成的平衡拉应力区的值越大,残余压应力越容易发生释放。
4 结论
1) 直接实施超声冲击处理可以提高焊接接头的疲劳寿命,随着应力范围增大,疲劳寿命的提高量减小;消除焊接残余应力后再实施超声冲击处理可以大幅提高试件在高应力区的疲劳寿命,并且疲劳失效位置由焊趾转移到母材或焊根。
2) 残余应力测试结果表明,超声冲击处理将焊趾区近表面的残余拉应力转变为接近屈服强度的残余压应力。直接实施超声冲击处理的试件在加载后发生了显著的残余压应力释放,试件中间段的压应力值接近 0;消应力后再进行超声冲击处理的试件在加载后残余应力分布几乎不变,近表面仍保持高值残余压应力。
3) 超声冲击处理非承载十字接头形成的残余压应力在疲劳加载过程中的释放量小于平板对接接头,其在高应力区的疲劳寿命提高量也明显高于对接接头。
4) 超声冲击形成的残余压应力的释放情况主要取决于焊接残余应力在厚度方向的分布,试件厚度方向的焊接残余应力平均值越大并且焊接残余应力在超声冲击形成的平衡拉应力区(表面向下 1.5~4 mm)的值越大,残余压缩应力越容易发生释放。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















