















































软件

产品


Moldflow在双林模具设计优化中的应用案例分享
宁波双林模具有限公司 石泽铭 MOLDFLOW工程师
一、宁波双林模具有限公司简介
宁波双林模具有限公司是双林集团旗下的一家分子公司,公司创建于1987年,占地面积7200㎡,总投资2.3亿,年产模具加工能力1000余套,是一家专业从事汽车配件企业,主要产品有仪表板、空调壳体、保险杠、门板、发动机周边件、安全气囊、空调系统、水室、气室、油桶、法兰,以及电动工具和家电产品等。
“模具是工业之母,模流是模具之髓”。模流不是模具的万能药,但应用Moldflow再结合经验让前期方案更明确,中期制作模具更省心,后期试修模更透彻,让模流成为模具的良药使其药到病除,成为我们的好帮手。
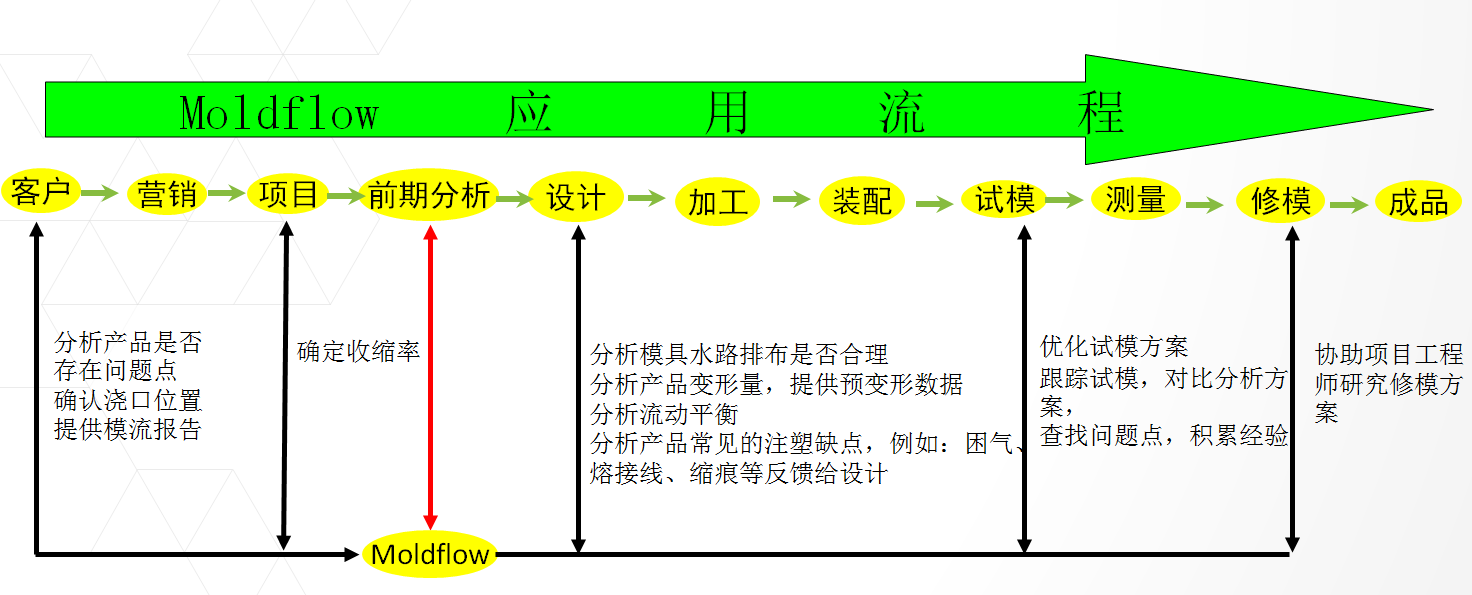
二、Moldflow在本公司的应用流程
三、MOLDFLOW成功案例分享一解决产品变形问题
项目背景:五菱N400项目的仪表台

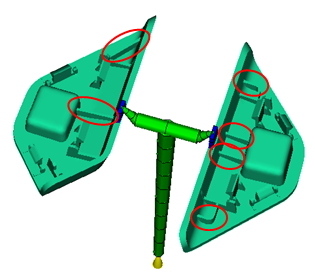
问题:装配后不平整且间隙大存在变形
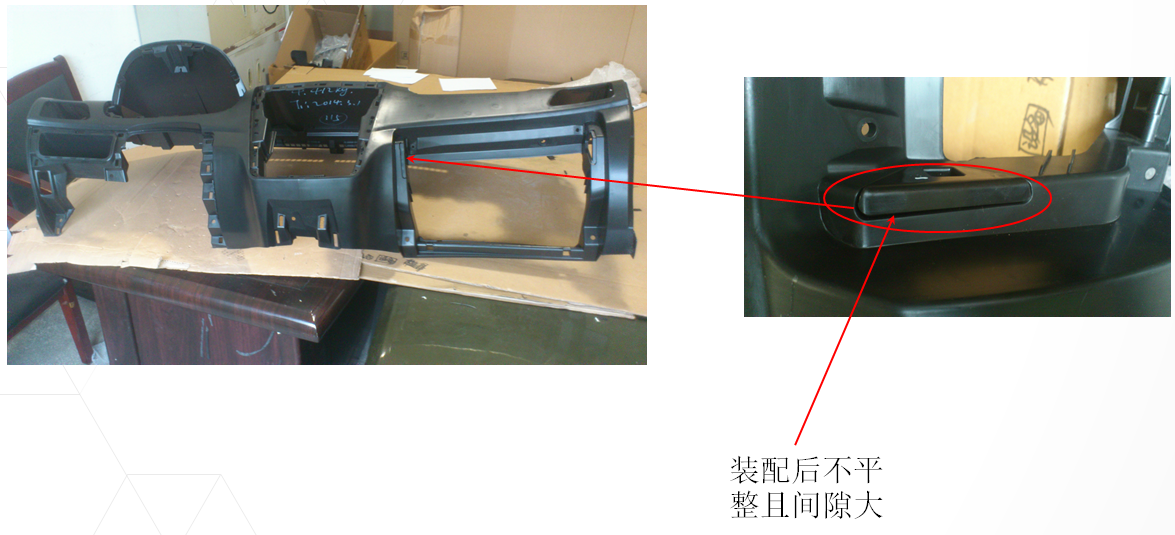
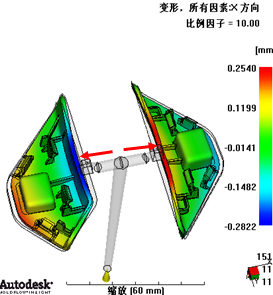
原始设计方案:

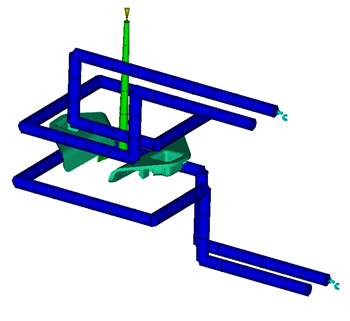
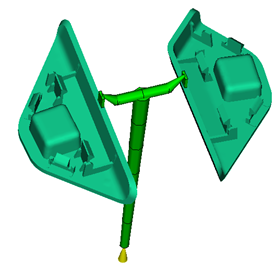

材料为POM M90-44
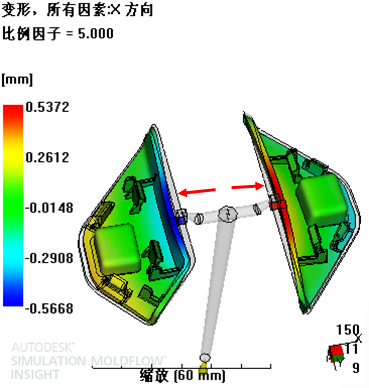
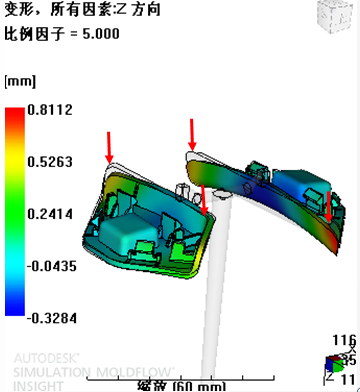
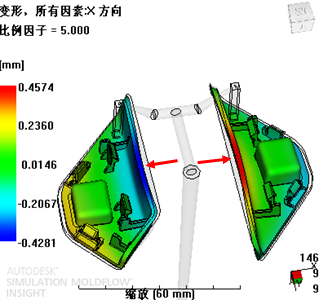
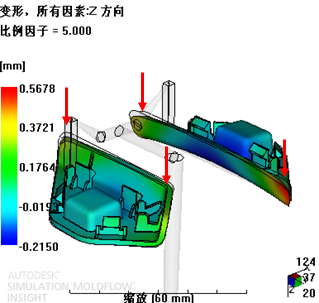
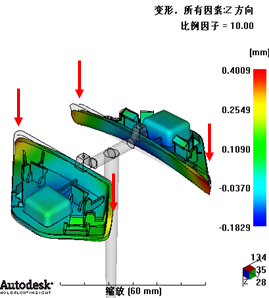
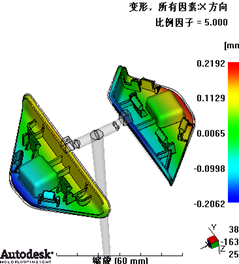
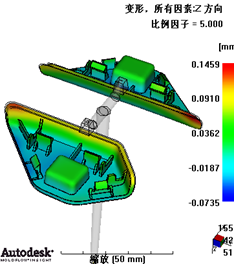
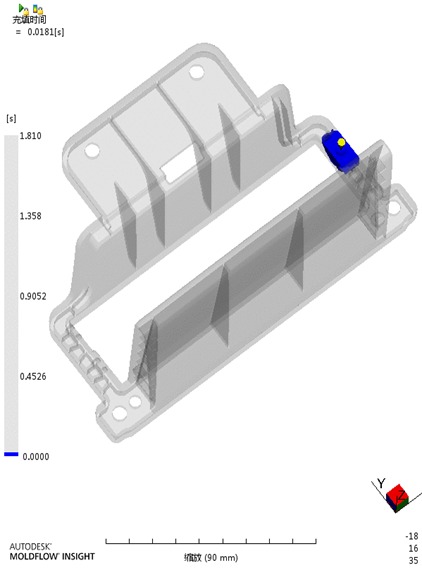
原方案试模后的产品X轴和Z轴方向存在变形,后期模流验证与实际一致
改模方案一:
没有通过模流改模:

浇口更改后依然存在变形,后期模流验证与实际一致
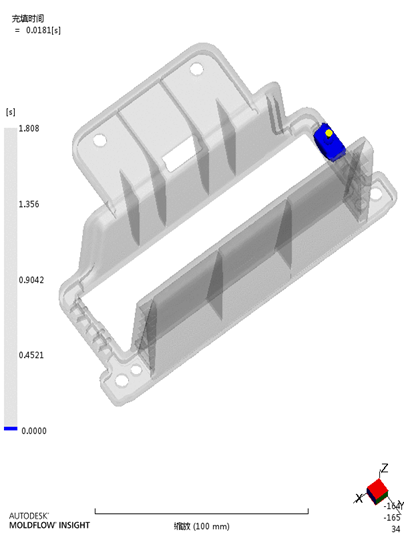
改模方案二:
没有通过模流改模:


加筋后的产品X轴方向变形量有改善但未能彻底解决,Z轴方向依然存在变形,后期模流验证与实际一致
以上两种方案是没有使用Moldflow分析进行修模,未能彻底解决产品变形问题。以下方案是通过Moldflow分析查找产品变形的问题,彻底改善产品的变形量
改模方案三:
通过模流改模:
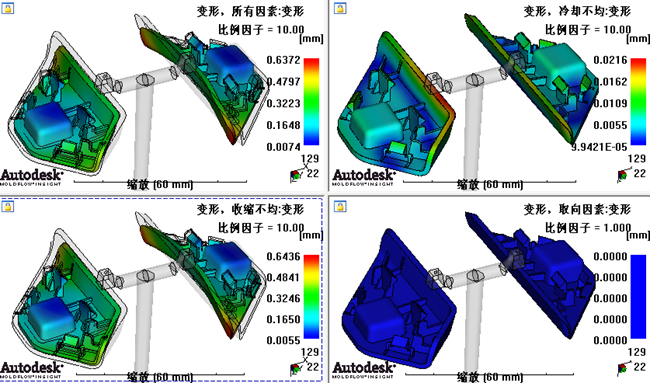
原因分析:经分析对比变形量是由收缩不均引起
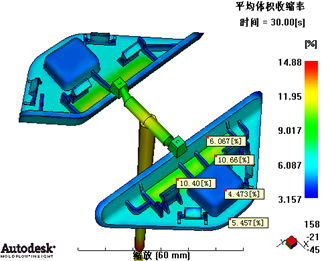
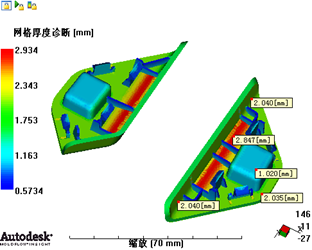
查看壁厚发现,产品中间区域的壁厚比其他区域要厚,导致中间区域的体积收缩比其他区域要大,最终引起产品变形。
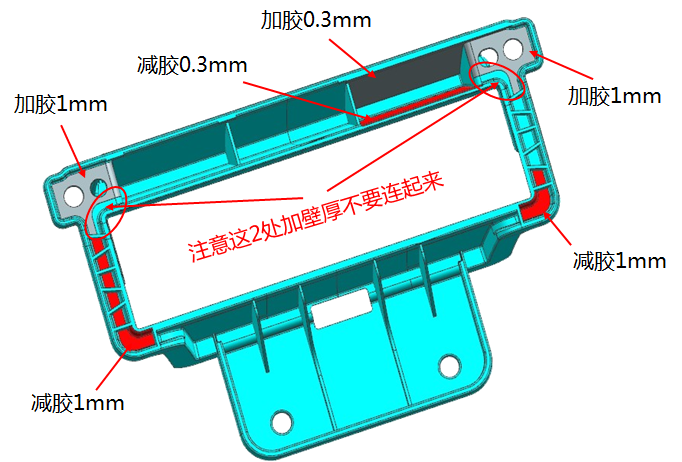
改善方法:
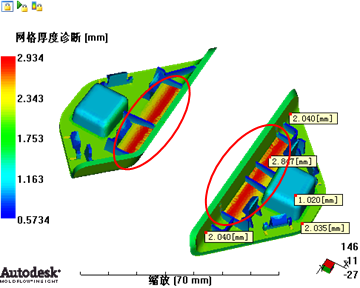
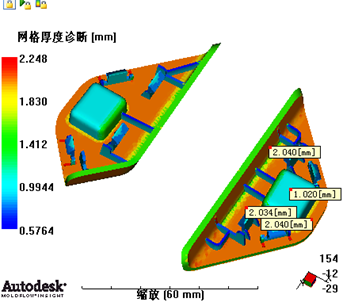
分析验证此方案可行

壁厚减薄后,实际试模产品的变形得到了彻底改善。
实际改善效果对比图:

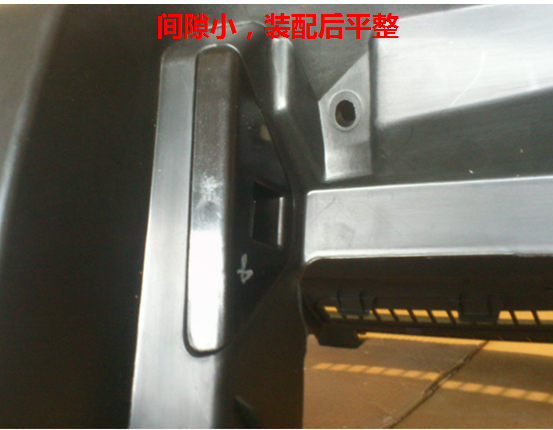
改善前 改善后
四、MOLDFLOW成功案例分享二
项目背景:吉利汽车FE-7S项目中面罩
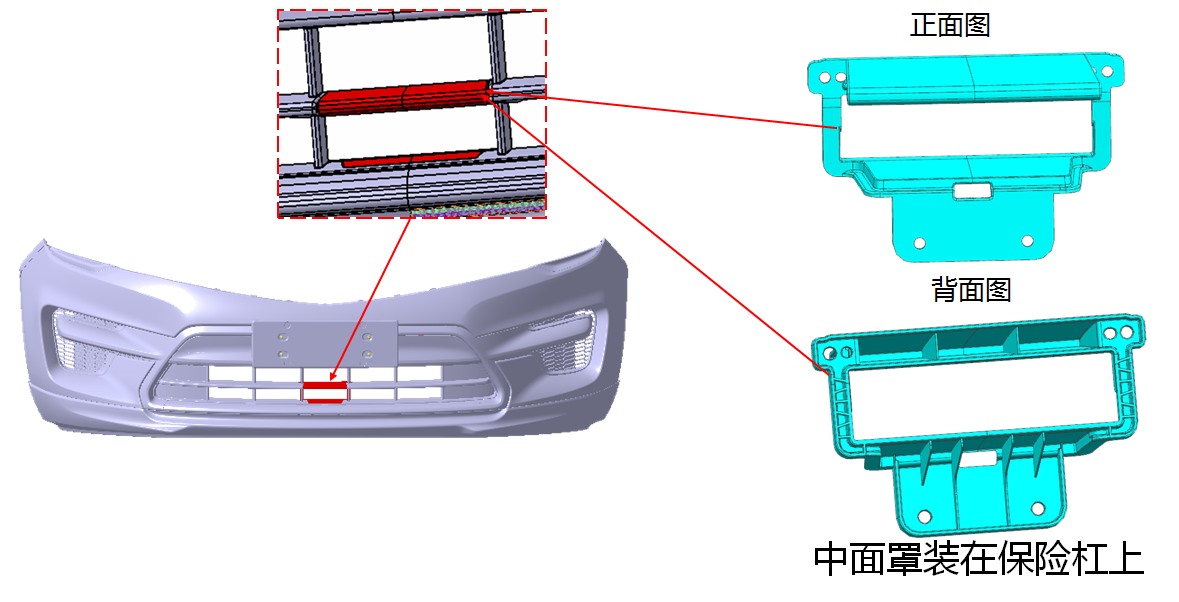
问题:产品出现熔接线、亮斑色差
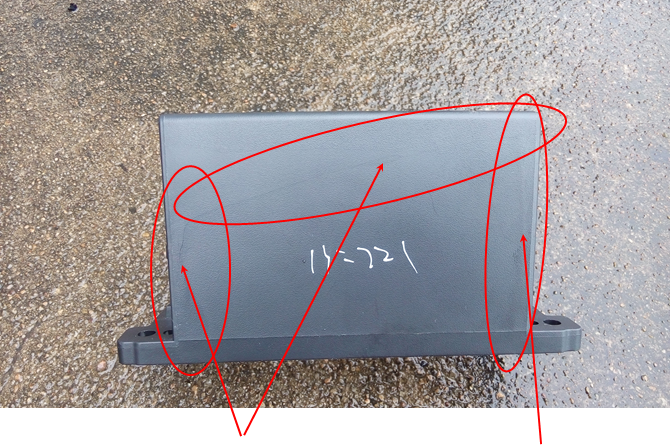

熔接线 亮斑色差 浇口位置
产品要求不得有任何外观面缺陷
原始设计方案:
材料为PP-T20% 牌号BZE62F5B
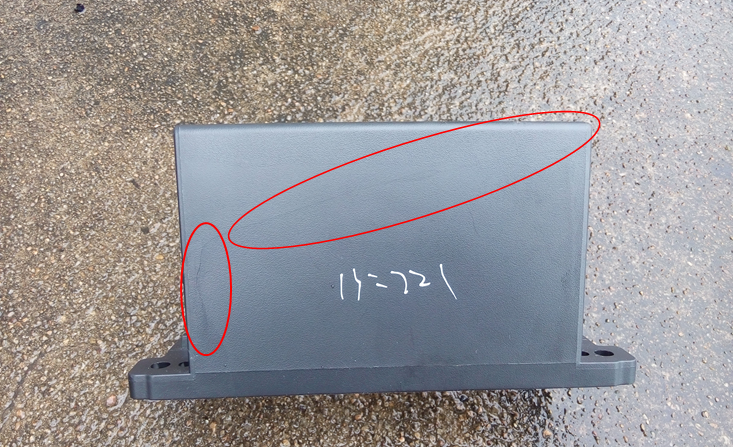
模流分析和实际试模产品问题点一致
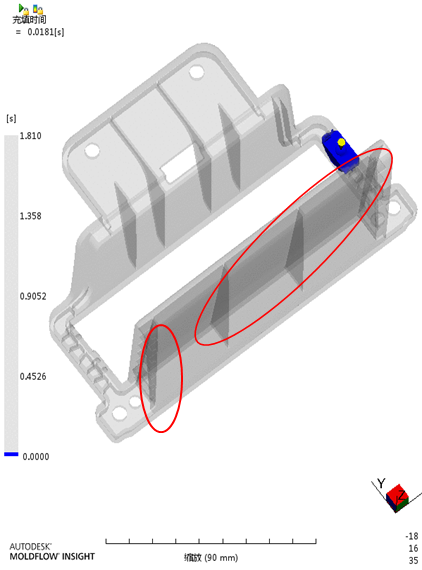
原因分析:
1. 熔接线一产生原因:内侧面的流动比外侧面要快导致熔接线跑到外侧面;
2. 熔接线二产生原因:左侧加筋部位流动太快;
亮斑产生原因:熔料由筋位(薄壁厚)流向外表面(厚壁厚)引起。
改善方案:
采用热流道点浇口,浇口位置无法移动想改变熔接线位置只能改壁厚实现,与客户沟通后同意改壁厚。
模流分析更改前后对比验证:
原壁厚 壁厚改善后
实际改善效果对比图:
改善前

改善后
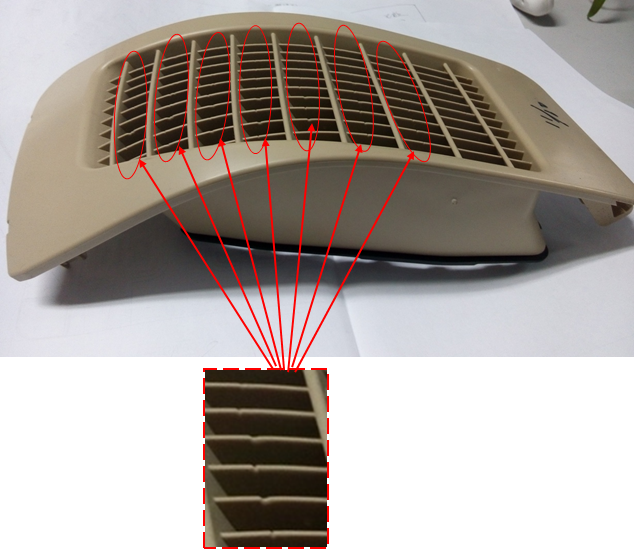
五、MOLDFLOW成功案例分享三
进浇口位置,在产品两侧、两点热流道转冷流道潜伏

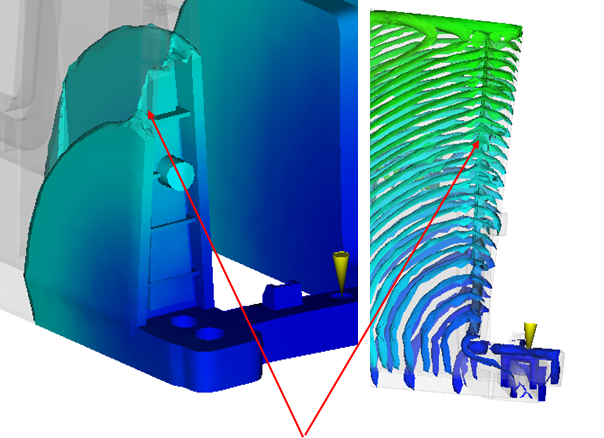
产品问题点:格栅筋条顶部缺胶
原因分析:
产品要求:不能有任何外观面缺陷。想通过上模割镶排气解决缺胶问题,但外观面存在分型线,客户不同意。
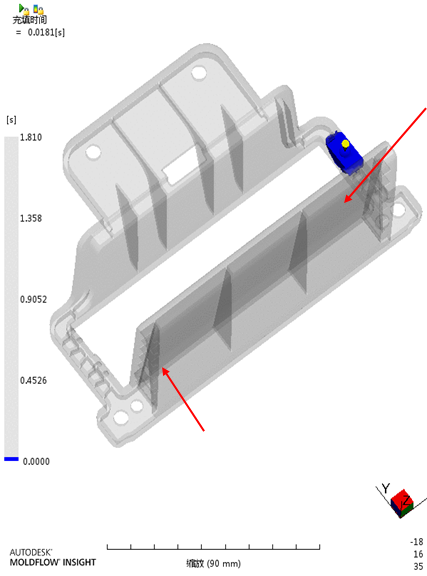
产生困气的原因:长度方向的筋位料流方向从底部向上流动,导致筋位顶部存在困气,最终造成缺胶无法打满。
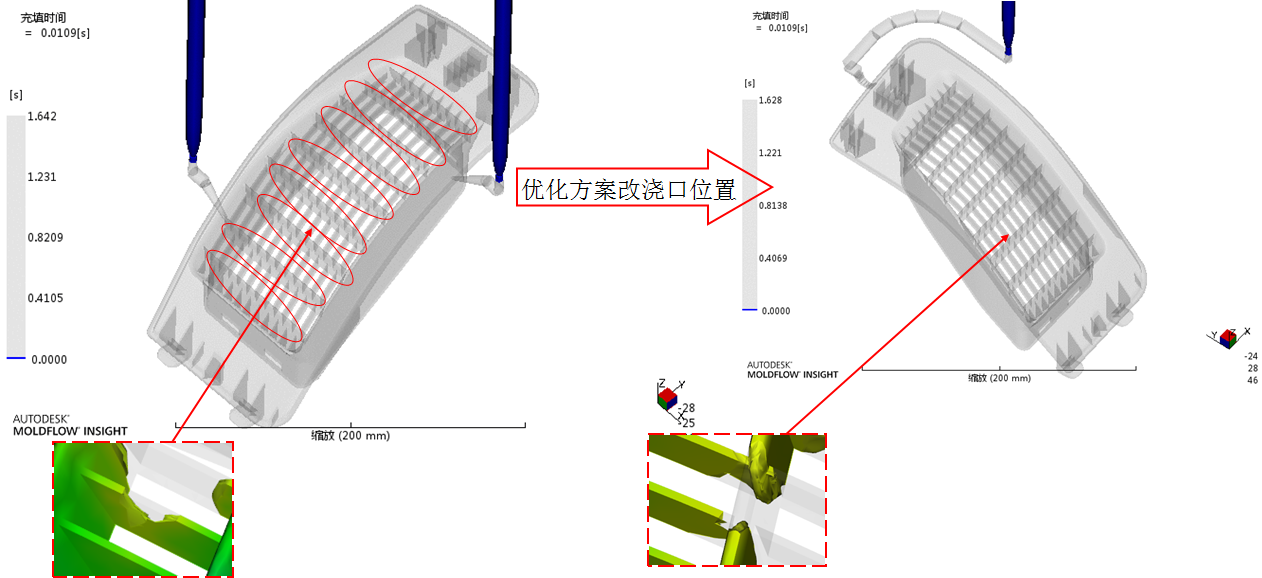
优化后:长度方向的筋位料流方向从上向下,向同一个方向流动,将困气点控制在下模,可通过顶针或者镶针进行排气,解决了产品筋位表面缺胶现象。格栅类产品的困气往往比较类似,为今后类似产品提供参考
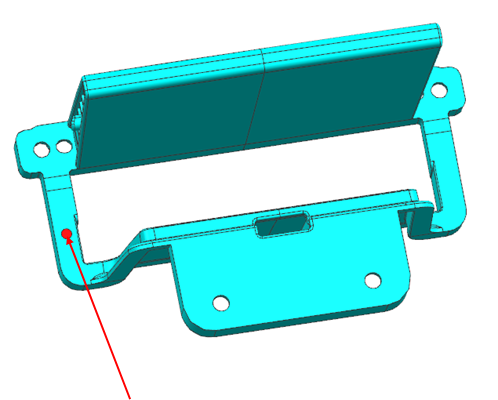
实际改善效果对比图:

改善前 改善后
六、Moldflow应用效益分析
Moldflow在前期产生的效应:
通过Moldflow分析确定合理的浇口位置,优化不成熟的产品设计,降低开模风险。
精模厂每年开发新模约300余套,合计节约开模费约50万。
Moldflow在中期产生的效应:
通过Moldflow分析确定困气点,熔接线,缩痕,合理的冷却水路布局,评估材料收缩率,以及反变形数据等,提供给模具设计降低模具开发成本。
精模厂每年开发新模约300余套,合计节约开模费约200万。以水气室为例,不做预变形方法开模而是通过软模开模,1+1一套水气室钢材费和加工费约8-10万,1年以10套计算节约约100万。
Moldflow在后期产生的效应:
通过Moldflow分析查找试模时存在缺陷产品问题点,提供改模方案;以及提供合理的试模工艺,减少试模次数降低试模成本。
精模厂每年修理模具约200余套,合计节约开模费用约100万。
总计: 50+200+100 = ¥350 万/年
七、总结
想把Moldflow用的得心应手,需要具备以下几点:
1、 具备塑胶模具知识。避免浇口位置和模具结构起冲突以及对分型、排位浇口方式类型不清楚;
2、 具备高分子材料知识。能够清楚的理解塑胶在这个成型过程中的原理及常用材料的物性;
3、 具备实际试模经验。有现场的试模经验对成型吃得更透;
4、 具备丰富的模流分析经验。定方案时有独到的见解;
“模具是工业之母,模流是模具之髓”。模流不是模具的万能药,但应用Moldflow再结合经验让前期方案更明确,中期制作模具更省心,后期试修模更透彻,让模流成为模具的良药使其药到病除,成为我们的好帮手。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















