















































软件

产品


一般情况下,CAM 系统的普通用户不太关心财务绩效数据;给他一个功能比较、技术优势描述,以及最大的软件产品成本。因此,供应商本身在更大程度上需要提供的分析和统计数据作为额外的营销和广告资源,当然,作为竞争激烈的候选名单。
尽管如此,我们相信此类商业信息对于增加消费者在 CAM 世界中的视野是有用的,也是选择软件产品时的辅助因素,但仅限于特定国家/地区。
例如,本地市场的统计数据具有更大的实际重要性,让我们回顾一下 TopSolid - 法国最畅销的 CAD / CAM 系统之一,同时在我国鲜为人知。类似的说法也适用于在德国广为流传的 Tebis 以及在美国流行的 Mastercam,后者在俄罗斯还没有完全站稳脚跟并取得重大的商业成功。造成这种情况的原因可能多种多样:从 CAM 产品的专业化与市场的能力或需求之间的差异到经销商的极低活动或开发商不愿意在后苏联时期投资业务空间。
另一方面,Delcam 与 PowerMILL、Siemens PLM 与 NX 和 DP Technology 与 ESPRIT 的例子证明,在北美、欧洲、亚洲和我们国家都可以同样取得成功。
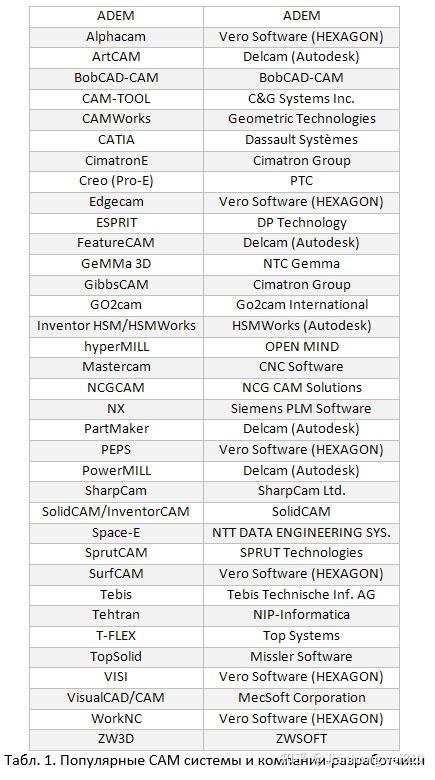
CAM系统,包括验证(Verification)和模拟(Simulation)、后处理(Post Processing)、测量的产品(CMM) 和逆向工程 (Reverse Engineering)。因此,我们的分析仅涉及 CAM 系统市场,其开发者可以有条件地分为两类:面向 CAM 的公司,其主要产品是 CAM,以及将 CAM 用作 CAD/CAM 和 PLM 的一部分的公司复合体,而 CAM 功能在此类决策中并不占优势。全世界总共有大约 60 种软件产品属于我们感兴趣的类别,其中大约一半具有国际认可度(tab.1)国内市场只有两打。此外,所有 CAM 都细分为具有自己的设计/建模工具和产品的那些,这些工具和产品嵌入并专门在流行的 CAD 系统的界面中工作。
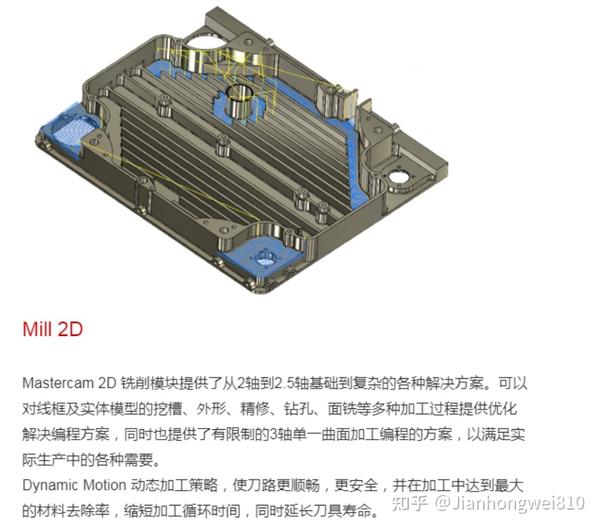
作为中小企业CNC CAM加工,大家考虑的是,有一款既安全又便于操作,既反应迅速又容易识别的零件制造加工软件。
说起零件加工,我们心目中总有一个印象,MasterCAM无疑是二维加工无冕之王。但是现在国产软件中,在通用加工领域,同样有一款后起之秀,ZW3D CADCAM软件。同样可以做到应对零件加工90%的场景。这无疑是个好消息。
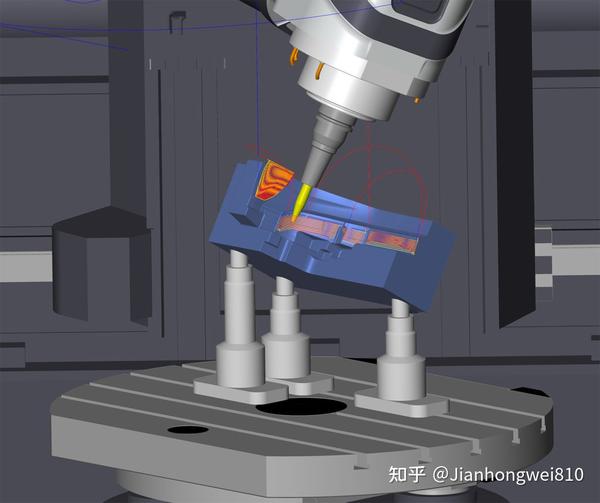
那么今天,我就ZW3D2022和MC X5(MasterCAM简称)进行联合加工,综合考量,发现各自都有优点。




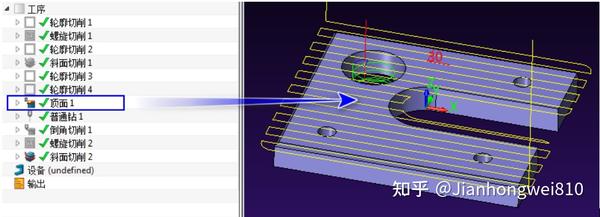
首先以下面这个零件为例,进行加工策略的应用操作。各位看官可以审视一二。
这是在网上随便搜的一幅图,自己给了具体尺寸。重新建模。先用中望进行建模。顺便给了一些轮廓线框,以期在MC里面能用上,主要是笔者不大用MC的实体面边界。
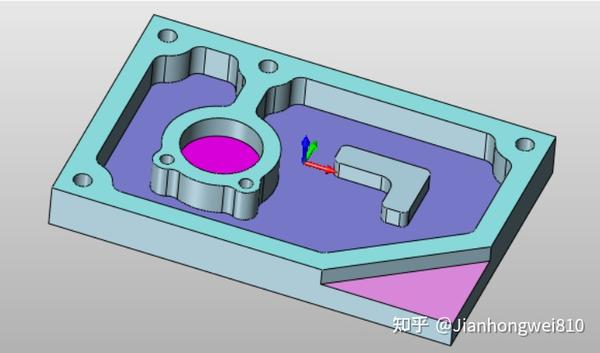
轮廓线框是这样的。
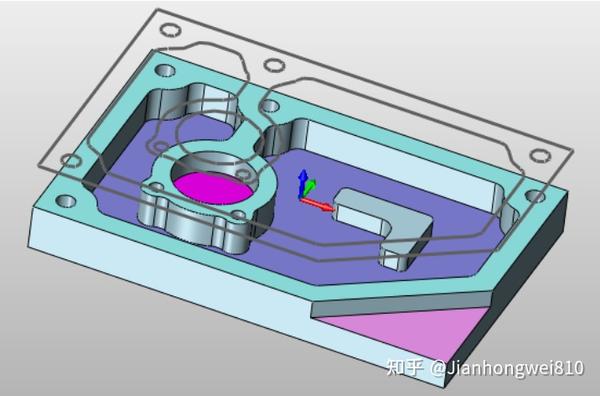
具体尺寸图,如下,铣刀直径D10,其余自给。

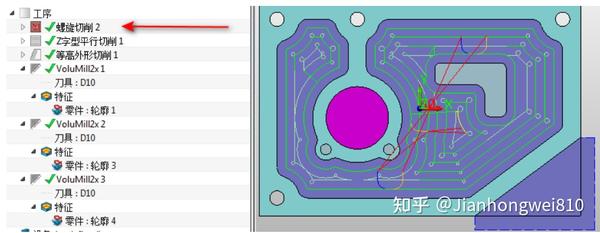
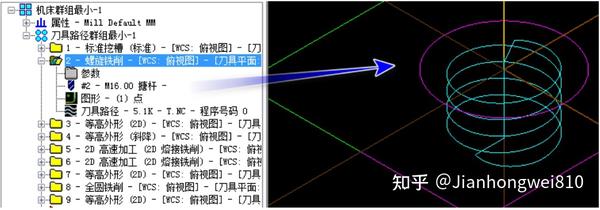
1A,通用开粗,ZW3D采用二轴铣削模块的螺旋铣削。
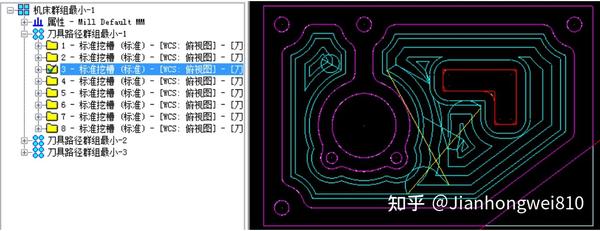
在MC中,采用的是标准挖槽。
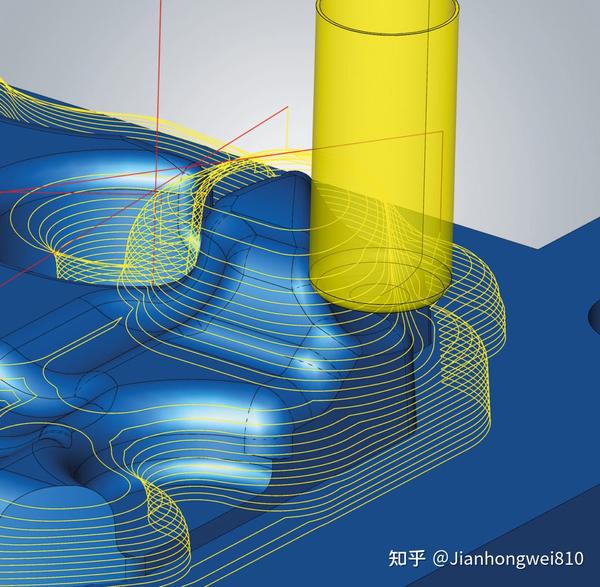
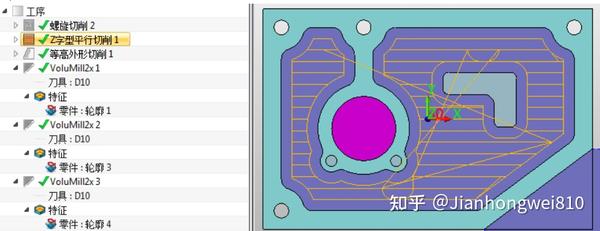
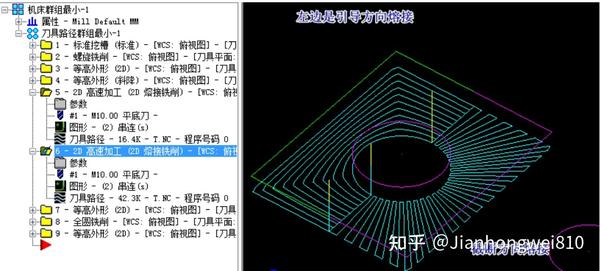
1B,在ZW3D螺旋铣削中,又选择了平行铣削。刀路如下
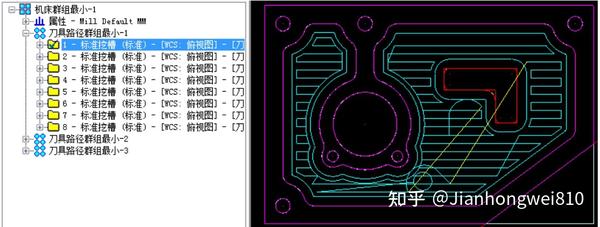
在MC标准挖槽中选择同类型刀路,如下
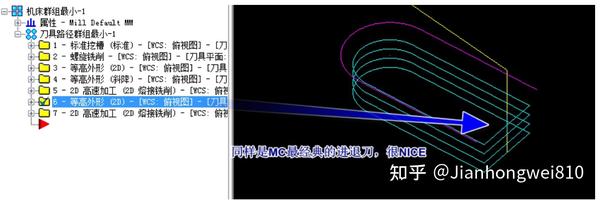
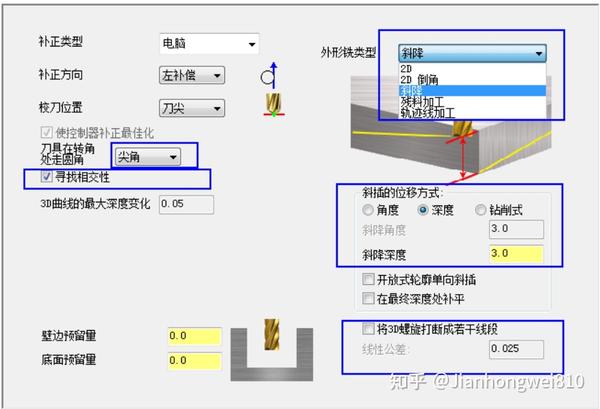
2A,同时考虑到高速铣削,我有中望ZW3D里找了个策略,如图
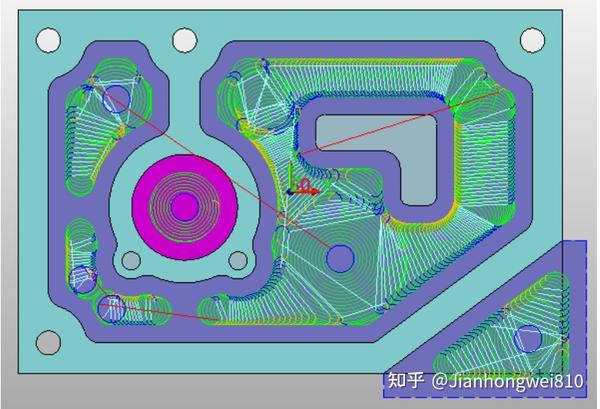
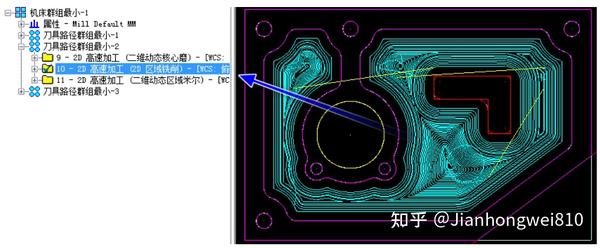
2B,又在MC中找到二维动态区域铣削
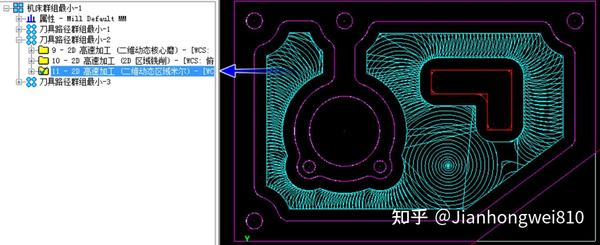
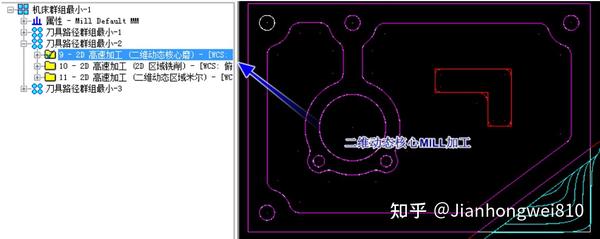
鉴于MC拥有最早的二维动态铣削功能,在此列出,一并如图所示
3A我们做零件加工,肯定关心一些其他功能,比如进退刀,抬刀设置,等等,别急还有。
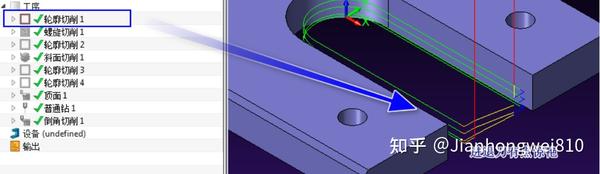
下面是MC的类似开轮廓刀路。
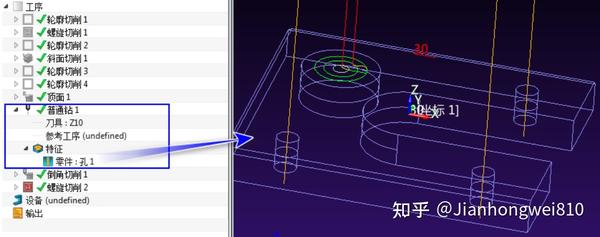
4A这边是针对圆孔类型的开粗刀路。如图
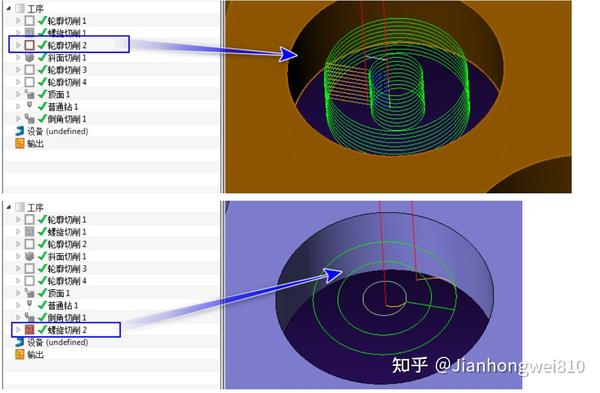
当然,MC同样有专门的针对刀路。
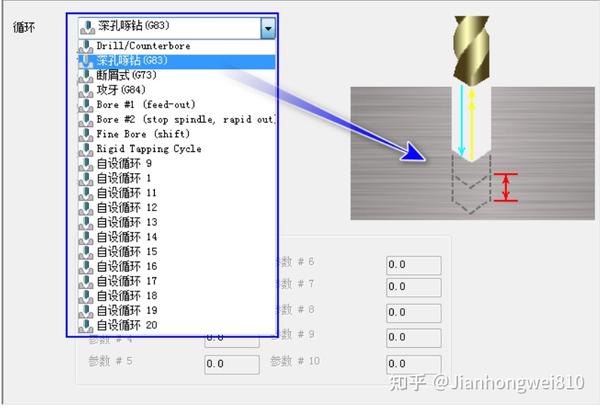
5A,钻孔,总体说来,ZW3D的操作速度不比MC慢。
上图咯
MC也上图,不过,MC的操作确实有独到之处,应该吸收。

下面罗列MC的圆孔选取套路

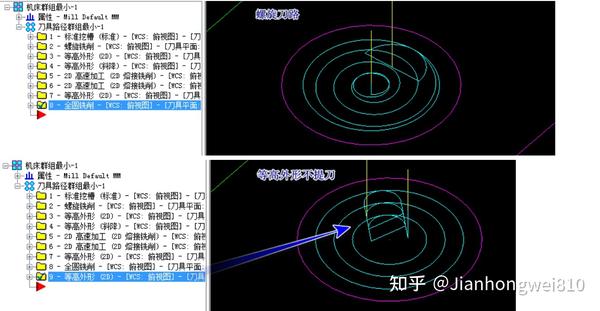
6A, ZW3D螺旋 轮廓精加工刀路
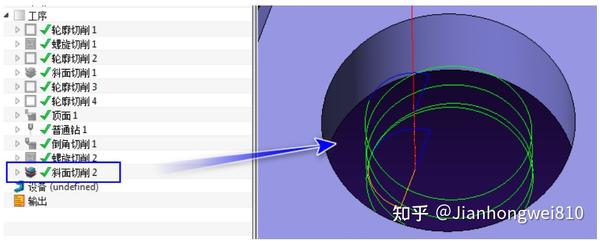
螺旋精刀,螺纹加工是MC地盘,没得说。
7A ,ZW3D的面铣和MC不相伯仲。

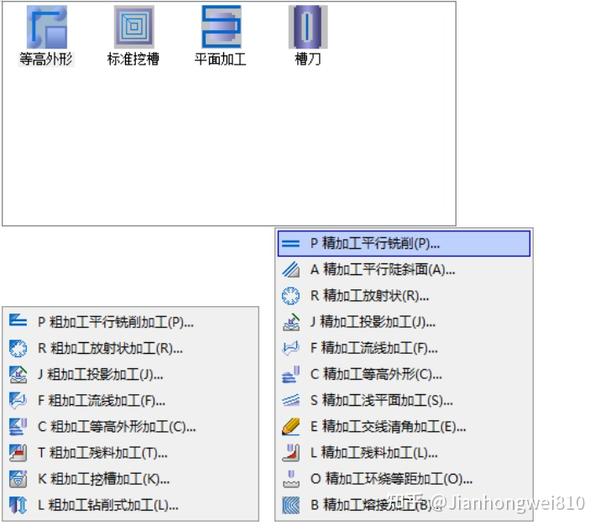
当然,MasterCAM还有很多独门绝技。如图。
很多人都在,吹MasterCAM不行了。我想说的是,MC永远代表着一个时代。
现在就把MC的加工图标罗列部分。

现在就把ZW3D的CAM图标罗列部分。


目前国产CAM 软件用户最多的是:精雕软件,其次CAXA CAM,然后华天SINOVATION,最后中望3D CAM。
绝大多数公司都明白,如果不让消费者广泛接受他们的品牌,就不可能在当今市场上获得强大的竞争地位。当消费者认识到相关公司或产品值得信赖时,品牌实力就会增强。
中望应该大力发展CAM。很多时候,大家并不信任国产软件。
一句话,不接地气。接地气,应该是系统性工程.
选择 CAM 系统的企业特别感兴趣的是有关参与软件开发的员工人数和当地办事处员工人数的数据,没有这些数据将难以正常运营。开发公司员工的规模间接反映了公司的潜力、财务稳定性和产品线的广度。第二个因素使我们能够判断为供应商相对于特定国家市场的地位;为用户解决问题的质量、速度和成本。
比如个文档的第二组图片,按道理平行铣削一定要与边界保持距离。中望怎么开发的?直线加工比较容易出现过切,理所当然要有1/2毫米的安全区。事实上,怎么回事,因为机床不能及时降速,很容易出现过切。材料相对软的时候,很容易出现变形。二轴联动开粗,还能及时降速。单轴容易因为机床间隙和刚性问题,造成很多装夹问题和过切问题。
细节问题不掌控,就会造成软件局限性太大。
加上有色金属出现粘性问题,实际情况下,开粗和边界清理之间至少要有0.5-2毫米,甚至3毫米的安全区。
大刀具,以45为标准线,45以上要出现3毫米安全区。45-25要出现2毫米安全区。25以下要有1-2毫米安全区。
换句话说,用中望加工,第一个精加工极可能会出现过切。
开粗不行,精加工很难办。所以中望的残料二粗必须上调0.5-1毫米。这是中望不能快速加工的现实性问题。
如果是不锈钢材料加工,中望的加工模块会造成材料表面硬化。
大刀具或者小刀具的抖动加大摩擦系数,发热会使材料表面形成一层硬化层。唯一办法,必须给刀具剥铣留下空间。就像剥橘子皮一样。
目前中望3D CAM 模块国内使用较少,用的人多了,自然就会有人提出问题来。
加油吧!中望
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















