















































软件

产品


案例背景在工业产品设计领域,斜度标注的准确性直接影响到后续加工精度和产品成型质量。以某食品级塑料水杯设计为例,该产品需要在杯口处设置1:5的锥度以便脱模,在底部标注带角度的装配尺寸。这种情况下,正确的斜度标注不仅能确保模具设计的合理性,更能在图纸交付阶段避免因标注误差导致的加工错误。作为有十年经验的模具工程师,我需要系统梳理从设计建模到图纸标注的全流程,形成标准化解决方案,将实际工程中遇到的特殊工况纳入考量。
准备工作
材料与工艺参数准备根据产品需求确认PP材料的脱模角极限(食品级塑料控制在2°-5°)。需要提前收集客户提供的模具结构参数,包括浇口位置、出模方向、收缩率等。特别注意客户对图纸标注精度的要求,某些精密注塑件需要标注误差控制在±0.05mm以内。
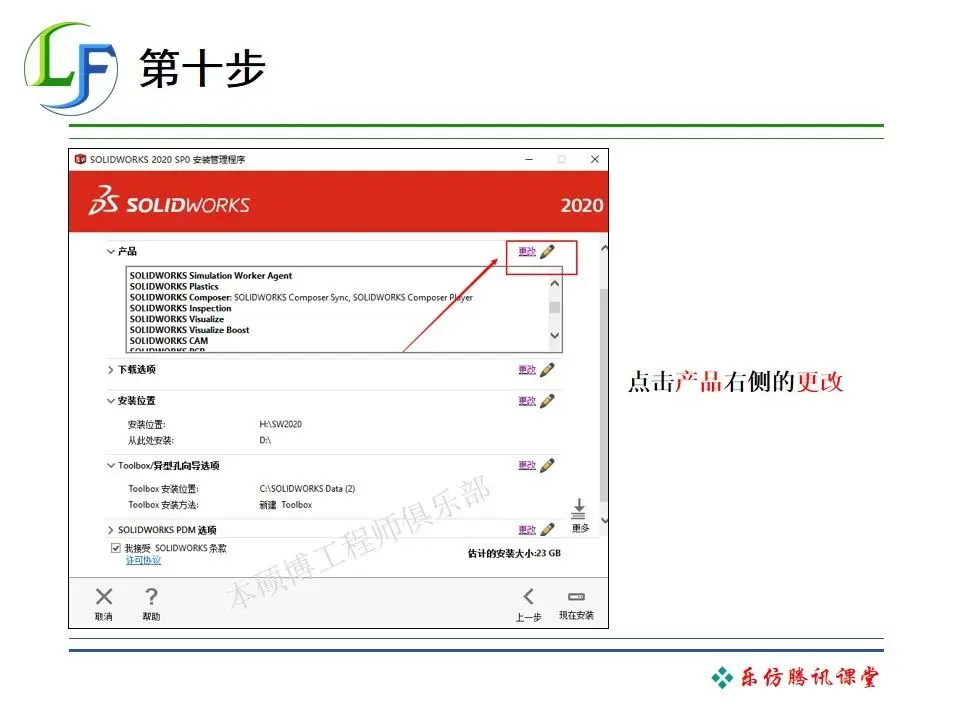
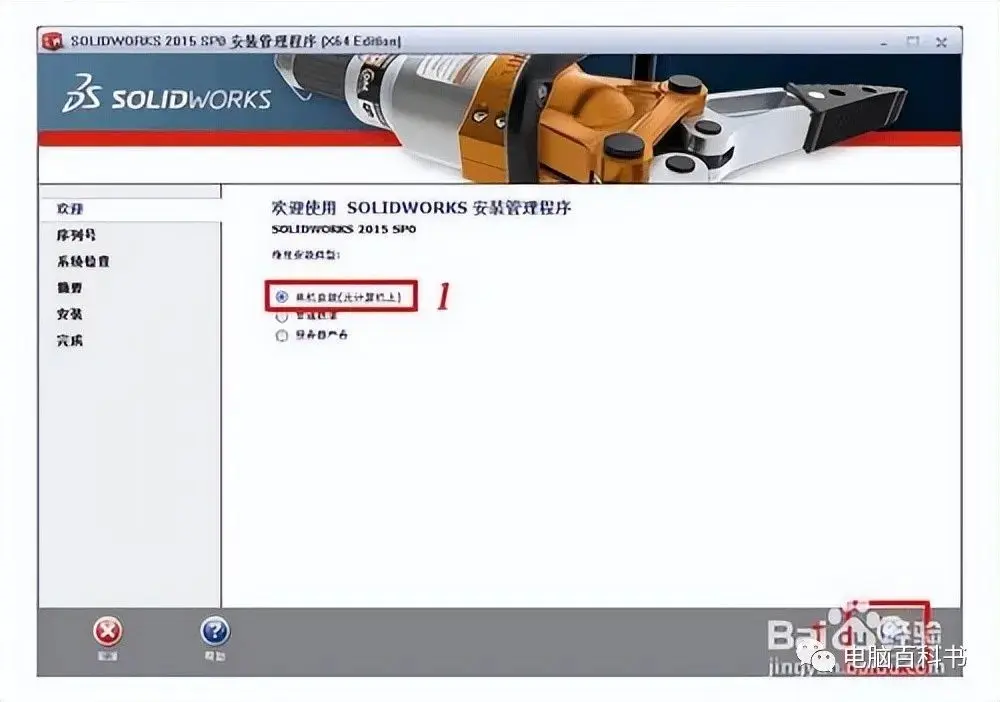
软件环境配置在启动SolidWorks前,完成以下设置:
实战演练第一步:创建基础模型在新建零件文件时,采用"基准面-草图-特征"的规范流程:
第二步:二维图纸标注当模型初步完成时,进行以下细化标注:
确定标注基准
创建锥度标注
添加斜度标注
第三步:复杂特征处理在处理排水孔设计时,需要特别注意:
创建基准面
拔模特征应用
报表生成与校对
后置处理
经验总结在十年的模具设计实践中,总结出以下三个易错环节:
方向混淆风险某次参与设计折叠水杯时,错误地将杯底装配面设置为拔模方向,导致成品出现内凹缺陷。正确做法应是:先"特征树"锁定所有原始面,再根据出模方向选择合适的中性面。在拔模操作前,用红色箭头标记出模方向,防止方向错位。
参数换算陷阱处理1:6锥度时,容易将角度直接设为6°,但实际应为arctan(1/12)=4.76°。曾有次因失误导致模具开裂,造成2万元损失。推荐使用"公式标注"功能,输入=ATAN(1/12)自动计算,在备注中注明比例参数,避免他人误读。
智能标注局限在绘制复杂曲面时,发现智能标注无法正确识别某些斜线。解决方案是:先用"辅助线法"构建参考三角形,在标注时选择"尺寸-终点"而非"智能尺寸"。:创建10mm高、1mm宽的直角三角形,使斜线与斜边保持平行,这种标注方式能确保施工人员理解斜度关系。
特别注意:当存在斜度、锥度、倒角时,用不同颜色区分:
这个完整的流程,我们不仅掌握了SolidWorks的斜度标注技巧,更理解了这些标注在模具制造和加工中的实际意义。记得某次设计保温杯时,将杯口斜度设为5.71°,结果发现金属模具在浇口处需要提高3°的抽芯角度,这种经验教训让我意识到,CAD标注应该与制造工艺形成闭环验证。在最终图纸交付前,用"设计检查"工具逐一校核所有标注的工艺合理性,确保设计能够转化为实际可生产的零件。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















