















































软件

产品


任务目标:掌握装配与仓储单元NX MCD设计与虚拟调试的应用。
1.任务要求
对装配与仓储单元进行NX MCD设计与TIA博途编程实现以下控制工艺要求的虚拟调试。
(1) 手动功能
将手/自动开关打在手动档位,手动功能生效,手动操作界面的按钮生效,按下对应的操作按钮,做出相应的动作。
(2) 自动功能
将手/自动转换开关打在自动档位,自动功能生效,此时手动功能失效。
① 原点检测
系统上电后,系统首先检查工作站是否处于初始状态。初始状态是指X轴与Y轴处于原点、Z轴气缸处于上限位、装配台气缸处于上限位、夹具处于夹紧状态,若是无法满足初始状态,则系统不能启动。
② 运行过程
系统上电后处于停机状态,按下启动按钮,若系统处于初始状态,则执行以下动作:
X、Y轴运动至装配台,等待0.5s;
Z轴气缸下降动作,Z轴气缸到位后,装配台气缸上升动作,到位后等待0.5s;
夹具夹紧电机物料,到位后等待0.5s;
Z轴气缸上升动作,装配台气缸下降动作,X、Y轴运动至仓储台,等待0.5s;
Z轴气缸下降动作,到位后等待0.5s;
夹具松开,到位后等待0.5s;
Z轴气缸上升动作,完成一次计数加1,此时一个周期做完,系统执行下一个周期。
③ 仓储位置与参数设定
系统启动后, 在装配台拾取电机以及电机仓储位置按1~6号顺序拾取。丝杆运动速度初始默认50mm/s,速度可在触摸屏中设置。
(3) 停止功能
自动运行过程中,按下停止按钮,系统完成当前周期后停机;停机后,按启动按钮系统可以启动。
(4) 急停功能
自动运行过程中,按下急停按钮,系统立刻停机,此时按启动按钮,系统无法启动。
(5) 复位功能
自动运行模式下,松开急停按钮,按下复位按钮,系统复位;此时按启动按钮,系统启动。
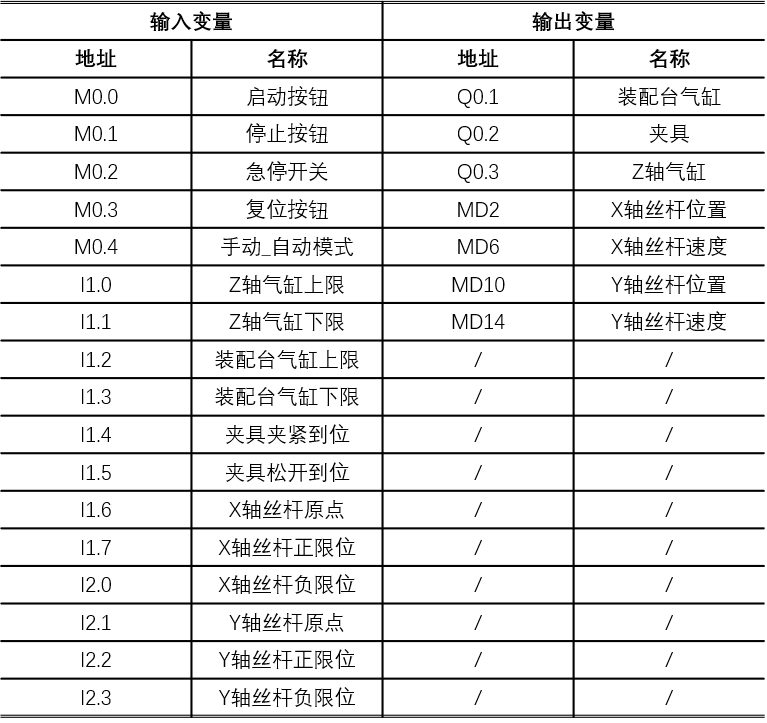
2.PLC程序I/O分配表
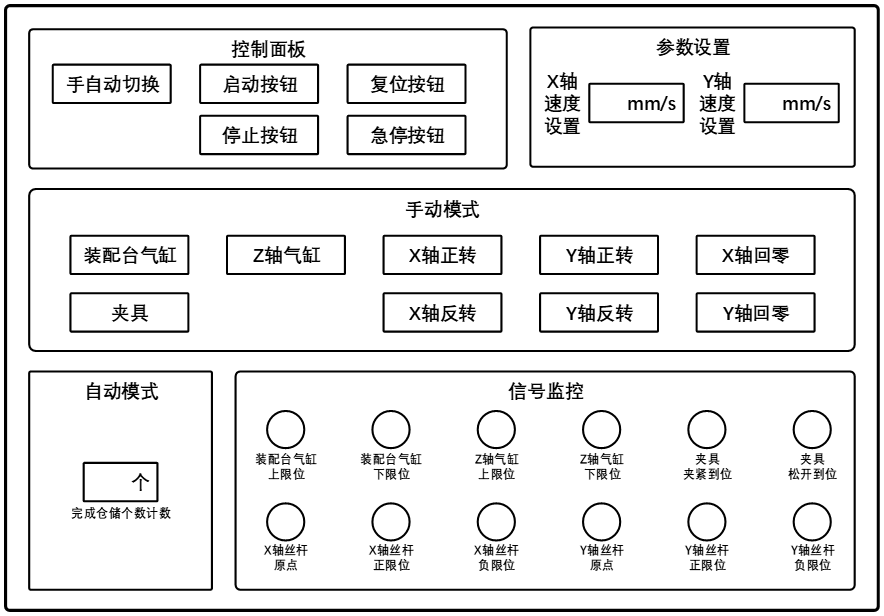
3.HMI触摸屏界面
HMI启动后,视图窗口进入交互界面,界面应包含下图所示的信息和功能。
《生产线数字化仿真与调试(NX MCD)》课程,是广州高谱技术有限公司开发。
视频课程在线免费学习:https://www.bilibili.com/video/BV1vk4y1p7EK/
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















