















































软件

产品


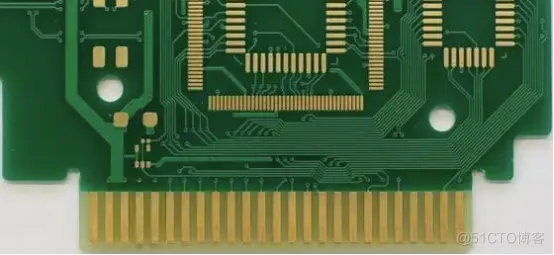
1、“金手指”互连点
当辅助PCB(如显卡、内存条)连接到主板时,会通过几个母槽中的其中一个插槽,如PCI、ISA或AGP槽,在外围设备或内部卡和计算机之间传输信号。
2、特殊适配器
“金手指”可以为主板增强功能,通过二级PCB插入主板,例如内存、显卡、声卡、网卡等卡与插槽的连接部件,可传输增强的图形和高保真的声音,由于这些卡片很少分离和重新连接,“金手指”通常比卡片本身更持久。

3、金手指外部连接
计算机的外设通过PCB“金手指”连接到主板,扬声器、低音炮、扫描仪、打印机和显示器等设备,都插在计算机后面的特定插槽中,例如HDMI线或diplay线、VGA和DVI线,这些插槽依次连接到主板的PCB上。
“金手指”可制造性设计
1、“金手指”斜边设计
● “金手指”距外形板边的安全距离,根据成品板厚以及“金手指”斜边的角度,来判断是否会伤及“金手指”,常规斜边的角度是45度;
● 如果设计“金手指”距板边太近,为了不露铜,按照以下参数削铜,若不愿意“金手指”被削短,可按照以下参数设计其距板边的安全距离。

2、阻焊层开窗设计
为了方便插卡,“金手指”位置不做阻焊,全部开通窗处理,如果不开通窗,“金手指”之间会有阻焊油墨,在多次插拔过程中油墨会脱落,导致无法与卡槽接触。
● “金手指、锡手指”区域开通窗,开出比板边大10MIL左右;
● 阻焊开窗比线路大单边4mil,注意开窗离“金手指”周围铜皮的距离,不能露铜,否则要掏铜;
● “金手指”2MM以内的过孔不允许开窗。
3、板角处理设计
为了方便插卡,“金手指”位置外形线需倒角,至于倒斜角还是倒圆角,根据个人喜好设计,如果外形板角不倒角处理,在插拔时直角会伤及卡槽,导致产品可靠性降低。

4、线路层铺铜设计
为了方便插卡,外层表面“金手指”区域最好不做铺铜设计,如果两个或者多个都是同一网络,铺铜设计的效果是多个连成一块,则生产出来的产品不是单个“金手指”,会影响插拔的方便性。

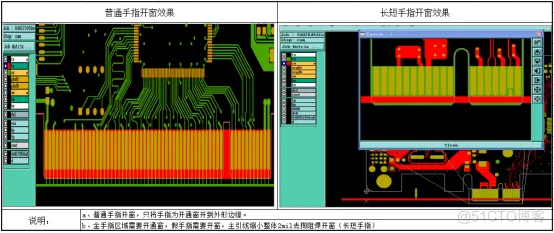
5、长短“金手指”设计
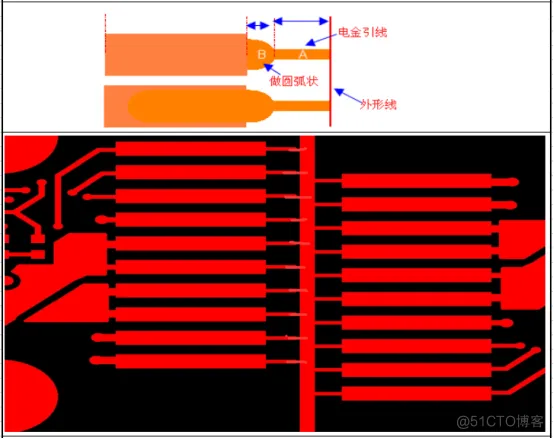
● 长短“金手指”主引线40mil,副引线20mil,连接点6mil,“金手指”焊盘到20mil引线之间的间距8mil,长短“金手指”加完引线后,需要将主引线移到离长“金手指”处间距8mil;
● 当主引线进入单板内时,需要用斜线连接,或者“金手指”旁边有很大的凹槽时,需要将引线做成圆角,而不是直角。

6、拼版设计
● “金手指”板单板尺寸小于40*40MM时,必须先斜边再铣单板外形,斜边之前先铣成长条型,CAM需在两边电镀边上设计定位孔,用来铣第二次外型定位,并在MI上斜边前排CNC流程,自动斜边必须保证“金手指”宽度40MM以上;
● “金手指”板采用倒扣拼版方式使“金手指”朝外,拼PNL时“金手指”尽量朝内,方便添加电金引线。

“金手指”的PCB生产
1、断“金手指”制作
断“金手指”处理流程:
开料—内光成像—内层蚀刻—内层AOI—棕化—层压—钻孔—沉铜—板镀—外光成像—图形电镀—外层蚀刻—外层AOI—印阻焊—阻焊成像—阻焊检查—字符—印阻焊2—阻焊成像2—沉金—镀“金手指”—表面QC检—褪膜1—外光成像2—显影2—外层蚀刻2—褪膜—铣板—“金手指”倒角—电测试—终检—发货。

2、CAM补偿
● 工程技术CAM在制作含“金手指”(金插头)工艺的多层板资料时,普通产品“金手指”(金插头)区域的内层叠铜80mil,光电产品、内存条等产品,该区域内层叠铜40mil;
● 不做“金手指”工艺,但是要斜边的,线路叠铜也要按“金手指”的要求做;
● “金手指”引线宽度12mil,按线路一起补偿,电流“金手指”宽度40mil,长度与引线同“金手指”;
● 光电产品的“金手指”在采用“镀金+金手指”工艺时,其焊盘线路不补偿,“金手指”离板边距离≥0.5MM,对于板厚公差+/-0.1MM时,要在“金手指”外围拼版空隙处添加辅助铜,金手指部位外形拐角处加0.4MM非金属化孔。
3、电镀镍金
厚度可达3-50u”,因其优越的导电性、抗氧化性以及耐磨性,被广泛应用于需要经常插拔的“金手指”PCB或者需要经常进行机械磨擦的PCB板上面,但因为镀金的成本极高,所以只应用于“金手指”等局部镀金处理。

4、沉镍金
厚度常规1u”,最高可达3u”,因其优越导电性、平整度以及可焊性,被广泛应用于有按键位、绑定IC、BGA等设计的高精密PCB板,对于耐磨性能要求不高的“金手指”PCB,也可以选择整板沉金工艺,沉金工艺成本较电金工艺成本低很多,沉金工艺的颜色是金黄色。
“金手指”的可制造性检测
除了以上讲到的“金手指“可制造性设计问题外,还可以通过华秋DFM软件,在生产前做“金手指”设计文件的相关问题检测,提前规避生产过程中出现的可制造性问题。

“金手指”产品一般成本都比较高,如果在制造过程中出现问题,且未及时发现等留在成品出现时,带来的损失是不可估量的,所以需要提前使用华秋DFM软件检测设计文件,以此来减少成本并提高生产效率。有需要可以访问官网下载体验。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















