软件

产品


摘要:
目的 研究管状变截面汽车扭力梁内高压成形过程及其成形质量的关键影响因素。方法 采用数值模拟和试验相结合的方法,重点研究了预成形件形状、内压力通入时机和初始压力值对扭力梁内高压成形的影响。结果 预成形件宽度过大或上模圆角处管坯壁厚过薄,将造成后续内高压合模过程中出现咬边或整形阶段发生破裂等缺陷;在内高压成形合模过程中通入适当内压,可有效避免扭力梁件出现圆弧过渡面塌陷、上下模圆角过度减薄等缺陷。结论 当预成形模具V 面下模引导角а 介于60°~70°之间、T 面下模引导角β介于65°~75°之间时,可以取得较理想的预成形效果;合模过程中即通入32 MPa 内压,此时所得扭力梁实体件外观无明显缺陷,成形精度较高。
关键词:管状变截面扭力梁;有限元;预成形;内高压成形;合模通压
扭力梁零件是汽车后悬挂装置中最重要的结构部件,其对于车辆行驶中保持平稳以及减震起着十分重要的作用和安全保障。传统扭力梁通常是由4~6 mm 厚单层板冲压成形的V 型或者U 型板材和实心稳定杆组合而成,而通常这样的扭力梁零件往往在变形区和非变形区之间存在应力的高度集中区域,导致零件疲劳强度大大降低。
随着轻量化技术越来越多地应用于汽车零部件的结构设计,传统的扭力梁由于本身质量较大,越来越难以满足汽车轻量化的行业需求。采用管材代替传统的板材,将扭力梁设计为空心变截面的形式,是近年来汽车行业发展的趋势。
空心变截面扭力梁优点有两个:一方面,约3 mm 壁厚的管状截面零件即可以满足扭力梁强度、扭转刚度和疲劳性能的使用要求,而无需增加实心稳定杆,大大减轻了扭力梁零件的重量;另一方面可以显著提高零件的结构连续性和整体机械性能。
目前,对于管材扭力梁的成形方式主要有冷冲压、热冲压和内高压成形。采用冷冲压工艺存在成形精度较差的问题,只适合形状简单的管材扭力梁零件;而采用热冲压工艺成形管材扭力梁,其工序复杂、生产成本高。
内高压成形技术由于在成形复杂截面形状的空心零件方面具有诸多优势,在国内外汽车工业和研究领域受到越来越多的青睐和关注。韩国学者采用内高压成形技术,成功制备出机械性能和形状精度比机械挤压方式更高的扭力梁零件。德国学者成功以壁厚仅2.6 mm 的高强钢为管坯,采用内高压技术成形出了合格的扭力梁件。
文中以管状变截面汽车扭力梁为研究对象,采用数值模拟和实验相结合的方法,重点研究了预成形件形状、内压力通入时机和初始压力值对扭力梁内高压成形的影响,并在此基础上开展了工艺试验,成功制备出形状尺寸合格的扭力梁零件。
1. 工艺分析与成形方案
1.1 零件结构和尺寸特征
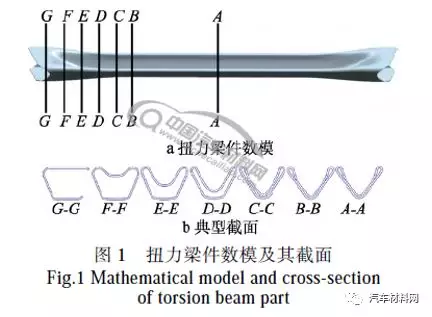
扭力梁数模及其典型截面形状见图1,工件为左右对称结构,平均壁厚约3.2 mm。A-A 截面为其对称面,AB 段截面形状一致,B 至G 段截面形状沿轴线变化差异大,逐渐由近似V 形截面过渡到端部近似梯形截面。沿轴线方向截面周长变化也较大,周长最小截面为A-A 面,其外表面周长为314.16 mm;周长最大截面为修剪前的G-G 截面,其外表面周长为332.86 mm。
1.2 管坯选择
初始管坯材料选用汽车结构用热连轧钢QSTE590,其屈服强度≥590 MPa。以工件最小截面周长确定管坯外径选为Φ100 mm,据零件厚度要求选定管坯厚度为3.5 mm。
1.3 成形方案设计
根据扭力梁工件的结构特点和内高压成形的一般规律,采用两步成形法。首先对管坯进行预成形,即通过机械压制的方法成形出工件截面的大致形状,并合理分配各区域材料。再对预成形件进行内高压胀形,即在管坯中通入液体作媒介对材料传递高压,使预成形件与终成形模具贴合完全,成形出最终工件。
2. 数值模拟
2.1 有限元模型的建立
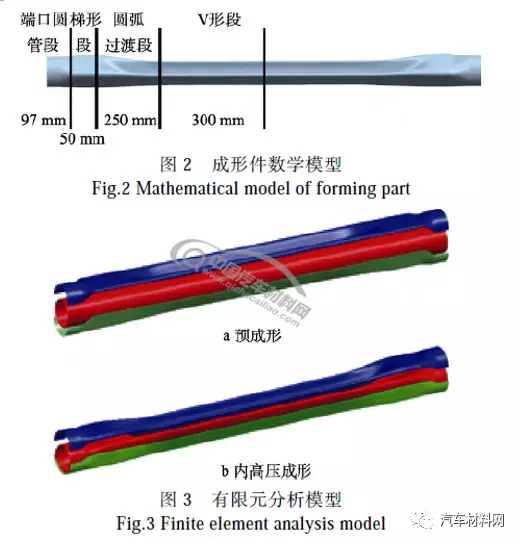
将工件原始数模外端被修剪的梯形截面部分修补还原,并在端口添加工艺补充圆管,建立新的成形件数模见图2。文中所使用有限元分析软件采用LS-DYNA 求解器,扭力梁预成形和内高压成形的有限元分析模型见图3,管坯选用Belytschko-Tsay 壳单元,摩擦因数选择钢材冷冲压通用数值0.125,模具定义为刚性体。
2.2 预成形模拟结果
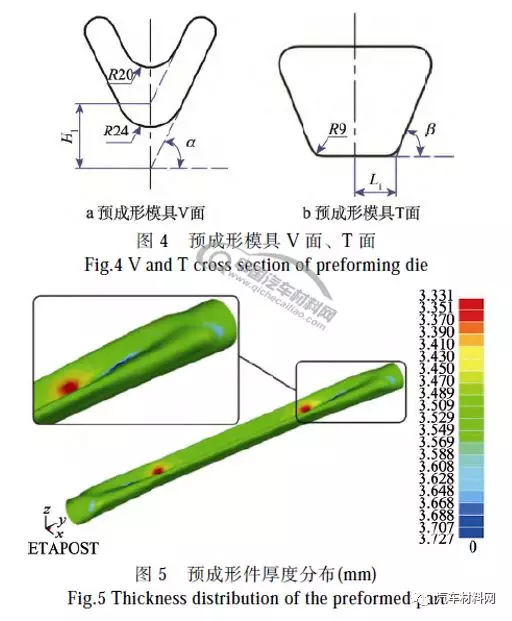
决定预成形件成形质量的关键形状参数为预成形模具V 面下模导向角а、模具T 面下模导向角β,其中V 面对应内高压工件的V 型段截面,T 面对应内高压工件的梯形段截面,见图4。模拟发现,当V面下模导向角а>70°、T 面下模导向角β>75°时,会分别导致预成形管件V 型段和梯形段宽度较大,容易在内高压成形合模阶段产生咬边现象;若а<60°、β<65°,会分别导致预成形管件V 型段和梯形段上模圆角处管坯壁厚较薄,在后续内高压成形阶段有发生破裂的危险。
当 а=64°、β=68°时所得预成形件厚度见图5,可知壁厚分布为3.33~3.72 mm,最大减薄率为4.8%,最大增厚率为6.2%,预成形件厚度分布较为均匀,无明显缺陷。影响扭力梁件内高压成形质量的因素较为复杂,预成形件形状只是其中之一,文中通过模拟确定а 应介于60°~70°之间,β 应介于65°~75°之间,后续内高压成形中均采用а=64°、β=68°时所得预成形件。
2.3 内高压成形
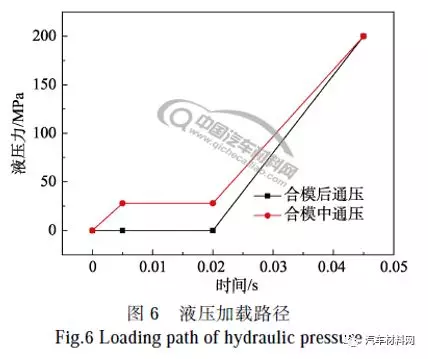
在液压成形技术中,高压液体的通入时机通常有两种:模具合模之后通入;模具合模过程中即通入。
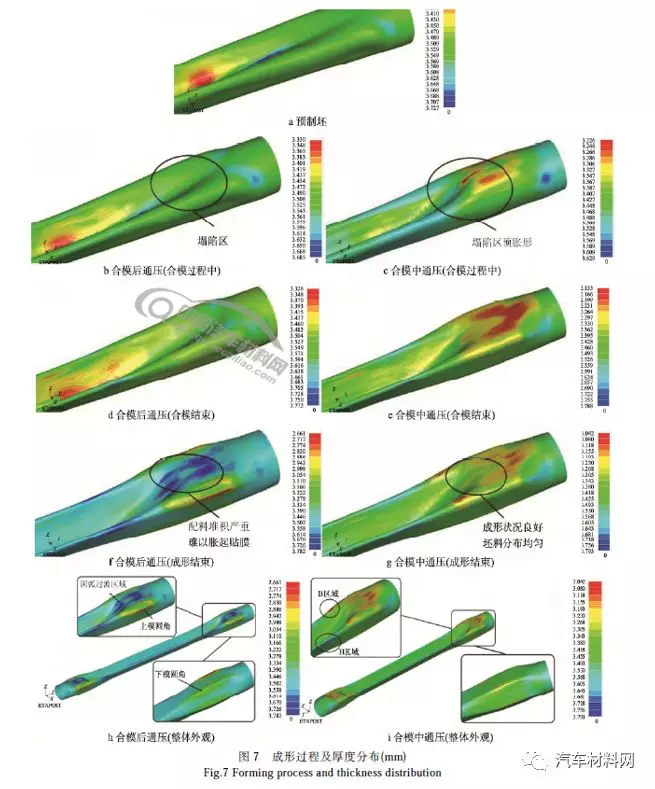
两种液压通入时机下的加载路径见图6,其中0~0.02 s为模具合模阶段,0.02~0.45 s 为内高压胀形阶段。两种液压通入方式下扭力梁件的成形过程及最终厚度分布见图7,可以看出,合模之后通入液压,成形结束壁厚分布在2.68~3.78 mm,在梯形段的上模圆角和下模圆角处存在严重的减薄,最大减薄率达23.4%,由工件的结构可知梯形段截面周长较初始管坯大,在胀形的最后阶段圆角处由于坯料不足发生较为严重的减薄。
同时,在圆弧过渡段的上模弧面区域存在坯料的增厚和堆积,该区域难以胀起贴合模具。而合模过程中即通入压力,成形结束后壁厚分布为3.04~3.79 mm,最大减薄率为13.1%,最大增厚率为8.3%,最小壁厚出现在B 区域,该区域是内高压成形中的小圆角区,并且截面形状和周长变化大,是扭力梁成形中的难点;最大壁厚出现在H 区域,该区域管件宽度变化大,预成形件在内高压合模过程中金属与下模型腔壁接触,流动较为困难,因此发生一定程度的坯料增厚。
综合比较两种液压通入方式,合模中通压成形的扭力梁件最大减薄率显著减小,关键特征部位的坯料减薄相比合模后通压工艺有明显改善,且工件与模面贴合状况更良好,成形尺寸精度更高。
分析原因主要在于两点:
① 由工件的结构特点限制,梯形段及圆弧过渡段截面尺寸显著大于初始管坯(截面尺寸最大的梯形段,截面周长为332.8 mm,最小的V 形段截面,截面周长为314.2 mm),胀形的过程中这两个区域坯料不足;
同时这两个区域上均存在难成形的小圆角区,小圆角区在成形的最后阶段发生胀形,此时由于液压力大,造成管坯与模具间摩擦力大,周围金属难以流动对圆角区进行补料,因此出现局部减薄严重的缺陷,采用合模中通压工艺,在合模过程中由于管坯还未与模具充分接触并且内部压力较小,摩擦作用小,因此管坯可以发生充分的扩径胀形,通过管坯厚度的均匀减薄,从而使管坯尺寸得到充分的扩张,同时可以按照模具形状提前进行预分配,因此可以有效解决工件局部截面尺寸较初始管坯偏大的问题;
② 当采用合模后通压工艺时,由于扭力梁结构的限制,在内高压合模过程中会在圆弧过渡区域形成塌陷区;
合模结束后的胀形过程中,塌陷区会随着内压的增加逐渐隆起贴模,塌陷区弧面逐渐减小,势必造成坯料的堆积增厚,导致难以胀起贴模,采用合模中通入压力的方法,在合模的过程中塌陷区会率先胀起贴模,模具闭合后圆弧过渡区上模弧面已与模面完全贴合,不会出现坯料的堆积现象。
2.4 初始压力值优化
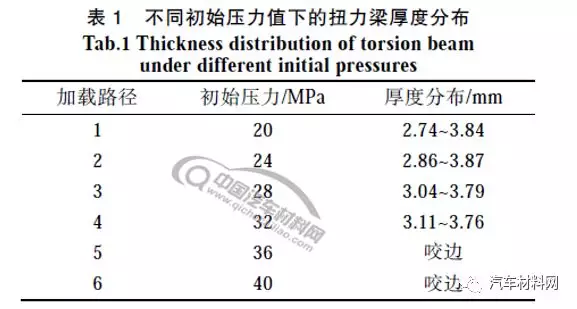
初始压力值大小是影响内高压成形扭力梁件成形质量的重要因素,几组不同初始压力值的液压加载路径下扭力梁成形的数值模拟结果见表1,可以看出,当合模过程通入压力较小
如加载路径1 和加载路径2,由于预成形坯在合模结束前不能发生充分的扩径胀形,在梯形段的上模圆角和下模圆角处坯料减薄仍会较为严重;当合模过程通入压力过大,如加载路径5 和加载路径6,在合模过程中由于预成形坯发生过度扩径,上下模具闭合时出现了“咬边”现象,造成扭力梁件成形外观不合格,且咬合部分的坯料由于损伤,容易在后续胀形过程中产生破裂,加载路径3 和加载路径4 下扭力梁壁厚分布较均匀,且路径4 减薄率优于路径3。
3. 试验研究
试验是在安徽江淮福臻车体装备有限公司的50 000 kN 液压成形机上进行,模具包括模座、模块、水平缸、承压块、导柱和导套等,配有500 MPa 内高压成形系统,该系统由增压器、2 个水平推缸以及液压伺服系统、计算机控制系统组成。内高压成形模具主要包括密封冲头,上、下模块等部分。
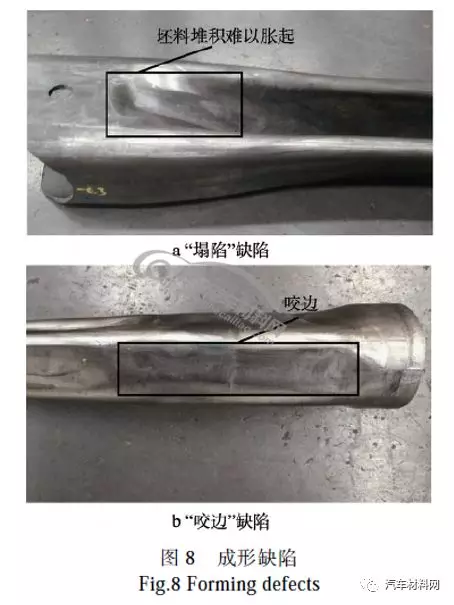
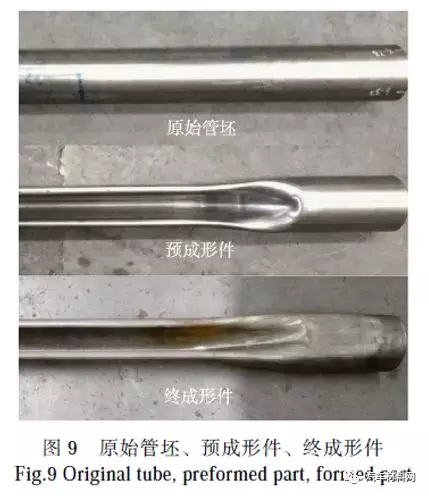
当采用传统内高压成形工艺,即合模过程不通入液压,所成形出扭力梁实体件会在圆弧过渡区域形成难以胀起的塌陷区,见图8a。采用合模中通压工艺,当合模过程中通入压力为36 MPa 时,所成形出扭力梁件在端部出现“咬边”现象,见图8b。当预成形模具V 面下模导向角а 为64°、模具T 面下模导向角β 为68°,内高压合模过程中通入压力为32 MPa 时,成形出了合格的扭力梁件,见图9。
4. 结论
1) 预成形形状是影响扭力梁成形质量的重要因素,当预成形模具V 面下模引导角а 介于60°~70°之间、T 面下模引导角β 介于65°~75°之间时可以取得理想的预成形效果。
2) 在合模过程中通入液压是解决传统内高压成形扭力梁件出现圆弧过渡面塌陷、上下模圆角过度减薄等缺陷的有效方法。
3) 初始内压力大小是影响内高压扭力梁件厚度分布和成形精度的重要因素。当合模过程中通入32 MPa 内压时,能成形出质量良好的扭力梁实体件。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020