















































软件

产品


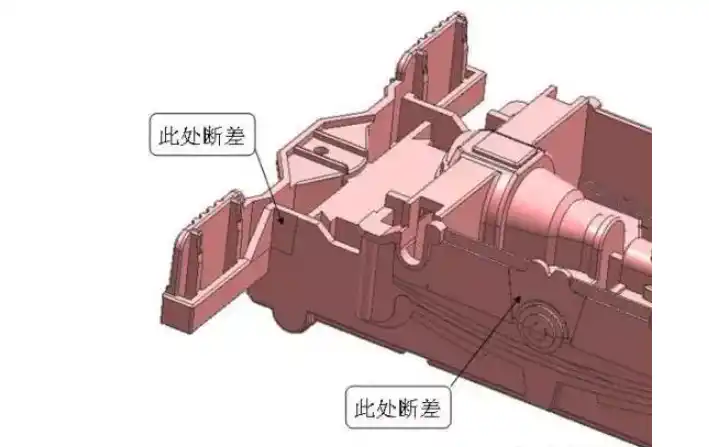
夹口、断差,设计师叫做分型线,形成原因有两种,一种是由于产品结构的的原因引起,如下图,是车仔的底壳,图示处的断差是由于分型面的高低不平所引起,产品到设计师手里的时候,面本身是直身而且完整的面,由于分型面不平,需要同一个面一部分出前模,一部分出后模,所以这种断差是由于拔模斜度引起的,一般在做产品检讨的时候最好能把分型线做出来,给客户确认,如果客户要求严格的话,是不允许这样做的,只能做行位。
另外一种情况是由于在模具加工的各个环节中,都存在着加工误差,特别是对于非精密模具来说,多道工序累积下来,累积公差就比较大,最终产品出来的时候,夹口就比较明显,需要修模师傅修夹口,这种情况最特别的就是手机模中壳和车仔外壳,四面包行位,不管如何精确飞模,但夹口仍然都是存在的,可以说这也是手机模面试的时候必考的问题之一,解决方案就是4面行位镶件做凸台锁死在前模仁上,然后一并省模。
下面就说说钳工师傅是如何修夹口的!
①手工的方法。这种方法在以前加工设备落后,精度不高,成本太贵的情况下,使用较多,目前的加工工艺,尽量采用精密加工代替人工修复,但这种方法仍然是无法替代的。钳工师傅修模的时候先一面打上白漆,另一面打上红丹,FIT模之后就观察白漆面红丹印上去颜色的深浅程度,凭经验判断什么部位需要加胶多少,然后手工打磨,当然打磨的时候手感非常重要,这种打磨技术后期的钳工师傅可能赶不上早期的钳工师傅了,凭经验打磨得差不多了之后,重新装配好模具,再上啤机打样,产品打出来后再观察夹口的修复程度,然后多次重复之前的工序,直到把夹口修到符合客户要求为止。
②电极的方法。根据需要修夹口的位置,可以选择使用旧铜公或者重新做铜公,通过二次元或其它设备测量出夹口的平均值,然后平移铜工或者碰数单边靠,偏心加胶来修夹口。对于要求比较高的产品,可以采用立体铜公(即整体铜公),目的是尽量把外观和面积大的面整体一起放电,能很好的保证加工误差的一致性。立体铜工跟普通铜工不同之处在于5个方向都最好加工出来,普通的铜工是三轴加工,立体铜工可以5轴加工,也可以几个方向分开加工出一个整体铜公。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















