















































软件

产品


弯管是业界公认的难加工零件之一。由于其独特的结构形式(四分之一圆环),造成无法从一端一次性加工完成。在加工时,刀轴的控制是关键中的关键,避免刀具与工件已加工表面发生干涉或者过切是重中之重。
在下述案例中,我们将会用到著名的以色列CAM软件Cimatron。机械社区之前做过的 十大机械设计软件对比 中,Cimatron只获得了少数的投票选择,大家普遍使用SW、UG等常规软件,下面我们就从弯管加工案例来看一下这个“陌生”软件的应用。
一、弯管结构介绍
图1为弯管的三维模型示意图,结构要素不多,外形面是正六边形和内圆面是φ30圆环沿φ90圆四分之一导动而成,两端有垂直端面φ34圆环台阶。

图1
二、分析零件
弯管两端是相互垂直的两个平面,平面加工即可。需要五轴联动加工是φ30圆环内面,由于弯曲角度成90°,刀具很难从一端直接干到另一端,为了降低加工难度,故把弯管分别从两端加工,每端加工46°(大于45°),并且通过实际计算本例φ8球刀就可以满足要求,避免定制棒棒糖铣刀的成本。粗加工计算出合适的定位角度五轴定位加工去除大余量,半精加工与精加工刀具轨迹基本一致,本文主要介绍如何编制精加工刀具路径。
三、创建加工策略及应用
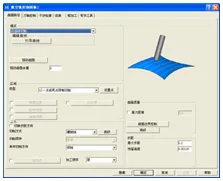
图2 进入五轴航空铣控制面板
Cimatron五轴加工策略多种多样,灵活性非常强。主要有以下几种:①平行铣;②沿曲线铣;③两曲线之间仿形铣;④平行于曲线铣;⑤曲线投影;⑥两曲面之间仿形铣;⑦平行于曲面铣。弯管零件的独特性,造成选择加工策略的局限性。弯管内圆面为筒状弯曲面,适合的加工策略有“两曲线之间仿形铣”和“沿曲线铣”,考虑选择曲线的方便性故本例使用“沿曲线铣”。
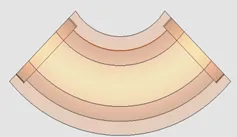
图3 选择引导曲线
创建一个高级五轴航空铣刀具轨迹。新建一个程序,主选择选“五轴加工”,子选择选“航空铣”,进入五轴航空铣控制面板如图2。选择引导曲线如图3红色曲线及驱动曲面弯管的内圆曲面,并设置区域类型控制为“以一点或者两点限制切削”,设置好两点的位置控制刀具轨迹过中间位置,保证两端两次加工有1-2mm重合,以免留下残余量。
四、五轴联动刀轴控制线及应用
Cimatron刀轴控制方式主要有以下几种:
①不倾斜保持与曲面垂直;
②相对于切削方向倾斜;
③根据角度倾斜;
④以固定角度倾斜至轴;
⑤绕轴倾斜;
⑥通过点倾斜;
⑦通过曲线倾斜;
⑧通过直线倾斜;
⑨从点向外倾斜;
⑩从曲线向外倾斜;
⑪相对于叶轮切削层倾斜。
在本例中最理想的刀路轨迹就是绕筒状弯曲面螺旋向下铣削,并且内圆曲面内空间有限,这样将对刀轴有严格要求,防止对已加工表面造成过切,故将刀具轴线限制在一条曲线上,即选用用“通过曲线倾斜”。
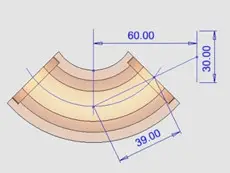
图4 刀轴控制曲线的绘制
合理的刀轴控制曲线可以使刀路更加的光顺,并且刀具不会大幅度摆动。刀轴控制曲线的绘制如图4,利用三角函数关系即可完成。刀具长度的确定,图4上39.00尺寸两端点理论上是最短距离,但是考虑刀柄摆动过程中与零件的干涉故需适当大于39.00。刀轴线长短和圆环内孔直径长短相当,这样可以有效保证刀具加工到最底点和最高点时不过切。刀轴线与中心线距离理论上大于刀具长度即可,这里设置为60.00,略大一点可以减小刀具及刀柄的摆动幅度,使机床运行更加平稳。

图5 设置刀轴控制面板
设置刀轴控制面板如图5,选择刀具将通过曲线倾斜,鼠标点开倾斜曲线按钮并选择辅助倾斜曲线,曲线倾斜类型设置为由始至终。设置好合理的干涉面检查后通过计算即可得出刀具轨迹如图6。另外一侧可以镜像刀轴控制曲线,从新选择引导线和驱动曲面从新计算得到相同的刀具轨迹。
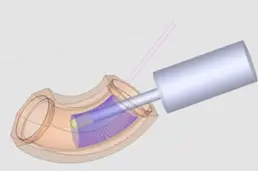
图6
五、仿真模拟及后置处理
仿真模拟为机床实际加工的前期模拟虚拟加工,实际上是加工过程三维动态的逼真再现,可以有效的检测刀具轨迹的正确性及合理性,以及有无过切现象及碰撞现象,有效的降低了对机床的伤害。
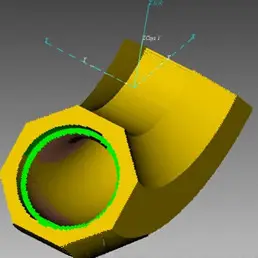
图7 仿真模拟
经仿真模拟无误后选择合适机床后置处理转换刀具轨迹为上机G代码。在MIKRON UCP800五轴联动加工中心上验证后,以上方法切实可行,为弯管五轴联动数控加工提供了合理的技术支持。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















