软件

产品


摘要:
目的 为了适应载荷和安装空间及轻量化的要求,轿车扭力梁正趋于设计成空心封闭变截面高强钢结构,但高强钢成形存在着回弹大、成形精度低等缺点。 方法 针对这一问题,采用数值模拟和实验的方法,开展了 780 MPa 超高强钢扭力梁内高压成形研究,重点研究了预制坯形状对扭力梁内高压成形的影响,并采用响应面模型,优化了预制坯,获得了最优的预制坯形状。
在此基础上,研究了加载路径对扭力梁内高压成形过程的影响。 结果 当扭力梁预成形压下量为 62.2 mm,下模引导角为 29.2°时,得到了最优的预制坯形状。后续内高压成形过程中,支撑压力过小或补料量过大,在试件端部引起起皱缺陷;支撑压力过大或者补料量过小,补料主要集中于端部,对大膨胀量区域影响较小;当采用补料量为 8%的加载路径时,可以有效改善壁厚的分布,避免起皱缺陷。
结论 合理的预制坯形状能够有效避免超高强钢扭力梁内高压成形过程中的飞边缺陷,而加载路径控制是扭力梁内高压成形过程中避免起皱缺陷和过度减薄,提高成形极限和零件成形精度的重要途径。
关键词:扭力梁;内高压成形;预成形;先进高强钢
汽车轻量化技术是采用新成形工艺对汽车零部件进行结构优化设计,或使用轻质材料,在确保汽车综合性能指标的前提下,降低车身重量,以达到减重、节能、舒适、抗震、耐撞和环保的目的。
轻质材料主要包括铝合金、镁合金等低密度合金以及先进高强度钢材。其中铝合金和镁合金价格相对昂贵,需要的设备投资也较大,所以钢材仍旧是车身制造的主导材料。高强钢满足高强度和高成形性的统一,轻量化和碰撞安全性的统一,高性能和低成本的统一,是目前车身制造的重要轻质材料。对汽车零部件进行结构优化设计并且采用新的成形工艺,是当前车身制造工程中的另一重要发展方向。
尤其是轿车后悬挂装置中的扭力梁,采用内高压成形技术制造,不但可以保持原有性能指标不变,同时还实现了减重和节约空间,符合当前的汽车设计理念中的轻量化要求。
轿车后悬挂装置中的扭力梁零件,是当前轿车半独立后悬挂装置中最重要的一个部件,它在车辆行驶过程中对减缓车辆颠簸、保证转弯时的安全,起到非常重要的作用,所以扭力梁的耐用性、扭转强度和扭转刚度的设计是整个后悬架系统的重中之重,尤其是良好的形状设计可以得到合适的应力分布,从而避免应力集中,延长使用寿命,所以在车身制造工程中,扭力梁零件的合理设计也是当前车身设计者最为关注的问题之一。
典型扭力梁主要有 2 种形式:即开口状的 V型或者 U 型结构和封闭截面的管状结构。前者主要依靠厚度 5~10 mm 的钢板一次冲压成形,考虑到装配焊接往往需要预留有一定宽度的法兰。此外冲压板中间夹带一根实心稳定杆结构,其作用就是保持车辆在弯道时的平衡作用,这种方法的优点是可以保证扭力梁本身具备足够的扭转强度和扭转刚度,但缺点是质量大。
随后扭力梁形状由 V 型发展成 H 型,同时为了确保安全性,在凹槽内置一根稳定杆,其作用和原理以及典型优缺点均与 V型一致。为了实现减重,去除稳定杆成了首要考虑的问题,从而扭力梁形状变成半圆弧形,该扭力梁凹槽内不再含有一根稳定杆,而是采用厚度为 10mm 的锻造槽钢,增强扭力梁的整体抗弯抗扭强度,该成形方法能相对减轻重量。
封闭截面的冲压焊接工艺成形的扭力梁虽然在抗弯模量、扭矩方面较开口扭力梁得到大幅度的提高,但是考虑到冲压焊接都要预留焊接法兰,同时焊缝处的强度也很难保证;而管状扭力梁能克服开口状扭力梁和冲压焊接件的缺点,同时能很好地实现减重、高寿命的要求。由于零件横截面为整体封闭结构,不仅提高了整体结构件的强度、刚度和抗弯模量,还提高了结构连续性,同时也降低了重量。充分利用变截面空心零件的优势,采用刚性芯模冲压工艺或者内高压成形工艺来制造扭力梁,是当前扭力梁制造业的发展趋势。
本文采用数值模拟和实验的方法,开展了超高强钢扭力梁内高压成形的研究,重点研究了预制坯形状对扭力梁的内高压成形的影响,并采用响应面模型,优化了预制坯形状,得到最优的预制坯形状。在此基础上,研究了加载路径对内高压成形过程的影响,成功研制出了 780 MPa 高强度轿车整体封闭变截面扭力梁。
1工艺分析与成形方案
1.1 零件特征及截面分析
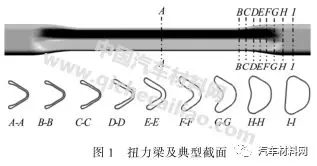
图 1 为扭力梁数模及典型截面形状,管件为 V型结构,以 A-A 截面为对称面,零件左右对称,并且零件的轴线为空间曲线,沿轴线方向截面形状变化复杂,截面变形程度大,从端部到中间 V 型截面形状变化到端面的类梯形截面形状。沿管件的轴线方向截面的宽度也发生很大的变化,最小宽度为90 mm,位于 V 型区域,最大宽度为 120 mm,位于端部区域。
1.2 管材胀形性能测试
管坯初始材料选用超高强钢 Dome 700MC,直径为 101.6 mm,壁厚为 2.8 mm。采用管材胀形测试的方法获得管材的力学性能,测试过程中采用端部约束的方式,加压过程中不补料,选择不同长径比进行胀形性能测试,根据测得的试验数据,经过计算得到管材的屈服强度δs 为 796 MPa,抗拉强度δb 为 865 MPa,延伸率为 19.1%,硬化指数 n值为 0.06,材料强度系数 K 值为 1050 MPa。
1.3 工艺方案设计
根据扭力梁零件的特点,成形的主要工序包括预成形和内高压成形 2 个典型过程,如图 2 所示,此外还包括下料和端部切割等辅助工序。
扭力梁的预成形主要是指截面形状的预成形,是通过机械挤压的方式使管坯的截面形状预先发生变形;而内高压成形工序是通过高压液体的作用,使管坯和内高压成形模具贴合成形为最终的零件。
在所有成形工序中,预成形工序是扭力梁成形的关键工序,预成形的主要目的包括 3 个方面:
一是使管坯预先发生变形,保证管材在内高压成形过程的顺利合模,避免出现飞边等缺陷;
二是预先合理地分配材料,使管坯沿周向材料分配合理,保证在内高压成形过程中变形的均匀性和一致性,避免出现局部过渡减薄甚至开裂等缺陷;
三是预先发生变形,减少内在高压成形工序的成形时间,提高生产效率。
2扭力梁内高压成形数值模拟
2.1 数值模拟模型
扭力梁内高压成形数值模拟采用有限元程序LS-DYNA,重点研究了预制坯形状参数变化对扭力梁内高压成形过程的影响。图 3 给出了扭力梁预成形和内高压成形的有限元模型。其中模具被定义为刚性体,管坯单元类型采用 Belytschko-Tsay 壳元,共离散成 30 123 个单元。内高压成形过程中采用 Coulomb 摩擦,模具和管坯之间的摩擦因数为 0.1。内压均匀分布在管坯内表面,并且线性增加到 200 MPa。
2.2 缺陷预测
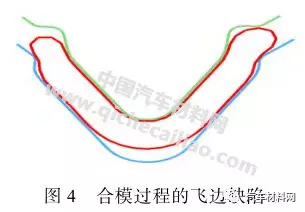
如果预成形不合理,则会出现飞边缺陷,如图4 所示,试件在合模过程即产生严重的飞边现象,金属不能全部进入模腔,堆积于分模面,这种情况无法继续进行内高压成形过程,在实际生产中要严格避免出现类似的现象。否则,不但会使所成形的产品报废,而且飞边会对模具产生很大的损伤。产生这种飞边缺陷的主要原因是管坯原始直径大于扭力梁模具型腔截面宽度,导致在合模的过程中,金属留在分模面以外,所以对于该扭力梁的内高压成形,合理预成形形状是非常关键的。接下来,将采用响应面模型对扭力梁预制坯形状进行优化。
2.3 预制坯形状优化
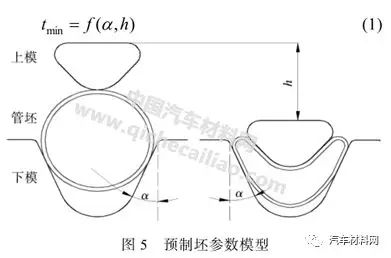
由于试件的最小宽度为 90 mm,初始管坯直径为 101.6 mm,需要通过预成形将管坯的宽度收缩到一定范围,保证在后续的合模过程顺利进行。预制坯形状优化的参数模型如图 5 所示,它包括 2 个优化设计参数:下模引导角 α和上模的压下距离 h。下模引导角是指 V 型下模侧壁和竖直方向的夹角,上模压下距离是指上模的底部和管材接触后开始计算所压下的距离。目标函数采用内高压成形后扭力梁的最小壁厚,其函数表达式如下:
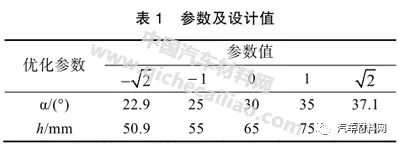
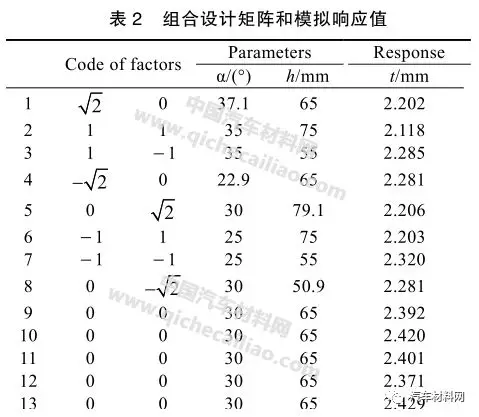
优化方案的设计,采用响应曲面模型。2 个优化参数分布按 5 个级取值,取值分别为-√2, -1,0,1和√2,相应的优化参数及其成形参数见表 1。通过计算软件 Minitab 创建,组合设计矩阵及模拟响应值见表 2。
根据所述响应值的方差分析,对数学回归模型和响应值的变量进行评价。建立一个多变量二次回归模型进行说明,最小厚度可表达如下:
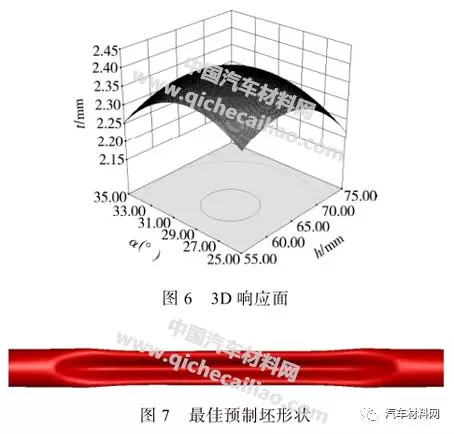
图 6表示 2个参数对响应值的影响三维响应面图,从图 6 中可以看出明显存在峰值,这表明该模型中响应值在参数范围内不是单调变化的。根据遗传算法方法,采用软件 Matlab 获得最佳预制坯形状。最优的模具导角 29.2°,上模最优的压下距离 h=62.2 mm,图 7 给出了最佳的预制坯形状。
2.4 加载路径优化
在内高压成形过程中,加载路径通常包含 3 个方面:合模力和加载时间之间的关系;内压和加载时间之间的关系;轴向进给和内压之间的关系。
图 8为扭力梁内高压成形过程中的加载路径,其中图 8a为合模力和内压随时间的变化曲线,采用可变合模力,即内压随合模力变化而变化,在加载初期,设备提供一个较小的合模力,随着内压的增加,合模力按比例逐步增加,始终大于内压产生的反作用力。
可变合模力加载方式,显著避免内高压成形模具长期处于高应力状态的情况,提高模具的疲劳寿命。图 8b 给出了成形过程中轴向进给和内压的匹配关系,其中初始内压是用来避免因轴向力引起的屈曲。
3扭力梁内高压成形试验
3.1 成形模具
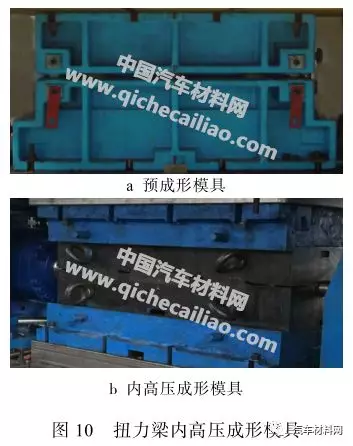
图 10 所示为扭力梁预成形和内高压成形模具,模具包括模座、模块、水平缸、承压块、导柱和导套等,预成形模具安装在 200 t 预成形机上,如图 10a 所示,内高压模具安装在 6000 t 内高压成形机上,如图 10b 所示。
3.2 成形过程与典型缺陷
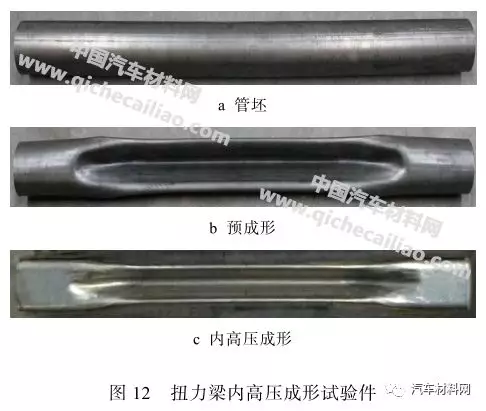
当预制坯形状不合理时,在内高压成形合模过程就会出现飞边缺陷,在管件中间 V 型截面和端部截面的过渡区域,如图 11a 所示。而在内高压成形过程中,当轴向进给大于 8%时,则会在端部过渡区域出现起皱缺陷,即使采用很高的整形压力,皱褶也难以消除,如图 11b 所示。只有当采用合理的预制坯形状和合适的加载路径时,才能成形出合格的扭力梁内高压成形件,如图 12 所示,为扭力梁成形过程中的各工序件,包括管坯件、预成形件和内高压成形件。
3.3 成形精度
图 13 所示为内高压成形后扭力梁的成形精度。成形精度定义为设计尺寸和实际尺寸之间的差异。轴向进给显著改善了各截面的尺寸偏差。当没有轴向进给时,最大尺寸偏差为 2.7%,位于端部位置;当轴向进给量为 4%时,最大尺寸偏差降低到 1.5%;而当轴向进给增加到 8%时,整个扭力梁的尺寸偏差在可接受的范围 0.5%以内。
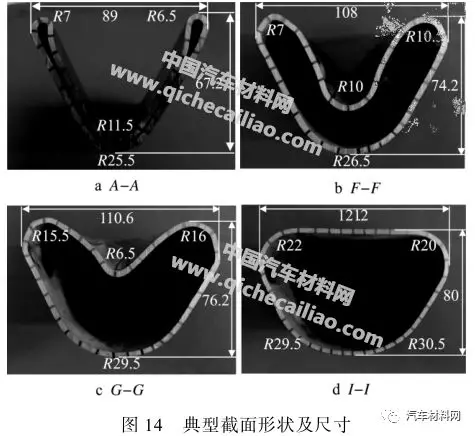
对 4 个典型截面进行尺寸测量,获得了这典型截面长宽以及圆角半径等参数,如图 14 所示。截面 A-A 水平方向最大长度为 89 mm,竖直方向最大长度为67.2 mm。截面F-F水平方向最大长度为108mm,竖直方向最大长度为 74.2 mm。截面 G-G 截面水平方向最大长度为 110.6 mm,竖直方向最大长度为 76.2 mm。截面 I-I 水平方向最大长度为121.2 mm,竖直方向最大长度为 80 mm,各截面尺寸满足成形精度的要求。
4结论
采用数值模拟和实验的方法,开展了 780 MPa超高强钢扭力梁内高压成形的研究,重点研究了预制坯形状对扭力梁内高压成形的影响,并采用响应面模型,优化了预制坯形状,获得了最优的预制坯形状。在此基础上,研究了加载路径对扭力梁内高压成形过程的影响,所得结论如下。
1) 预成形工序是扭力梁内高压成形的关键工序,而压下量和下模引导角是 V 型扭力梁预成形的重要参数。当扭力梁预成形压下量为 62.2 mm,下模引导角为 29.2°时,可以得到最优的预制坯形状,能有效避免扭力梁内高压成形过程中的飞边缺陷,保证后续内高压成形的顺利合模和材料预先分配。
2) 加载路径控制是扭力梁内高压成形过程中避免起皱和过度减薄,提高成形极限和零件成形精度的重要途径。当支撑压力过小或补料量过大,在试件端部发生起皱缺陷;支撑压力过大或者补料量过小,补料主要集中于端部,对大膨胀量区域影响较小;当采用补料量为 8%的加载路径时,可以有效地改善壁厚的分布,避免起皱缺陷。
3) 轴向进给显著改善了扭力梁内高压成形件各截面的尺寸偏差。当没有轴向进给时,最大尺寸偏差为 2.7%;当轴向进给量为 4%时,最大尺寸偏差降低到 1.5%;当轴向进给为 8%时,整个扭力梁的尺寸偏差在可接受的范围 0.5%以内。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020