















































软件

产品


1 引言
随着航空工业的发展,为了改善航空航天设备的性能,铝合金整体结构件有了更多的应用。它的特点是尺寸大、壁薄、结构复杂,但板材内部残余应力引起的加工变形直接影响零部件的机械性能、疲劳强度、抗应力腐蚀能力、尺寸稳定性与使用寿命,而且由于变形的存在,大多数情况下被迫增加校正工序,当零件变形较大时,因校正导致零件破坏或无法校正的现象时有发生,即使校正后外形尺寸合格的零件,因锤击后存在内应力甚至裂纹,造成零件早期失效而成为发生事故的重要隐患。
由于高速铣削的发展,残余应力已经变成加工过程中整体结构件宏观( 整体) 变形的主要因素,而在以往的研究中,研究的都是简单的框类结构件,不能达到准确预测复杂整体结构件加工变形的目的。笔者在忽略了切削力、切削热、装夹等因素的影响基础上,通过有限元仿真模拟了复杂的整体结构件的残余应力释放产生的加工变形,通过准确预测整体结构件的加工变形,为企业加工此类产品的加工变形控制提供了依据。
2 初始残余应力释放产生加工变形的基本原理
残余应力是当没有任何工作载荷作用的情况下,存在于结构件内部且在整个结构件内保持平衡的应力。其产生原因是工件某一部分变形受到约束,而局部不均匀塑性变形是残余应力产生的普遍原因。残余应力是在物体未受外力时,在内部保持自身相互平衡的应力系统。即工件内任意界面内的合力矩和合力满足:

金属的切削加工过程伴随着被加工材料的去除,随着加工材料的去除,切削层中的残余应力被逐渐释放,工件的自身刚度也发生变化,原始的自平衡状态被破坏,工件为了达到新的平衡状态而发生了变形,这就是残余应力释放产生加工变形的基本原理。基于以上的公式可通过理论计算和数值模拟对带残余应力毛坯材料切削加过程中的工件变形进行预测,以便在生产过程中采取相应的工艺措施,提高工件的制造精度。
3 有限元模型的建立
3.1 基于Hypermesh 的有限元网格划分
3.1.1 毛坯材料和工件尺寸
在整体结构件的加工过程中,采用的毛坯为矩形截面的板材,毛坯长、宽、高的尺寸为: 2631mm ×1945mm × 30mm。毛坯的材料选7075 - T351 铝合金预拉伸薄板,经过了去应力塑性拉伸- 人工实效处理。要研究铝合金初始残余应力对加工变形的影响,首先得知道铝合金预拉伸板的初始残余应力,通过剥层法测得初始残余应力分布曲线如图1所示。加工成型的铝合金整体结构件如图2 所示,加工完成的工件尺寸为2631mm × 1945mm × 15mm,其中框架高12mm,宽9mm。

3.1.2Hypermesh 下的网格划分
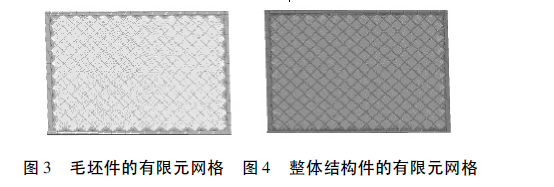
此整体结构件模型相对复杂,为了提高前处理的速度和实现复杂模型的残余应力仿真,将建好的Pro /E 三维模型导入到Hypermesh 中,运用Hypermesh强大的网格划分能力实现了整体结构件的网格划分。网格划分时,考虑到残余应力的加载,毛坯件沿着厚度方向等长度划分单元,每一层单元独立建立一个set。而且毛坯件的铣削加工材料去除部分和整体结构件划分在两个不同的component 中,材料去除部分的三维有限元网格沿着厚度方向每一层划分到一个set 中,以模拟材料的层层去除对整体结构件变形的影响。毛坯和整体结构件的有限元网格模型如图3、图4 所示。
毛坯件的有限元模型有312521 个节点,281150个单元,单元质量检查最小雅克比为0. 66,最小角度为43°,满足有限元计算要求。
3.2 初始残余应力的施加及边界条件
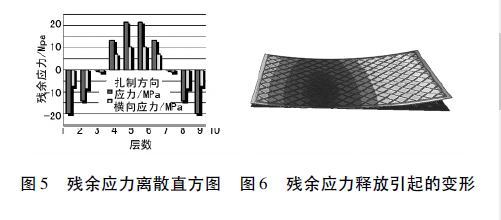
将Hypermesh 有限元前处理的结果输出为inp文件,导入到ABAQUS 中。如图5 所示,将上述残余应力的曲线离散化,按照“力平衡,力矩平衡”的原则得到各层对应的平均应力。编写ABAQUS 中的inp文件,加载整体结构件的各层残余应力。边界条件采用3 - 2 - 1 约束方式,即在零件的底面选取不共线的三点,这三点分别被约束住万YZ,YZ 与X 向平移自由度,这样既限制了工件的刚性位移,又保证了工件内残余应力的重新分布能引起自由变形。
3.3残料去除的模拟技术和模拟过程
在ABAQUS 中,材料的去除过程是用单元生死技术模拟的,即将有限元中的刚度矩阵( 或热传导系数以及其它相似的量) 乘以一个非常小的衰减因数,使其失效而“杀死”单元。本文的铝合金整体结构件沿着厚度方向每3mm 划分一层单元,用生死单元技术模拟单元的去除,每去除一层单元,ABAQUS 作为一个载荷步计算一次,这样,随着材料的去除,去除部分的残余应力被逐层的释放,残余应力的自平衡状态被破坏,工件的刚度逐渐的降低,变形逐渐凸显出来。
4 有限元仿真结果分析
图6 为残余应力释放后引起的整体结构件的加工变形云图,可以看出随着残余应力的释放,整体结构件的翘曲变形越来越大,图中的虚线表示工件理想形状,实线表示变形后的工件形状。
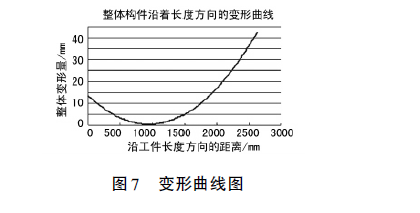
在整体结构件底面沿着轧制方向选择一条path,path 中选择所有的节点,绘制出沿着扎制方向底面的变形曲线图,如图7 所示。
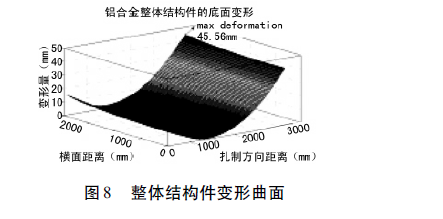
将底面的所有单元变形值从变形数据库中提出,绘制出整体结构件变形曲面图,如图8 所示。
由图7、8 可知,底面的变形主要是残余应力引起的沿着长度方向的“曲翘”变形,由于宽度方向的尺寸小,并且S22 较小,其“曲翘”变形很小。最大变形值为45. 56mm,发生在坐标( 2631, 1945) 处。工件发生加工变形的同时,导致完工零件残余应力的重新分布,破坏了毛坯中初始残余应力的分布规律。毛坯中,层与层之间的初始残余应力于中心层对称分布,模拟加工随着应力的释放引起应力集中,特别是有肋的地方应力集中较大。
毛坯初始残余应力对加工变形有重要的影响,为了提高此整体结构件的制造精度,可以通过降低和均匀化残余应力、长度方向加筋板等方案控制整体结构件的变形。
Hypermesh 和ABAQUS 的合理应用,使得仿真预测复杂整体结构件的加工变形得以实现,变形预测能降低航空制造企业产品的事故率。如果通过Hypermesh开发航空整体结构件加工变形的流程一体化程序,配合应力测量实验,航空整体结构件的加工变形仿真的应用将会更加广泛。
5 结论
通过Hypermesh 软件完成了整体结构件的网格划分,提高了有限元前处理的速度,简化了整体结构件残余应力的加载和去除,保证了整体结构件的加工变形仿真。为复杂的整体结构件的加工变形仿真提供了可用的前处理方案。
给出了有限元仿真的相关技术,综合运用Hypermesh和ABAQUS 完成了整体结构件残余应力作用下的加工变形仿真,并总结了残余应力影响下的加工变形规律和应力变化规律。
分析了仿真结果,提出能有效较小加工变形的方法。通过现场调研,验证了有限元仿真结果的可靠性,可以指导生产实践。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















