















































软件

产品


摘 要:
选用生物降解塑料作为原材料,将构建的国际象棋棋子三维模型导入Moldex3D软件,根据模型结构特点设计流道和冷却水路等,修复和生成网格,再依据材料特性设置成型条件,模拟国际象棋的注射成型过程。根据初始模流分析结果,对流动波前温度、充填压力、凹痕位移和翘曲进行讨论。结果发现,在初始成型条件下制品表面存在严重的凹痕和翘曲问题。因此基于以上实验结果,调整成型条件,以保压时间(A)、最大保压压力百分数(B)(代表实际保压压力)和冷却时间(C)为控制因子,设计三因子三水平的正交试验,并利用方差分析进行验证。通过极差R分析发现3个控制因子对凹痕位移的影响程度为R (B)>R (A)>R (C),对翘曲的影响程度为R (A)>R (C)>R (B),确定了成型参数的最优组合为A3B3C3,即当保压时间为20 s,最大保压压力百分数为77%,冷却时间为30 s时,国际象棋棋子的质量最好,凹痕位移最大值为0.041 mm,比初始结果降低了84.4%;翘曲总位移最大值为1.342 mm,比初始结果降低30.5%。方差分析显示对凹痕位移和翘曲影响最大的分别为最大保压压力百分数和保压时间,与正交试验的极差分析结果一致,验证了分析的准确性。
关键词:Moldex3D;国际象棋;生物降解塑料;正交试验;方差分析;
随着科技的发展,计算机辅助工程在工业生产中的作用越来越重要,各种新颖的软件涌入市场,为现代化生产注入了不竭的动力,例如用于工业设计和机械设计的Solidworks,CATIA软件和UG软件等[1,2]。Moldex3D软件适用于塑料注塑行业,通过模拟塑料注射成型的过程,预测制品可能出现的问题。使用者可以通过软件了解塑料熔体在模腔里的状态、查看制品在注塑过程中温度、压力、熔融区域等参数的分布,再根据实验结果分析及时调整生产工艺,减少实际生产中出现的质量问题,达到缩短成型周期、降低生产成本的目的。Moldex3D软件以其分析快速、简单易学的特点,为短时间提供优化方案\节约模具修改时间提供可能,在塑料注塑行业和模具生产中有广阔的发展前景[3,4,5]。
生物基可降解材料如聚乳酸(PLA)、聚羟基烷酸酯(PHA)、纤维素、全淀粉基等,已广泛地用于包装、生物医疗、纺织业等领域[6,7,8,9]。生物基可降解材料废弃后能被土壤中的微生物和水分子分解成小分子,对环境无污染,属于环境友好材料[10,11]。PLA/聚己二酸/对苯二甲酸丁二酯(PBAT)复合材料兼具PLA的高强度、良好的加工性能和PBAT的韧性[12,13],拉伸强度达到41.5 MPa,断裂伸长率达到147%,具有良好的力学性能。将其作为国际象棋等玩具的生产原料,能缓解传统不可降解塑料给环境带来的压力。笔者利用自制的PLA/PBAT可降解复合材料为原料,将其性能数据导入Moldex3D数据库,模拟国际象棋的注射成型过程,根据结果分析,得到最佳成型工艺条件。
1 模型建立与前处理
1.1 产品参数及模型
根据图1的国际象棋棋子图纸,用CATIA绘图软件分别建立国际象棋6种棋子的三维立体模型,将其导入Moldex3D。6个模型底座直径最大46.5mm,最小39 mm,厚度分布在2.599~46.5 mm,平均厚度19.581 mm,其中棋子马的头部厚度为12 mm。具体尺寸见图1。仿真模拟用的材料为PLA/PBAT复合材料,其质量比为80/20,将性能参数[熔体流动速率(170℃,38 N)为20 g/10 min,结晶温度为100℃,泊松比=0.36等]导入软件,模拟国际象棋的注塑过程。塑料熔体温度为160~230℃,模具温度为20~40℃,推荐模具温度为30℃,顶出温度为80℃。图2为国际象棋棋子模型图。
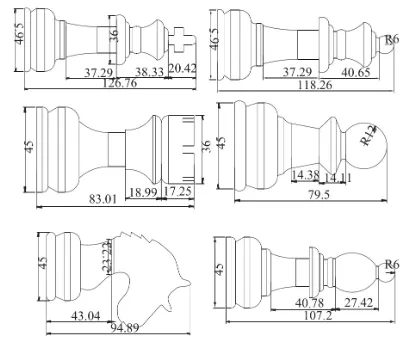
图1 国际象棋棋子图纸
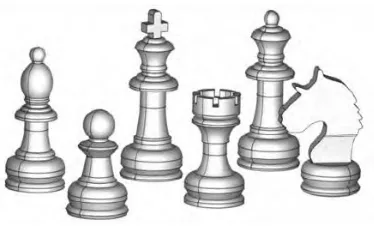
图2 国际象棋棋子模型图
1.2 浇注系统及冷却管道的建立
为了减少在浇注过程中发生熔体流动不平衡现象,将流道设计为平衡流道,如图3所示。采用一模六腔的设计进行生产,模拟每个棋子的注射成型过程。流道选择圆形,主流道直径为10~12 mm,横流道直径为12 mm,竖流道直径为6~8 mm。因为棋子为实心结构,壁厚大,所以流道设计为热流道。热流道能准确地控制塑料熔体的温度,使熔体状态均匀地流进模腔,并且热流道注塑压力损耗较低。另外,根据棋子结构特点,选择针点浇口,可以在注射完成时使流道和浇口自动分离,浇口位置位于象棋底部,直径为4~6 mm。
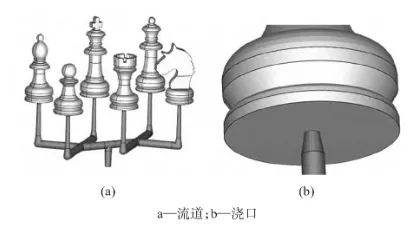
图3 流道和浇口设计
冷却水路设计如图4所示。冷却水路设计为环形水路,直径为8 mm。冷却系统中用水作为冷却液,水路温度为40℃,流量为100 cm3/s。
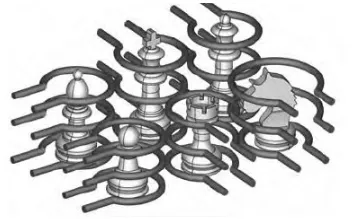
图4 冷却水路设计
1.3 模型的修复与网格的建立
将CATIA绘制的国际象棋模型导入CAD doctor,修复模型表面缺陷。模型导出回到Moldex3D Studio界面,撒点生成表面网格,随后用修复精灵或者手动操作对表面网格进行优化,建立流道和模型塑件实体网格。网格长度2 mm,总计实体网格数量637 372个,图5为棋子模型的网格建立和修复。
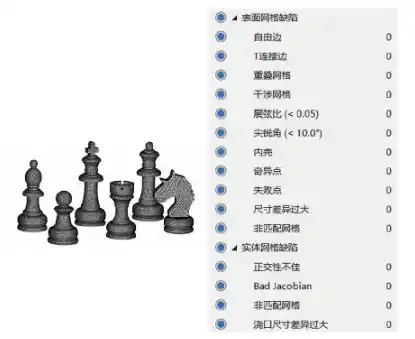
图5 棋子模型的网格建立和修复
1.4 工艺条件
6个国际象棋棋子的总体积为389.62 cm3,热流道的体积为76.95 cm3。根据材料特性和工艺经验设定以下参数:充填时间1.2 s,保压时间10 s,最大保压压力170 MPa,实际保压力以最大保压压力百分数表示设为49.3%,塑料温度195℃,模具温度40℃,冷却时间9 s,开模时间3 s。分析顺序自定义为冷却、充填分析、保压分析、冷却、翘曲变形。
2 基于Moldex3D软件的模流分析结果
2.1 流动波前时间分析
流动波前时间为从熔体进入浇口开始最前端到达各个位置所用的时间。通过流动波前时间分析,可以了解熔体在注塑过程中不同时刻的流动波前位置,检视是否有短射、缝合线、包封、流动不平衡等问题的发生,除此之外还可以得到每个浇口贡献度的大小。虽然有6个浇口,但每个浇口对应独立的制品,又因为棋子为实心圆柱体,所以不存在浇口贡献度差别大或者流动不均匀的问题。
流动波前时间分析如图6所示。通过充填流动波前时间演示得到6个棋子完全充满的时间为0.975,0.977,1.014,1.050,1.056,1.059 s,充填时间最大值与最小值仅相差0.084 s,基本同时充模完成。所以证明流道设计合理,不存在短射或者过度充填的情况。

图6 流动波前时间分析
2.2 充填压力分析
通过压力分布图可以了解塑件在充填过程的压力分布情况,从而判断压力传递情形,避免熔胶保压过度或者出现毛边。充填压力能提高熔体的流动性和填充率,减小流动阻力。注塑压力应在一定范围之内,能保证熔体充填速度即可,压力过大则会对机器产生不利影响。通过图7分析充填压力可以看出,进浇点处充填压力最大为29.766MPa,浇口处压力为20 MPa左右,流道压力降较小,说明流道设计合理。
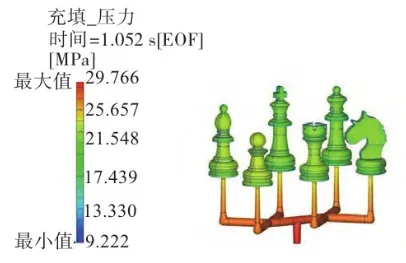
图7 充填压力分析
2.3 缝合线分析
缝合线也被称作熔接线、熔接痕或结合线,当两个熔体流动波前相遇时,便产生了缝合线。关于影响缝合线的因素,一方面,相遇的两股熔体的温度差异越大,缝合线越严重;其次,熔体分子链相互作用力越大,缝合线越明显;最后,添加玻纤的材料容易产生缝合线。由图8知,棋子表面没有缝合线,这是因为棋子表面无孔洞、加强筋等复杂的结构,熔体流动过程中阻力小,没有分开的流动波前;另外在本产品原料中没有纤维的加入,所以产品表面没有缝合线的出现。
图8 缝合线分析
2.4 凹痕位移分析
在制品生产的过程中,凹痕是出现频率最高的表面缺陷。由于注射进模腔的熔体冷却不均匀,先冷却的部分表面变硬,导致内部产生气泡,冷却慢的熔体在气泡方向收缩,形成了凹痕。因为棋子体积较小,用凹痕位移能较好地表示制品的外观质量。从模拟结果可以看出,此成型条件下的制品外观质量较差,凹痕位移达到0.263 mm,表面缺陷肉眼可见。这是由于棋子是实心结构,保压压力不足导致材料发生冷缩,从而制品表面凹痕位移较大。后续优化设计可以从延长保压时间或者提高保压压力入手。

图9 凹痕位移分析
2.5 翘曲分析
翘曲变形分析是考察制品质量和工艺最直接的数据,同时是对产品的形貌和性能产生较大影响的一项指标。翘曲受温度、压力、纤维配向、产品设计等因素控制,根本原因是熔体生产过程中的不均匀收缩。在生产过程中,应尽量避免翘曲位移对产品外观质量产生的不利影响。
翘曲总位移代表了所有效应导致的翘曲分布如图10所示,翘曲总位移最大值为1.930 mm,X轴方向翘曲位移最小,为-0.67~0.611 mm,Z轴方向翘曲最大,为-1.930~1.074 mm,翘曲的正负值表示两个相反的方向。翘曲严重的部分位于较高三个棋子的上方,因为该部位离浇口较远,保压压力不足,导致发生翘曲。
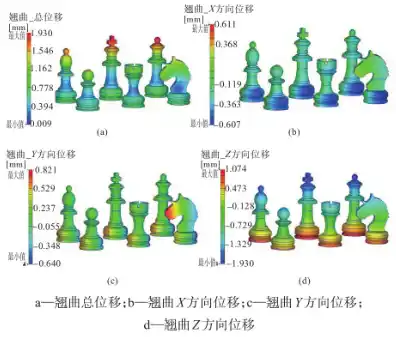
图1 0 翘曲结果分析 、
3 基于Moldex3D的正交试验
3.1 正交试验设计
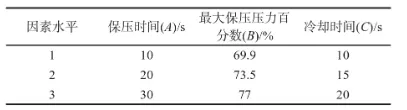
正交试验是一种多因素多水平的试验设计方法,所选的数据具备分散均匀、整齐可比的特点,对于科学研究来说正交试验是高效而经济的设计方法[14,15,16]。基于初始分析结果,发现棋子的表面存在较严重的凹痕和翘曲变形,影响制品的外观质量。为了得到表面质量良好的制品,根据凹痕和翘曲的影响因素,调整保压时间、最大保压压力百分数和冷却时间,设计一个三因素三水平的正交试验,具体列于表1。因为初始分析时设定的最大保压压力百分数为49.3%,也就是保压压力为83.81 MPa,压力值过小,导致凹痕位移较严重,所以正交试验中将最大保压压力百分数提高到69.9%~77%左右,避免实验范围过大。
表1 正交试验因素与水平
3.2 凹痕位移和翘曲总位移极差分析
对于体积小的产品来说,表面凹痕位移大于0.06 mm是比较明显的缺陷,严重影响制品性能。表2为正交试验的结果,发现增大保压时间和最大保压压力百分数后,凹痕位移显著下降,最小达到0.043 mm,说明优化效果显著。表3为凹痕位移极差分析。由表3知,三个因子的极差R大小顺序分别为R (B)>R (A)>R (C),这说明B (最大保压压力百分数)对凹痕位移的影响最大,C (冷却时间)的影响最小,最优组合为A3B3C1,即当保压时间30 s、最大保压压力百分数为77%、冷却时间为10 s时,产品的凹痕位移最小。
表2 凹痕位移和翘曲总位移正交试验结果
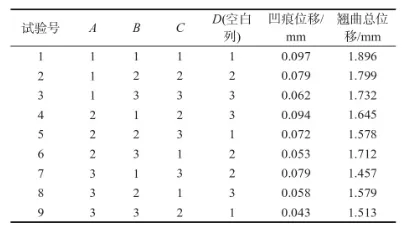
表3 凹痕位移极差分析
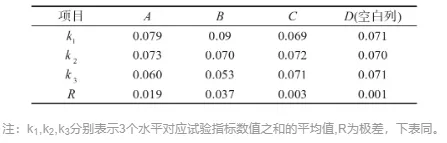
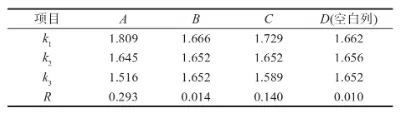
表4为翘曲总位移极差分析。正交试验结果显示,最佳组合为A3B2C3或A3B3C3。由表4可知,3个因子的极差R大小顺序分别为R (A)>R (C)>R(B),说明因子A对翘曲总位移的影响最大,B对翘曲总位移的影响最小。严重的翘曲对塑料制品的组装产生不利影响,影响其使用性能。所以针对翘曲总位移严重的产品,可考虑提高保压时间和冷却时间。综合考虑凹痕位移和翘曲总位移两个因素,确定最佳组合A3B3C3为后续优化试验的成型条件。
表4 翘曲总位移极差分析
3.3 凹痕位移与翘曲总位移方差分析
方差分析与极差分析相比更具准确性,利用方差分析可以将因素水平改变引起的变化与实验误差引起的数据变化区别开来。凹痕位移方差分析列于表5。发现因素B (最大保压压力百分数)的离差平方和最大,说明其对凹痕位移的影响最大。在表6对翘曲总位移的方差分析中发现,因素A (保压时间)对其影响最大。这与极差分析结果一致,证明了方差分析的准确性。
表5 凹痕位移方差分析
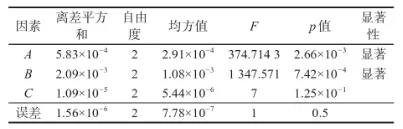
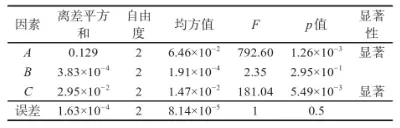
表6 翘曲总位移方差分析
3.4 凹痕位移与翘曲总位移优化后结果
经过极差分析和方差分析,选取最佳成型参数组合A3B3C3进行模拟实验,结果如图11和图12所示,当保压时间30 s、保压压力最大百分数为77%、冷却时间为20 s时,凹痕位移最大值为0.041 mm,翘曲总位移最大值为1.342 mm,与初始分析比较,分别降低了84.4%和30.5%。这说明利用极差分析和方差分析改善制品质量的方法,适用于本试验。总的来说,导致制品发生凹痕位移和翘曲变形的主要原因要有两个方面:一方面由于棋子为实心主体结构,厚度较大,需要足够大的保压压力和保压时间来确保制品能充分进行保压补缩;另一方面,厚度较大的产品相应的冷却时间需要延长。所以注射成型需要综合考虑各种工艺参数,才能生产出外观质量和使用性能符合要求的产品。
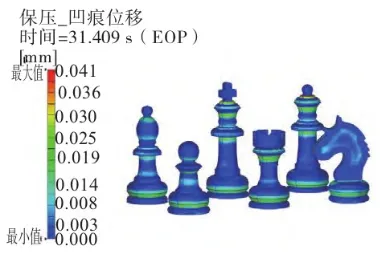
图1 1 凹痕位移优化分析

图1 2 翘曲总位移优化分析
4 结论
1)调整生产工艺并设计正交试验,经过极差分析和方差分析发现因素B (最大保压压力百分数)对凹痕位移影响最大,因素A (保压时间)对翘曲变形的影响最显著。
2)通过分析得出结论,当保压时间为30 s、最大保压百分数为77%、冷却时间为20 s时,凹痕位移最大值为0.041 mm、比初始结果下降84.4%,翘曲总位移最大值为1.342 mm,比初始结果降低30.5%。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















