软件

产品


导线准备
01导体损伤
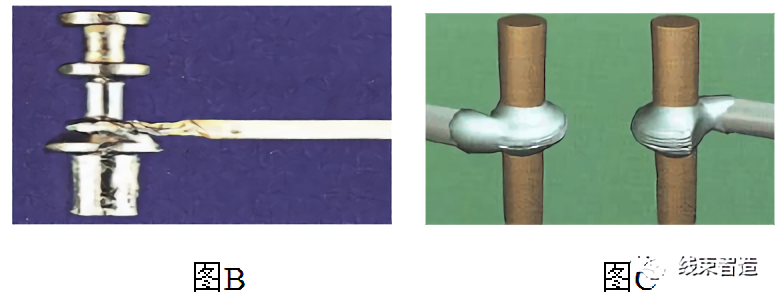
合格:导体没有划伤,缺口,被切断或其他损伤;导体划伤,缺口和被切断(图B)的程度不能超出“表1”所示。
不合格:导体划伤,缺口和被切断的程度超出“表1”所示。
02导体变体/呈鸟笼状
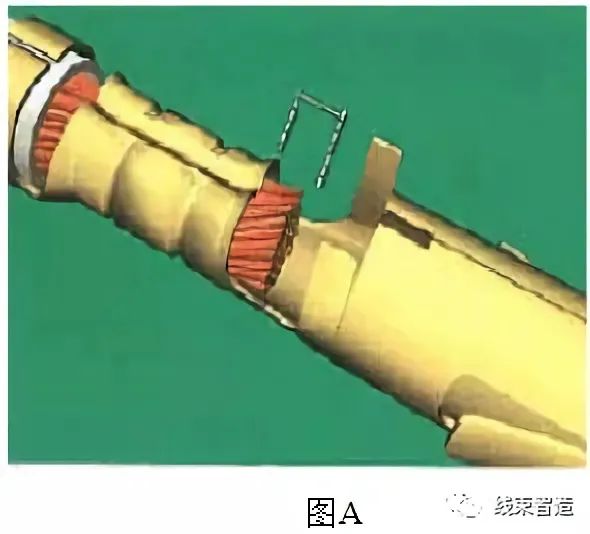
目标(图A):股线没有压扁,散开,弯折,打结或其他形变;股线的原状没有受干扰。
合格(图B):股线散开(图C)中箭头所指的鸟笼形,但没超过1倍股线直径或绝缘皮外径;剥绝缘外皮时被接直的股线被大致恢复至原来的螺旋状;股线无打结。
不合格:股线散开超过了1倍股线直径,但无超过导线绝缘皮的外径;股线螺旋状不再保持;股线伸出导线绝缘皮的外径;股线打结。
03绞线
合格:绞距是绞线线束外径的8到16倍。
不合格:绞距小于绞线线束外径的8到16倍。
04导体绝缘皮损伤
合格(图A,B):绝缘层被切得整齐且没有收缩,变长,碎屑,变色,腐蚀、烧伤;绝缘层经过剥皮后有轻微的均衡的印痕;绝缘层的厚度减少<20%;绝缘层的不平整度绝缘层<外径的50%或<1mm;绝缘层在剥皮过程中产生变色。
不合格:绝缘层被切到或损伤;绝缘层的厚度减少>20%(图C、D);绝缘层的不平整度>绝缘层外径的50%或1mm(取较小者)(图E);绝缘层烧焦(图F);绝缘层熔到导线里。
焊接端线
01线材处理——浸锡
注:对于螺牙快速连接和铆压连接的线材无须浸锡。
目标(图A):多股线均匀地覆盖一层焊料,导线股线易于识别;接近绝缘皮末端无上锡的股线长度小于1个线径(D)。
合格:焊料润湿导线上锡的部分,浸透多股线内部的股线;锡料沿导线芯吸,未延伸到导线导线需要保持扰性部分;焊料涂覆平滑,股线轮廓可辨识;股线轮廓不可辨识但焊料不影响外形、装配、功能。
不合格:焊料未浸透多股线里面的股线;针孔、空洞、不润湿、退润湿超过了需要上锡机面积的5%(图B);接近绝缘皮末端上锡的股线长度大于1倍线径(D);
焊料未润湿导线的上锡区域;股线在安装到接线柱或衔接(除散接外)之前未上锡;导线上锡区域的的焊料堆积或焊尖影响后续组装工序(图C);股线上锡妨碍了外形,装配和功能;焊料延伸到导线需要保持扰性的部分。
02清洁
1)焊锡前清洁
合格:端子、引线和导体焊锡前清洁,可焊性良好。
不合格:端子、引线和导体焊锡不清洁,可焊性差。
2)清洁(微粒物质)
合格:无任何微粒物质。
不合格:组装件上有脏污和颗粒物质,如锡点、锡球、脏污、棉绒、金属微粒等。
3)锡渣
合格:没有看得见的锡渣; 有锡渣,但不影响产品外观和测试。
不合格:在无电气导通的导体间,有锡渣附着、缠绕或架接;锡渣影响产品外观和测试;可能会扩散到其他表面的湿的、粘的或过多的锡渣;在会影响电气接触的配合表面上有免洗型锡渣。
03绝缘
1)导线绝缘皮——间隙
目标:在绝缘层末端和锡带顶端子间有1倍线径的绝缘间隙
合格:绝缘间隙不超过2个线径,或1.5mm,(两者中取较大者);绝缘间隙没有短接到到相邻导体上;绝缘间隙接近0。
不合格:绝缘间隙超过2个线径或1.5mm(两者取大),但不允许短接到相邻导体上;绝缘间短接到相近导体上。
2)绝缘——焊后损伤
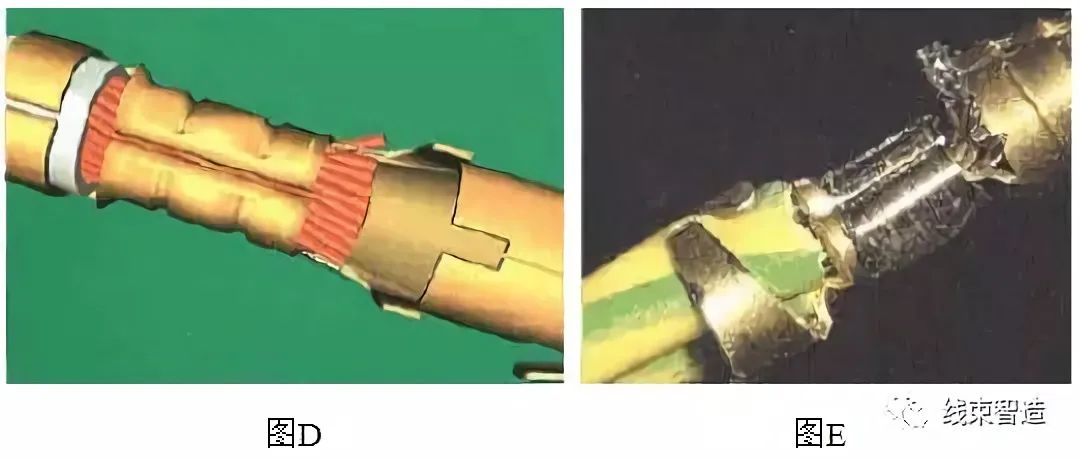
目标(图A):绝缘层没有熔化、烧焦或其他来自焊锡工艺的损伤。
合格:绝缘层轻微融化(图B); 焊锡覆盖在绝缘面(过程中需立即改善)(图C)。
不合格:绝缘层被烧焦(图D);绝缘层因融化,烧焦导致焊点脏污。
3)绝缘套管
目标:绝缘套管包住连接器端子,并在线材绝缘层上伸出4倍线径的长度;绝缘套管距离连接器端子进入连接器衬套的距离是1倍线径。
合格:绝缘套管包住连接器端子和线材绝缘层的距离>2倍线径;绝缘套管距离连接器端子进入连接器衬套的点的距离>0.5倍线径,≤2倍线径。
不合格:绝缘套管破裂(图A,A);绝缘套管距离连接器端子进入连接器衬套的点的距离<0.5倍线径(B),>2倍线径(C);绝缘套管没有紧固(D)。
焊接
01焊接的总体要求
目标:锡带外观光滑,对所焊的芯线和零件显示很好的渗透状况;芯线和零件的轮廓容易被辨认;芯线和零件的焊点有羽毛状的边缘;锡带有明显凹面。
合格:有证据显示,锡的渗透性和在焊点上牢固粘着,形成的接触角≤90°。
不合格:无渗透;无焊接上;不平滑;冷焊;破裂;吃锡不足;杂物;违反最小电气要求;焊点污染;除焊点条件有限外,焊点接触角度>90°。
02焊接的要求——钩在引脚上焊接
目标:焊锡100%填满线与端子表面的接触区;锡的高度超出线径的75%;焊锡与被焊金属形成良好合金,焊点呈羽毛状边界;在焊点中线清晰可辨。
合格:线与端子表面的接触区中,至少有75%填满焊锡;锡的高度超出线径的50%;线股可辨。
不合格:线股不可辨认;焊点存在孔洞,不能满足最小要求;焊点高度<线径的50%;锡没有熔进线或焊接端子中。
03焊接的要求——钩在一起焊接
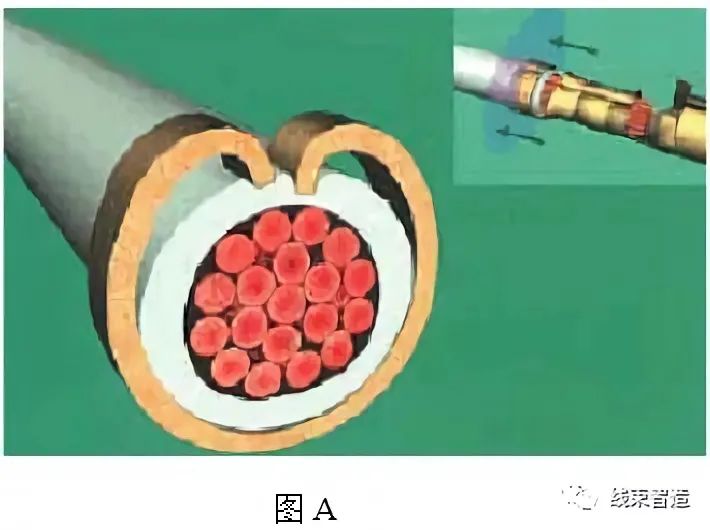
目标(图A):焊接的引脚轮廓清晰可辨,焊点光滑;焊锡填满所有的接触区域。
合格(图B):75%<焊锡填充程度<100%。
不合格:焊锡填充程度<75%(图C);焊接处点角度>90°。
04焊接的要求——杯口状焊接
目标:焊锡渗透整个杯口内部;杯口处无锡。
合格:杯口外有很薄的一层锡;75%<杯口内部的锡<100%;杯口处锡不影响安全间距和可靠性。
不合格:杯口内部的锡<75%(图A);杯口处锡影响安全间距和可靠性。
端子铆压压接
01铆压的外形要求
目标:
1.绝缘完全包住并延伸到绝缘的铆压片;
2.若是多股线,应该所有线穿过绝缘的铆压片;
3.绝缘皮处的铆压不能切断或破坏绝缘;
4.绝缘铆压片完全包住并支撑绝缘皮绝缘端子铆压,绝缘铆压均匀的形成并在不伤及绝缘的基础上和导线的连接紧密。
合格:
1.铆压片使绝缘面微小变形,但不会使导线的绝缘皮切断损坏,冲击或割除(图A);
2.绝缘铆压片给导线绝缘面提供最小180°的支持,并且两个片与导线的绝缘皮的顶部靠在一起;
3.铆压片环绕但不会在顶部闭合,可是会形成一个45°开角或更接近顶部;
4.绝缘端子外的绝缘套在铆压后贴紧端子。
不合格:
1.铆压片刺破绝缘皮且接触到导体(图A);
2.缘铆压片没有在绝缘周围提供最小180°的支持(图B);
3.铆压片在导线顶部环绕,形成>45°开角(图C);
4.两块铆压片环绕但没有压到绝缘皮(图D);
5.中心导体在绝缘铆压区(图E);铆压区内有股线被压住(图F)。
02绝缘皮检查窗口
目标:绝缘皮和导体在检查窗的中间位置(图A)
合格:
1.绝缘体和检查窗口都可见(图B);
2.绝缘皮平齐但没有进入导线的铆压区域(图C-1);
3.绝缘皮与绝缘铆压片检察铆压片检查窗口的边平齐但没有进入到检查窗口的区域(图C-2)(图C-1、-2在制造过程中需改善)。
不合格:
1.绝缘皮延伸到导体铆压区域(图B所示,箭头所指绝缘终端在铆压区域);
2.绝缘皮和导体的交接线在绝缘铆压范围内(图C所示,箭头所指绝缘终端在铆压区域内)。
03导体铆压
目标(图A):
1.没有绝缘皮在导体铆压区域;
2.导体延伸到齐平区域的中间;
3.没有导线断开、折返到铆压区域,没有被导体铆压片压住;
3.在铆压区域的铆压中心有正确的喇叭口;
4.铆压印痕统一并按照厂家要求连接;
5.在铆压后没有香蕉状的变形;
6.锁片没有变形或损坏;
7.导线没有扭曲,断线或改变以适合端子。
合格:
1.连接有微小的变形,但是不会影响到结构,装配,功能或可靠性(图B);
2.导体在铆压区域的终端平齐(图A);
3.铆压印痕不均匀,但不会影响到结构、装配、功能或可靠性(图B)。
不合格:
1.填充导线延伸到绝缘片(绝缘套管)之外(图A);
2.绝缘皮延伸到导体铆压区域(图B所示,箭头所指方向在铆压区域内);
3.导体没有延伸到铆压区域外,并在喇叭口的平齐边缘终端不可见(图C、图D)端子或连接的变形(香蕉状)影响到结构、装配或可靠性(图E);
4.在铆压区域外有未压到的导线,折返的线和多余的线(图F)。
04铆压口、喇叭口
(喇叭口区域指的是图A 1,2中导体铆压区域的一部分)
目标:
1.在每一个导体铆压区的两个终端都有喇叭口;
2.喇叭口高度一般是到导体边的完全距离是端子/连接的金属厚度的2倍(图B所示)。
合格:
1.喇叭口只在导体插入的终端(1)处有,而铆压终端的导体平齐处无喇叭口(2);
2.喇叭口在导体进入处可见,但是小于金属厚度的2倍(图C)。
不合格:
1.在导体插入处的终端没有喇叭口(图D ①所示);
2.铆压后喇叭口过大或尺寸不足(图D ②所示)。
05导体刷
目标(图A):
1.导线通过导体铆压区后有轻微的突起并形成“导体刷子”;
2.导线聚集在一起形成平齐,没有向外张开。
合格:
1.导线没有突出,与铆压终端平齐(图B,1);
2.导体股线没有伸入到接线束的配接区;
3.导线股线张开口,没有伸出超出压接筒的外周边(图B,2所示)
不合格:
1.导线末端没有伸出齐平于喇叭口的末端(图C);
2.任何导体股线伸出超过了压接筒的外周边(图D,E);
3.导体股线伸入到接头配接区(图F,G)。
06残余料带
残余料带指的是:为导线进入后参与料带的终端,它是许多类型端子交互面的终端,(如图A所示)有些类型接线柱的残余料带位于配接端。
合格:
1.连接器或端子没有损伤;
2.残余料带不会影响连接器/端子的完全连接;
3.残留料带长度大于2倍的端子材料厚度,且不影响装配(制造过程中必需改善)(图B)。
不合格:
1.残余料带片的长度大于其材料厚度的2倍(图C);
2.除去残余料带时损伤到连接或端子;
3.连接插入到连接器后残余料片突起;
4.残余料片影响和接头的充分连接;
5.没有残余料片且连接/端子损坏。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020