















































软件

产品


焊接缺陷按特征主要划分为
裂纹、气孔、夹渣、未融合和未焊透、烧穿和变形等六类主要缺陷。焊接气孔是较为常见的缺陷,红外热像检测机理决定其对气孔类缺陷检测的优越性和有效性。鉴于红外热像法在焊缝缺陷检测中的应用还很少见,故本文以气孔缺陷为研究对象,利用workbench建立焊缝气孔缺陷的红外热像检测三维瞬态热力学分析模型,从缺陷定性和定量分析的角度,研究激励方式及激励参数的选取对焊缝缺陷表面温度的影响规律,为实际工程应用中焊缝缺陷的红外热像检测提供可靠的检测依据。
建模以及划分网格
采用脉冲激励方式,主要分为两个过程,主动加热和自然冷却过程,持续时间为5s。
主动加热过程
在0~0.02s内,对试件缺陷表面连续施加热流密度为40000W/m2的脉冲热流,脉冲宽度为20ms,由于脉冲时间较短,为了提高求解精度故应设置较小的载荷子步,此处设步长为0.0004s。自然冷却过程:在0.02~5s 内,删除脉冲热流载荷,此时试件表面与环境空气之间产生对流作用,由于对流时间相对较长,温度变化较为缓慢,故载荷子步步长设为0.1s即可。结果如图所示:
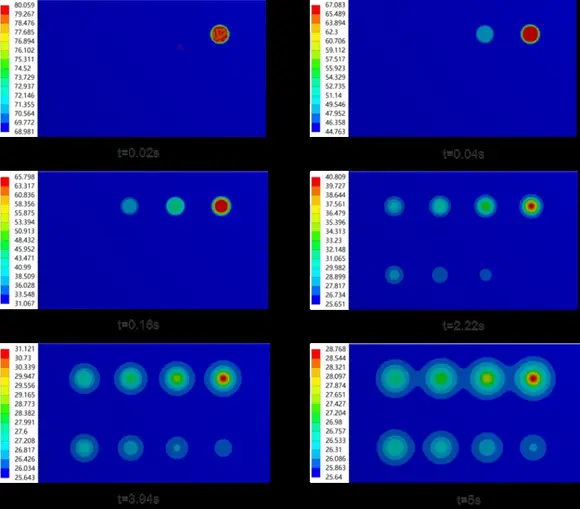
利用ANSYS Workbench瞬态热力学模块对整个热波检测过程进行了模拟,记录了0~5s内试件表面的温度场变化。不同时间区间获取的脉冲红外序列图像如图所示。图中显示了不同深度的缺陷表面温度随时间的变化,由于脉冲时间极短,能量较大,因此试件表面温度上升比冷却速率快。随着时间的推移,热波在试件内传播并扩散到环境中,试件表面温度在5秒时趋于平衡。由图可知深度最浅的缺陷首先在热序列图片中显示出来,是因为距离表面深度最浅的缺陷首先会因为其热导率低,影响热波在材料内部的传播,故深度浅的缺陷表面温度较高,温差大;而缺陷深度较大的地方,其对热波影响较晚且不明显,表面温度较小,温差较小,因此红外热像仪对较深的缺陷检测效果不佳。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















