软件

产品


0 引言
数控转台可作为数控机床的回转坐标,通过第四轴、第五轴驱动转台旋转,实现固定角度或者连续角度的分度,完成复杂曲面加工,并使机床的加工范围扩大[1],其性能对数控机床将产生巨大影响。
如何提高数控转台精度已成为数控机床研究的重点,顾萍萍[2]等对数控转台的蜗轮蜗杆副的传动精度进行了研究,分析了蜗轮蜗杆在不同安装偏差下对蜗轮副传动精度的影响,为提高数控转台精度提供依据。林野[3]等针对数控转台在大转矩切削时回转轴夹紧力不足的现象,提出改进方案以增大回转夹紧力,提高机床稳定性和零件加工精度。于春建[4]等针对蜗轮蜗杆啮合侧隙的不均匀的现状,借助激光干涉仪对转台分度曲线测量,推导了啮合侧隙的最大值,提高了转台的重复定位精度及精度保持性。这些研究大多是从转台结构对其精度进行分析,而数控转台安装条件的影响却鲜有报道。数控转台一般通过螺栓安装于主机,转台及主机的安装表面是经精加工的表面,故主要是转台安装时,螺栓连接预紧力大小将影响转台的连接刚度及可靠性,从而对数控机的加工精度和可靠性产生直接影响。
本文建立某型号数控转台与主机模型, 采用ABAQUS对其螺栓连接进行预紧力作用的静力学分析,得到应力云图及最大应力值,其值与理论计算结果基本一致,说明建立的转台与主机的螺栓连接模型能准确的模拟二者之间的连接关系。最后对模型施加不同螺栓预紧力,分析螺栓连接处在台面受到动态载荷下的振动特性。
1 数控转台与主机螺栓连接模型
数控转台主要由驱动机构、传动机构、分度定位机构及刹紧机构组成,首先用专业三维建模软件SolidWorks建立数控转台与主机模型,并进行必要简化,再将模型导入ABAQUS进行相应的设置并分析。选取某齿轮复合加工机床与转台作为研究对象,该数控转台采用4组M16螺栓通过压块压住转台底座,将其与床身固定,如图1(a)所示。
螺栓连接是一种常见的机械连接方式,国内外研究者对模拟零部件间螺栓连接有过多种尝试,其有限元建模方法主要有:弹簧阻尼模型法、虚拟材料法、多点约束与梁单元法及实体螺栓模型法[5~7]。鉴于实体螺栓模型最符合实际,本文采用实体螺栓模型对转台与主机间的螺栓连接建模,由于螺栓螺纹处应力应变不是考察重点,采用不带螺纹的实体螺栓连接模型,并将螺杆与螺母进行绑定以模拟其连接。
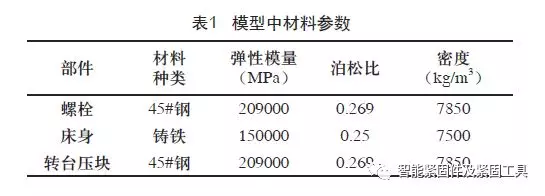
建立模型后,需设置材料参数及接触、划分网格等,其材料参数如表1所示。由于六面体网格单元计算精度高,且相同单元大小时,划分的单元数量比四面体网格单元数量少,故采用八节点六面体单元C3D8为模型划分网格。为了节省计算时间,对螺栓接触区域网格细化(即压块、螺栓、螺母及转台底座接触区域网格细化),图1(b)为划分的整体网格图。设置螺栓与压块、压块与转台底座、压块与床身及转台底座与床身的接触,摩擦系数取0.12,设置边界条件为床身底面完全固定。
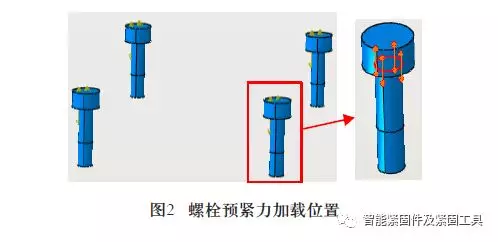
查阅六角头螺栓强度等级、预紧力及预紧力矩对照表,等级为3.6级的M16螺栓最大扭矩可达到69.63Nm,等级为8.8级的M16螺栓最大扭矩可达210.84Nm,为方便计算,设定预紧力矩为3.2Nm、32Nm及64Nm。在ABAQUS软件中,由于预紧力矩无法直接添加,故通过施加螺栓载荷来加载预紧力,图2为螺栓预紧力的加载位置,四个螺栓施加相同大小的预紧力。
2 预紧力下转台与主机螺栓连接强度分析
2.1 紧螺栓连接强度计算
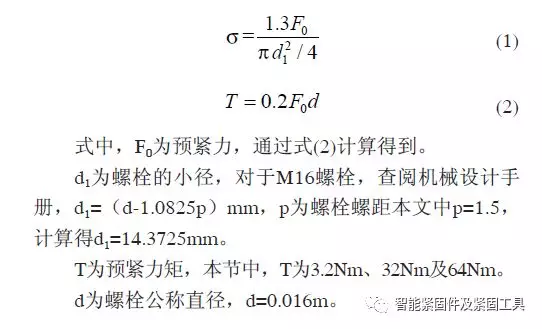
根据机械设计手册[8],受预紧力作用的螺栓连接,其危险界面的拉伸强度可根据下式计算:
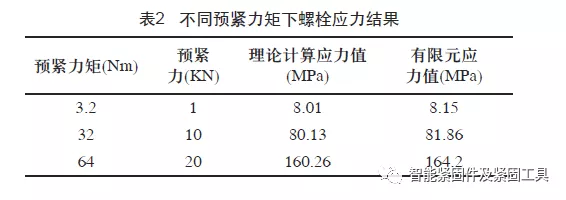
其强度计算结果如表2所示。
2.2 静应力结果分析
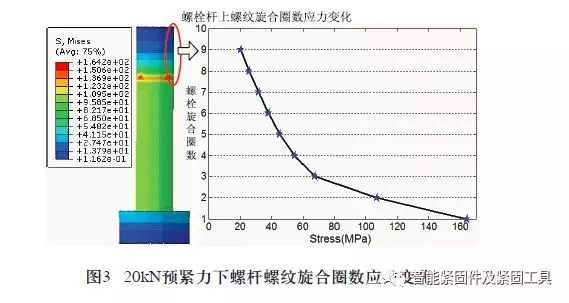
螺栓连接的最大应力由理论分析可快速计算得到,但螺栓连接中具体受力状况难以获得。采用ABAQUS来分析预紧力作用下的数控转台与主机螺栓强度。在不同预紧力下最大应力结果如表2所示,为节省篇幅,只给出了图3所示的螺栓载荷设定20kN时的仿真结果。从图中可以看出最大应力值为164.2MPa,螺栓连接中应力最大部位主要在两个地方:1)螺栓端面与连接件接触的直角处,此处存在应力集中;2)螺栓与螺母旋合第一圈处,此处受载最大。
本文采用螺栓螺距为1.5mm,将螺栓杆与螺母绑定处作为第一圈螺纹位置,沿螺栓轴取9个点,分别表示螺纹旋合后的9圈螺纹位置,并在后处理中绘制这些点的应力图,查看其应力变化。加载20kN螺栓载荷后,螺栓杆上每圈螺纹应力变化情况如图3所示,从图中可以看出螺栓杆应力以旋合第一圈处最大,以后隔圈递减,其中从第1圈到第3圈螺纹位置应力递减较大。事实证明,螺栓受预紧力后,第一圈旋合螺纹处约承受1/3的螺栓载荷,该模型的受力情况与实际相符。
采用上述转台与主机的模型分析的应力结果与理论计算值很接近,误差为2.46%,且模型的受力情况与实际相符,下一节将对该模型进行动态响应分析。
3 不同预紧力下转台与主机螺栓连接线性动力学分析
数控转台通过四组M16的螺栓与机床的床身连接,在受到外界载荷作用时,由于螺栓预紧力的不同会导致转台与主机的连接状态发生改变,使连接可能出现松动,被连接界面的性能发生变化,致使台面动态响应变大,影响数控机床的加工精度,因此螺栓连接对数控转台与主机连接性能的影响也不容忽视。
3.1 ABAQUS线性动力学分析的基础
线性动力学分析使用基于振型叠加法的动力时程分析,采用2个连续的分析步实现,第一个分析步为振型分析,也称为模态分析,用于获得结构的各阶模态频率及振型;第二个分析步为瞬态模态动态分析,该分析步使用振型叠加法对系统的动态响应进行计算,因而在该类分析步前要先进行模态分析,提取系统的固有频率及振型。
3.2 线性动力学结果分析
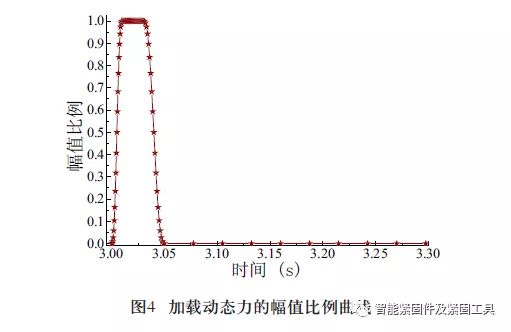
对上一节中不同预紧力下的模型进行线性动力学分析,以获得模型的动态响应。将预紧力分3个分析步进行加载,每个分析步时间为1s。在台面中心处加载100N动态载荷,其幅值曲线如图4所示,该动态载荷持续时间为0.05s,从第3s时开始加载,在3.05s衰减为零,分析结束后查看模型中台面30号节点的响应曲线。
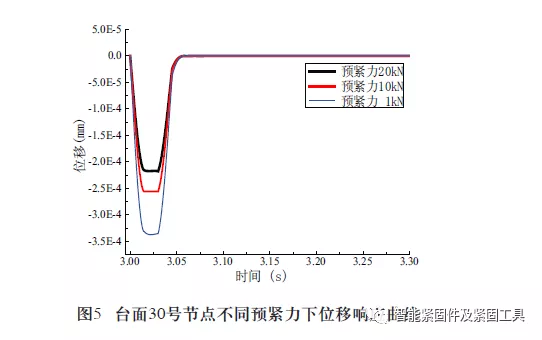
提交计算并对计算结果进行后处理,得到螺栓连接压块处的动态响应情况。图5为模型中转台台面30号节点在不同预紧力下台面受动态力时的位移响应曲线。从图5中可以看出,不同预紧力下台面30号节点处振动的最大幅值为3.4×10-4mm,远小于JB/T 11173-2011[9]中数控转台台面的端面跳动值,说明其性能符合要求。在加载动态力的初始阶段,该节点处位移随着动态力的加载而增大,在3.05s时动态力衰减为零,该点的位移响应也逐渐衰减至0。预紧力为1kN时该节点最大幅值约为3.4×10-4mm,预紧力10kN时最大幅值约为2.5×10-4mm,预紧力20kN时最大幅值约为2.2×10-4mm,不同预紧力下曲线的趋势相同,但曲线振动的幅值稍有差异。模型中台面上其他节点在1kN、10kN及20kN预紧力下的位移响应曲线和图5类似,趋势相同,在1kN预紧力下的响应幅值大于10kN及20kN下的幅值,而10kN预紧力下的响应幅值大于20kN下的幅值。
这表明预紧力对数控转台的动态响应有影响,预紧力增大,转台台面振动幅值减小。适当增加预紧力大小能够增大连接的刚性,减小台面的振动,进而提高机床的加工精度。
4 结论
1)以某齿轮复合加工机床与数控转台间螺栓连接为研究对象,对预紧力作用下的螺栓连接进行静力分析,其最大应力与理论计算值相比,误差为2.46%,模型中螺栓连接的应力分布情况与实际相符,表明该转台与主机模型能准确的模拟二者之间的连接关系。
2)分析了转台与主机不同螺栓预紧力下,台面承受动态载荷时的动态响应。其结果表明,转台在承受动态载荷时,不同的预紧力会致使数控转台台面振动幅值变化,预紧力增大,台面振动幅值减小,适当增加预紧力能够减小台面的振动幅值,从而提高机床的加工精度。
3)完成了某机床与数控转台在不同预紧力下螺栓连接的有限元分析,后续将对仿真结果进行实验验证。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020