软件

产品


(以上图片来自百度图片)
从生产过程上来说,消费者在饮用某种饮料之前,“饮料”这个产品需要经历:注胚、吹瓶、贴标、灌装、封盖、次级包装、堆垛仓储、货运、上架等过程。我们今天以广泛应用于饮料瓶体生产的PET瓶胚吹塑过程进行讨论。
本文的瓶体分析原型源自:娃哈哈集团模具与包装研究所提供的“营养快线”的瓶体几何模型,在此声明对娃哈哈集团的感谢!笔者参观过娃哈哈模具与包装研究所,进门首先映入眼帘的是各种精密的模具零部件,以及精磨抛光后的吹塑模具,用料考究(闪闪发亮),设计精密。现在想起来也不禁赞叹娃哈哈在产品研发上的投入!
(以上图片来自百度图片)
现在我们开始从一步一步完成该瓶体(营养快线)的吹瓶分析:
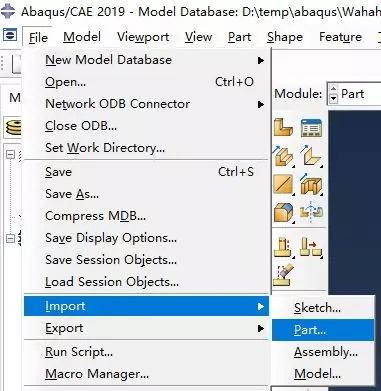
通过Abaqus/CAE 界面上菜单: File->Import->Part 导入瓶胚的几何模型。
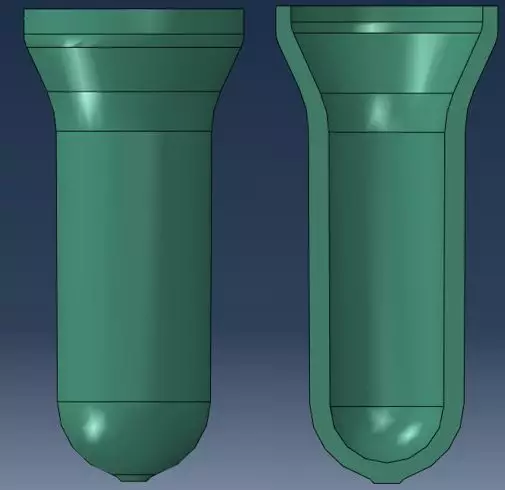
瓶胚以及其剖面的几何模型如下图所示,导入的几何模型为实体模型,在吹塑分析中,我们可以通过提取中面的方法,用壳单元建模的方法降低计算量。(瓶胚一般包含拧紧螺纹,且在吹瓶过程中瓶口部位材料变形不大,为了简化模型,实际仿真分析一般会隐掉瓶口螺纹)
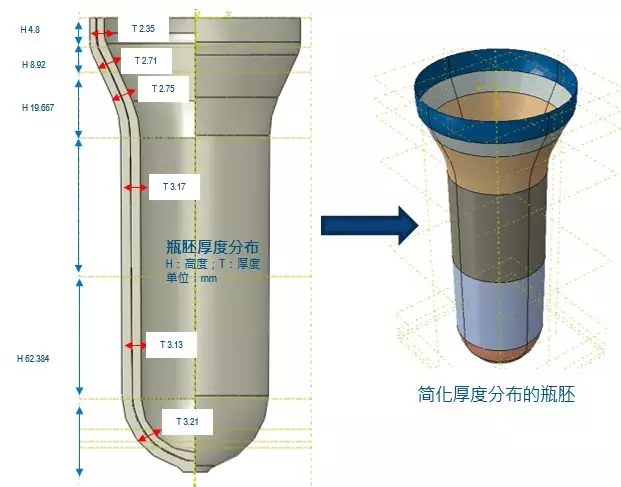
通过以上剖面图我们可以看到,整个瓶胚截面是非均厚的,所以为了精确起见需要手动对瓶胚几何进行切分,然后再分区提取中面。随着软件版本的功能更新,可能可以实现对于非均厚剖面的瓶胚实现一键抽中面。(这里可以插一句:制约我们功能实现的最大障碍可能是我们的局限的想象力)
以上为按厚度区域简单手工切分并抽中面后的瓶胚壳结构几何,不同颜色区域代表不同的厚度分布。
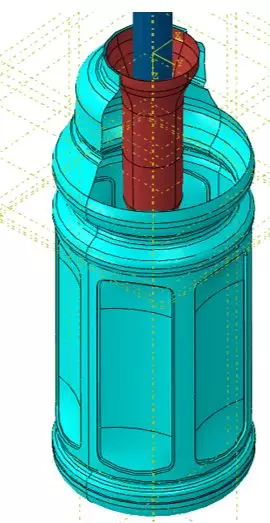
然后用同样的方法导入瓶体设计几何文件,并与瓶胚模型装配到一起。
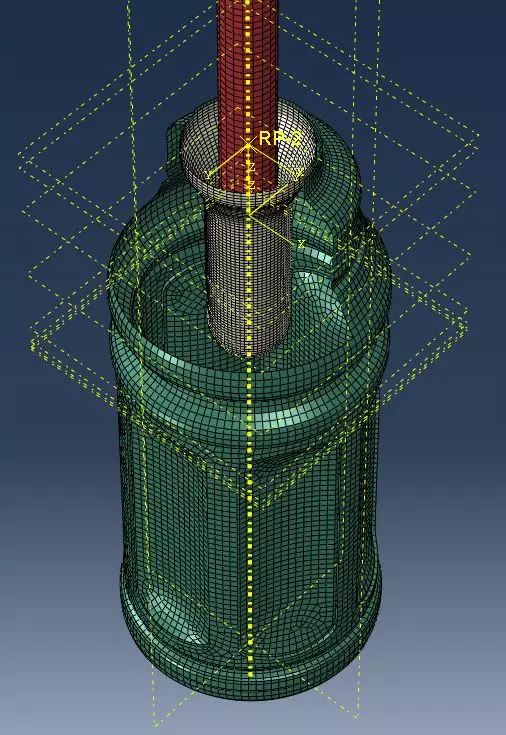
上图中蓝色部分为顶杆,这里需要介绍一下:由于PET材质在加热后韧性较大,为了得到理想的最终瓶体,采用PET材质的瓶体生产过程通常采用顶吹工艺。先把瓶胚加热,然后顶杆向下顶瓶胚使其拉伸,同时顶杆上的吹起孔会放出高压气体,通过气体膨胀是延展后的瓶胚外壁直接胀压到瓶体模具内壁上,然后继续保压并逐渐降低模具温度是瓶胚最终吹塑形态固定,最后取出最终瓶体为后续贴标、灌装等生产过程做好准备。
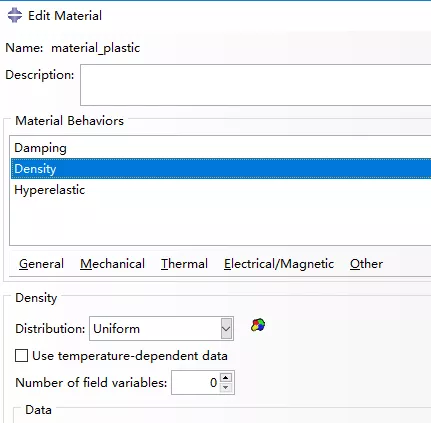
模型相对位置搭建好之后,在Abaqus/CAE界面跳转到Property模块,进行相应的材料定义。一般吹瓶受热状态的瓶胚材料类似于超弹性材料,这里对具体材料参数不做具体标识。(Abaqus提供非常丰富的材料模型,满足仿真建模需要)
然后应用建立的材料参数生成壳材料属性截面(Material Section )并附材料属性给瓶胚。
下面一步就需要定义瓶体、瓶胚、顶杆等的边界条件。以及接触设置,这里要声明一下定义瓶体接触面时要选外表面最外侧最为接触面,否则可能造成瓶胚最终吹塑结果尺寸上比原始设计少瓶体壁面厚度,这样吹出来的瓶体会稍微厚一点。
最终,吹塑分析的网格模型如上图所示。提交分析计算,观察分析结果。本模型可以通过调整顶杆下移速度、顶杆吹气速度、瓶胚与模具的摩擦系数、顶杆与瓶胚的摩擦系数等方法实现参数敏感性分析,通过调整各参数(包含瓶胚材料参数)实现仿真模型与物理模型统一,在今后相同工艺相同材料的条件下就可实现从CAD设计到现实仿真,最终验证设计是否满足要求。
对于包装分析而言,吹塑分析是整个瓶体分析的基础:
通过吹塑分析我们可以得到瓶体质量(g;用于计算物料成本)、灌装液面高度、瓶体厚度分布(计算气体渗透、保质期,如碳酸、果汁类饮料)、瓶体各项力学性能(挤压回弹、抗顶压能力;当然也可以通过Isight参数优化各部尺寸或者通过Tosca实现尺寸优化其瓶壁上的凹凸纹理,进而实现瓶体的优化设计)。通过吹塑仿真我们还可以得到瓶体厚度分布数据文件,格式如:(x, y, z, thickness),厚度分布数据是分析瓶体各项性能指标的基础。
Abaqus与Python无缝集成,用户可以通过编写Python脚本实现提取各项数据或者对计算结果做后处理,从而得到各种所需的结果数据、图像、动画等。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020