















































软件

产品


冲压成型案例
1、案例背景:
冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的加工成型方法。冲压的坯料主要是热轧和冷轧的钢板和钢带。全世界的钢材中,有60~70%是板材,其中大部分经过冲压制成成品。汽车的车身、底盘、油箱、散热器片,锅炉的汽包,容器的壳体,电机、电器的铁芯硅钢片等都是冲压加工的。仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件。
2、知识点预览:
2.1 MAT3、MAT20材料的建立;
2.2 壳网格属性*SECTION_SHELL的建立;
2.3 部件与材料属性的关联(这里的材料、属性、部件一一对应,防止混淆);
2.4 接触设置;
2.5 节点集的建立;
2.6 边界条件的建立;
2.7 载荷曲线的建立、强制载荷的施加;
2.8 控制卡片定义。
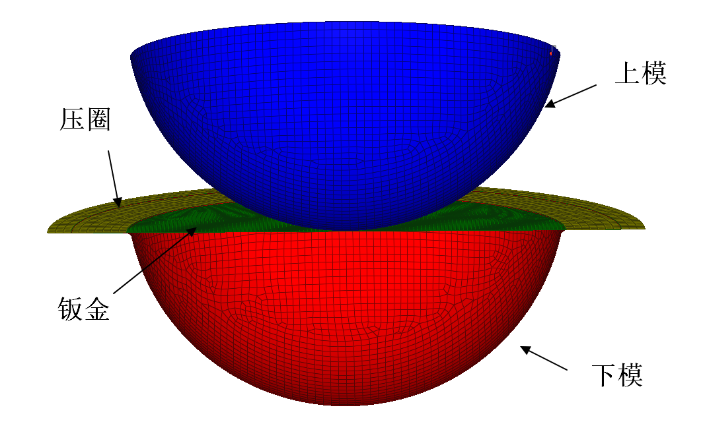
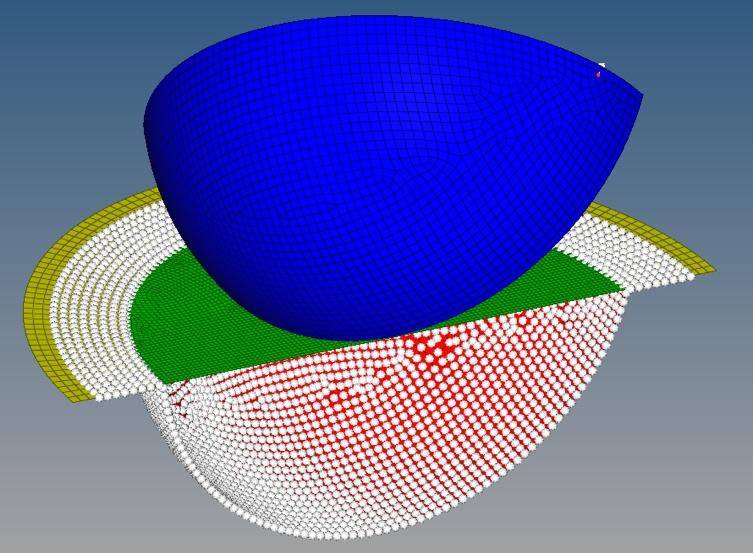
3、网格模型如图所示:考虑模型对称性,仅建立1/2模型
4、材料建立:
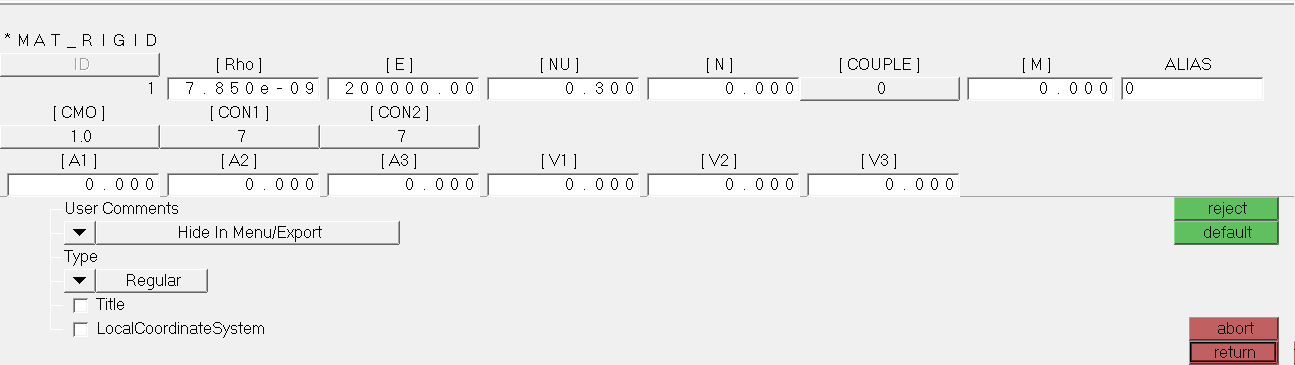
4.1 建立MATL20_1材料,并赋予相关参数(参数仅用于本案例分析,切勿实际应用)

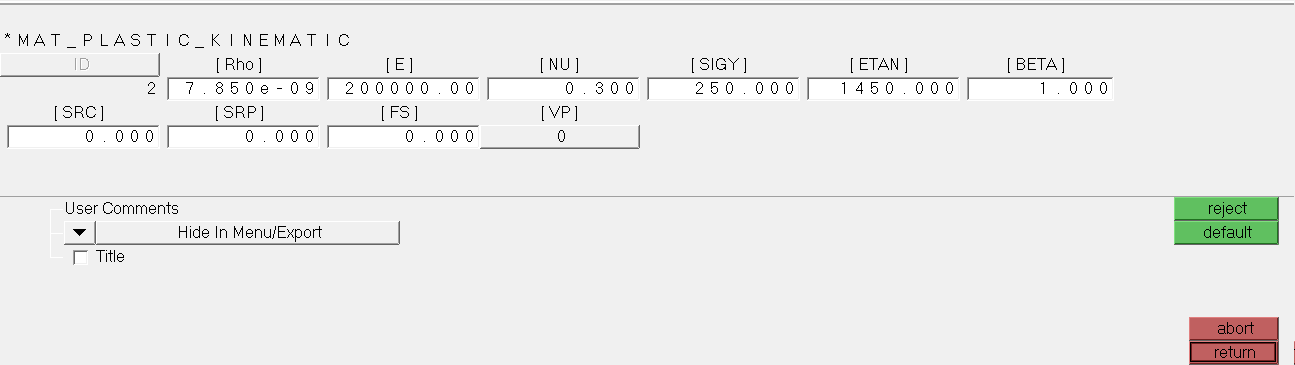
4.2 建立MATL3_2材料,并赋予相关参数(参数仅用于本案例分析,切勿实际应用)

4.3 建立MATL20_3材料,并赋予相关参数(参数仅用于本案例分析,切勿实际应用)

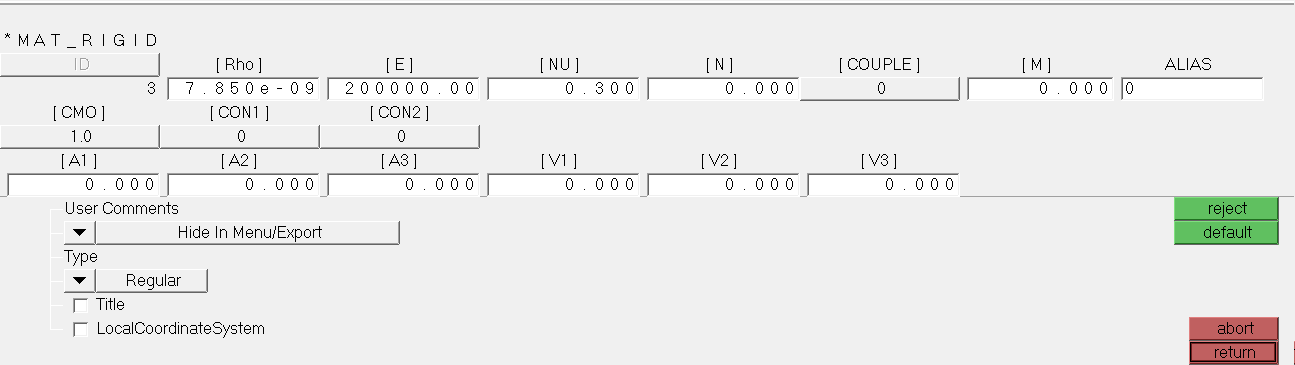
4.4 建立MATL20_4材料,并赋予相关参数(参数仅用于本案例分析,切勿实际应用)


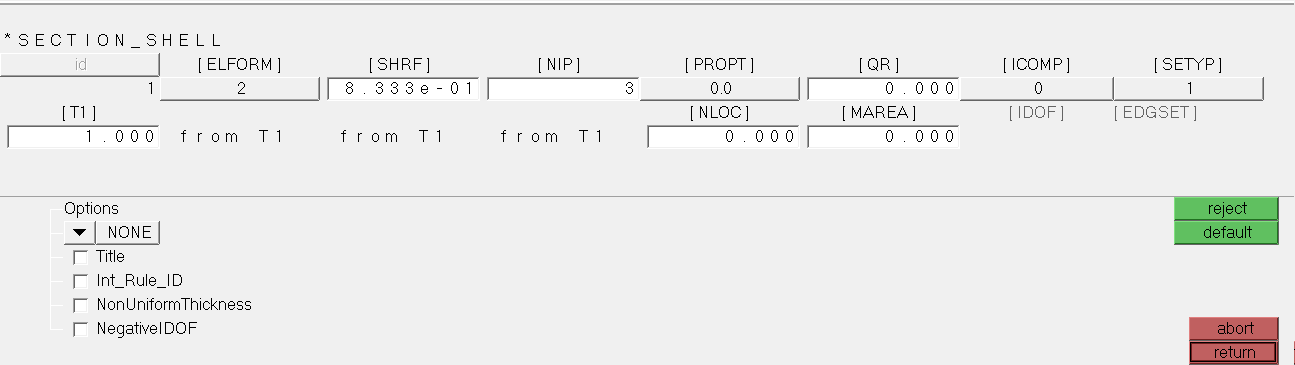
5、属性建立
5.1 建立SectShell_1, 并赋予相关参数(参数仅用于本案例分析,切勿实际应用)

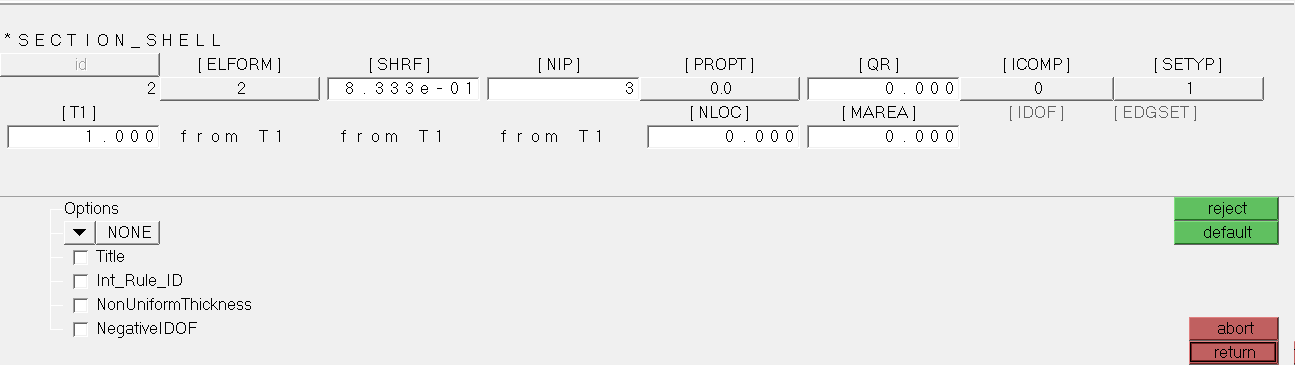
5.2 建立SectShell_2, 并赋予相关参数(参数仅用于本案例分析,切勿实际应用)

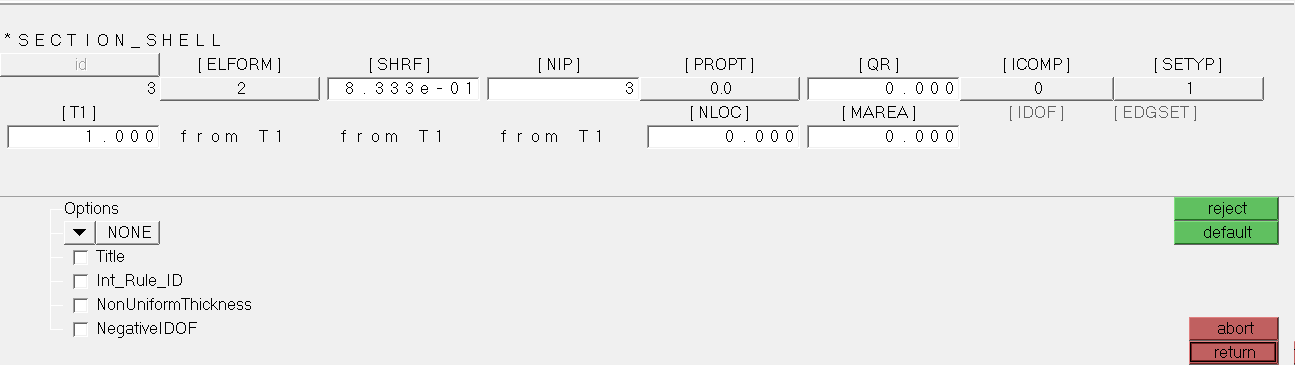
5.3 建立SectShell_3, 并赋予相关参数(参数仅用于本案例分析,切勿实际应用)

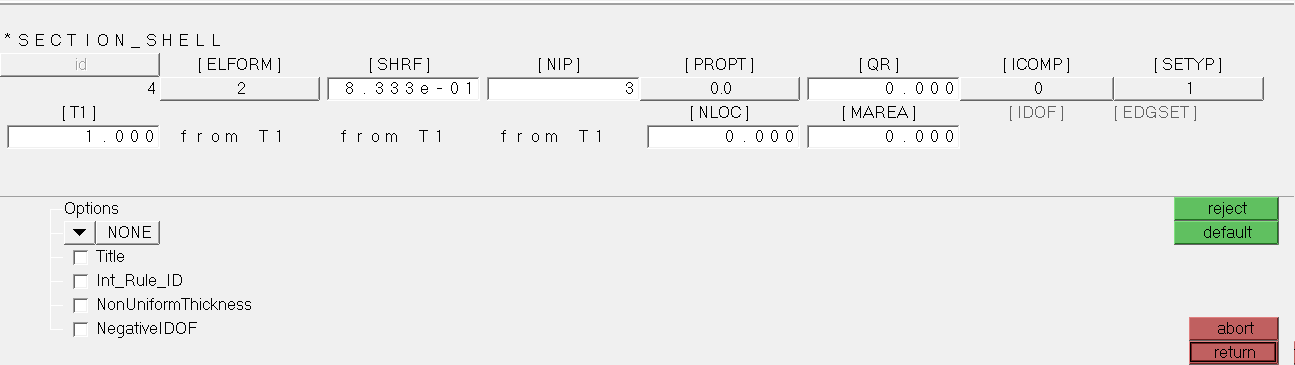
5.4 建立SectShell_4, 并赋予相关参数(参数仅用于本案例分析,切勿实际应用)

6、建立部件,并与材料、属性的关联
建立部件1:xiamo

建立部件2、3、4并关联,方法同上,对应关系如下:

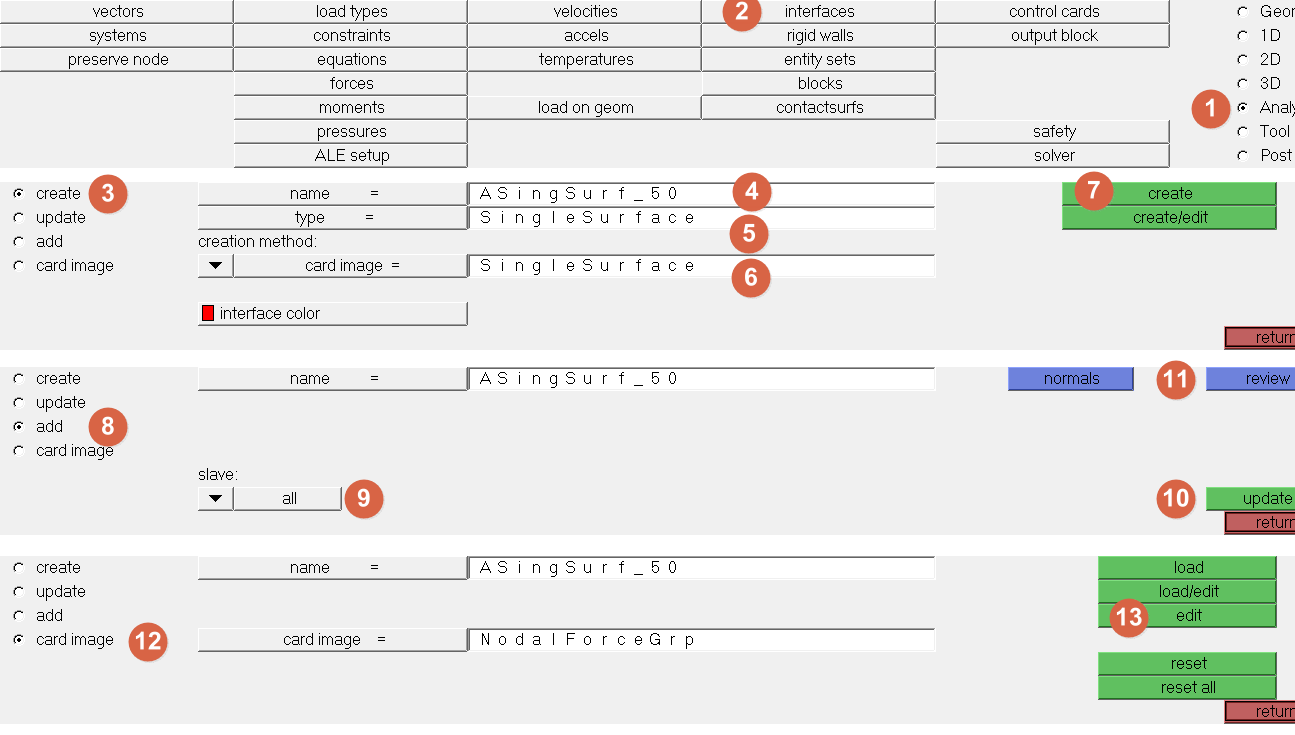
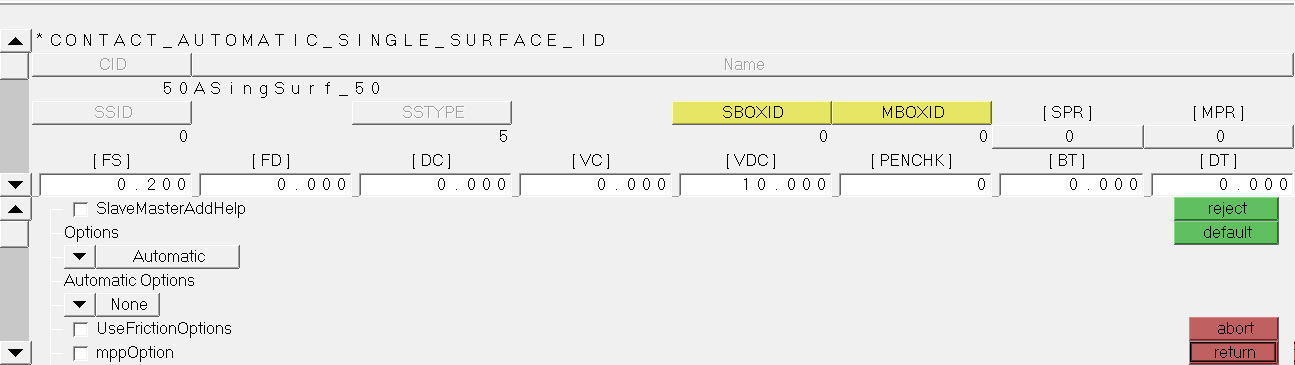
7、接触设置
在整个冲压过程中,将所有部件设置自接触,并设置接触参数:
8、边界条件设置
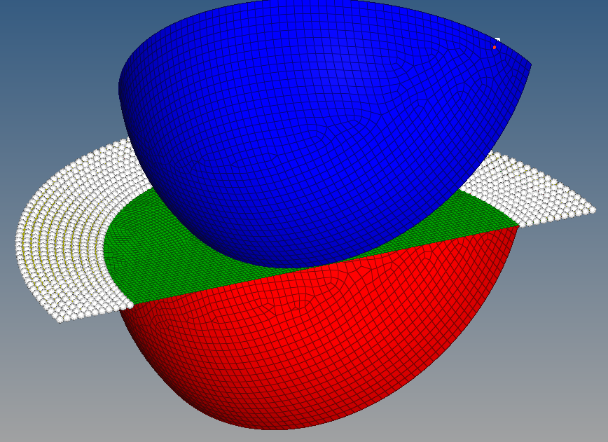
8.1 下模节点集的创建


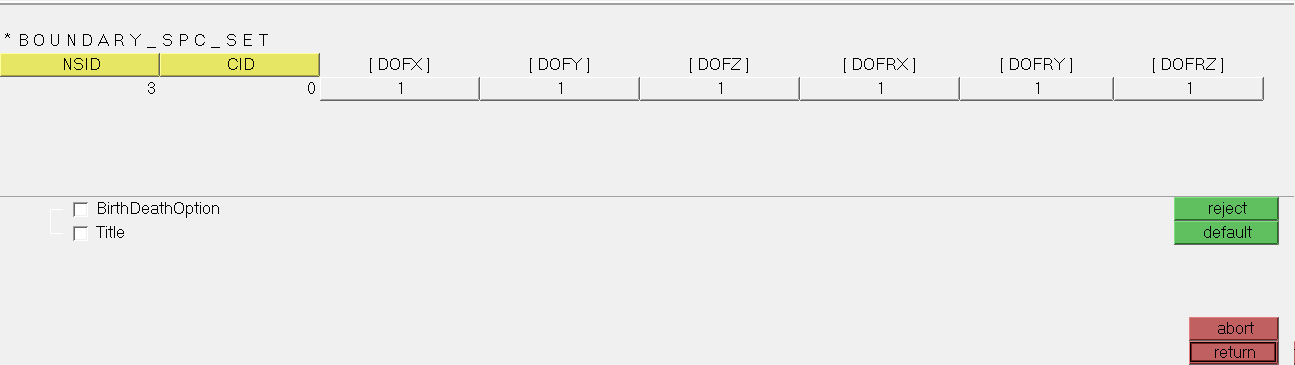
8.2 创建下模全约束

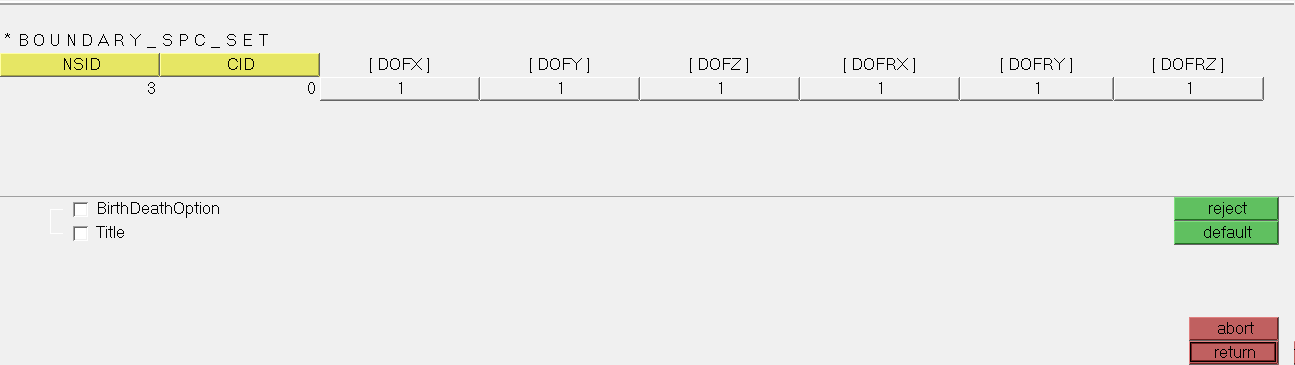
8.3 创建压圈节点集、并添加全约束:方法同8.1、8.2

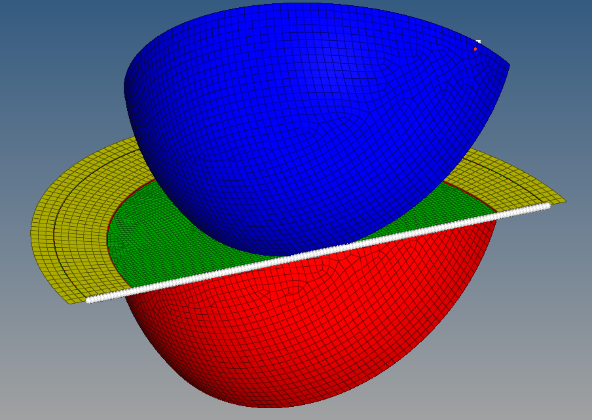
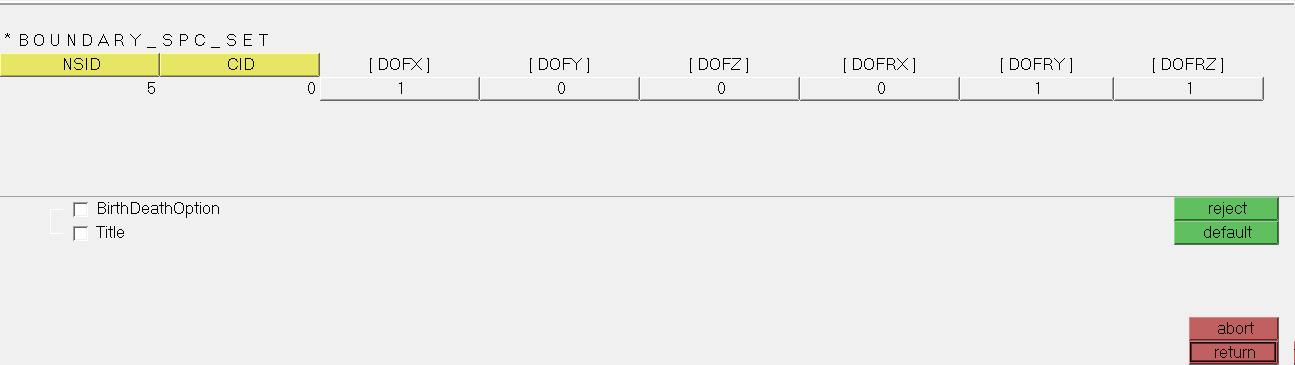
8.4 创建钣金边界条件:方法同8.1、8.2。考虑到钣金在冲压过程中的运动特征,限制其set所在的边仅在YZ平面内运动。
9、创建载荷曲线,并施加强制载荷。(此步骤在LS-prepost中实现)
9.1 分别设置6条曲线用于控制上模的运动过程,曲线3-6数值相同,在此不做展示
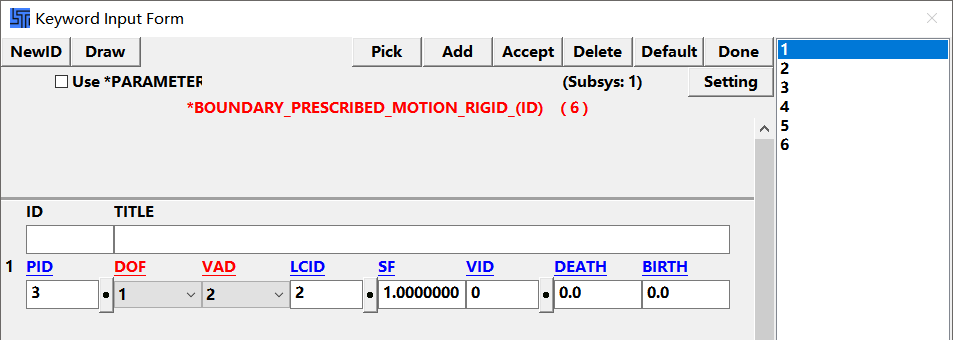
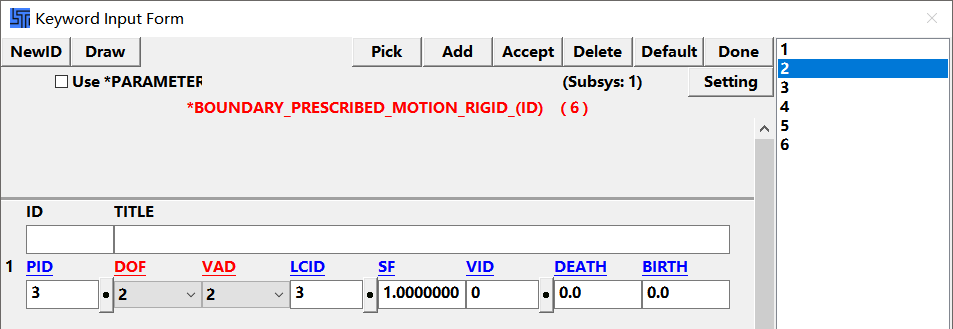
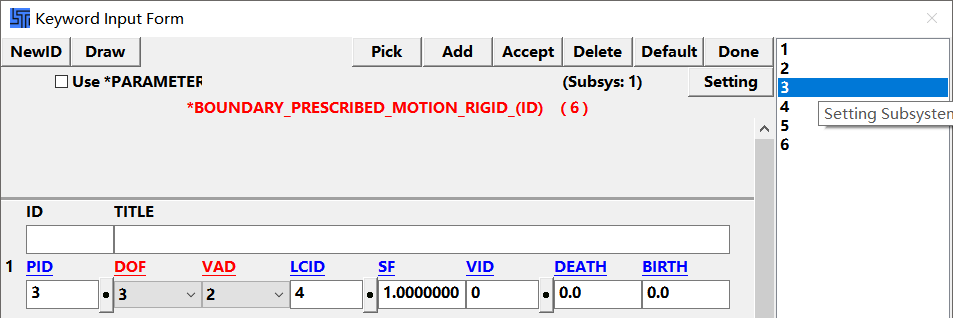
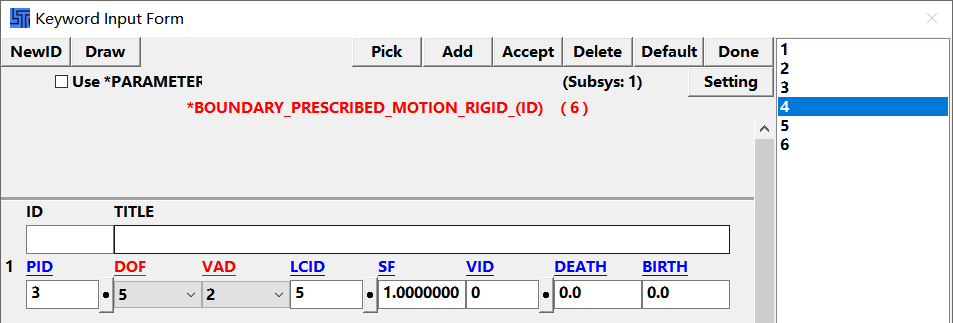
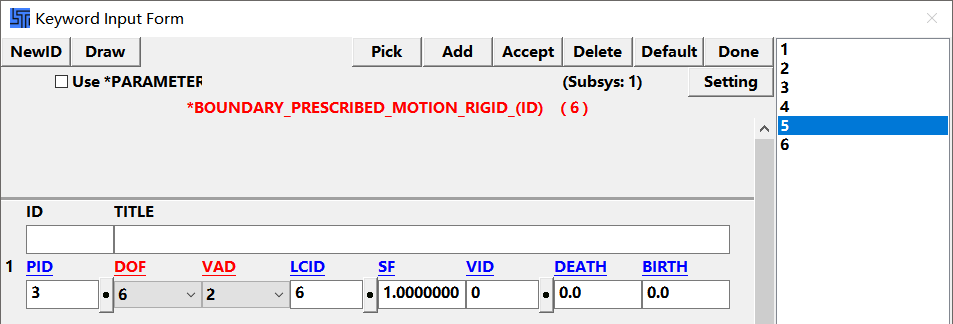
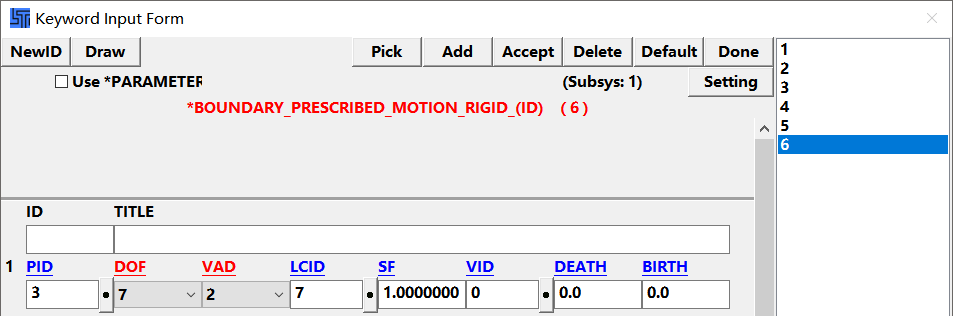
9.2 施加强制载荷(对6个方向施加强制载荷)
PID:选择施加对象为上模;
DOF;载荷曲线应用的自由度;
VAD:选择载荷类型(速度、加速度、位移);
LCID:选择加载曲线;
SF:缩放系数。
更多详细参数参见用户手册。
10、输出关键字设置
11、分析结果
动画展示:
注意:本案例单位制为
| 长度 | 质量 | 时间 | 密度 | 重力加速度 | 应力 | 力 |
| mm | t | s | t/mm | 9810mm/s2 | MPa | N |
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















