















































软件

产品



1. 总是认为CAD建模,装配,曲面,特征等功能与CAM的具体操作关系不紧密
2. 无视CAM刀路进退刀对整个软件的影响力
3. 忽视CAM对机床控制器的循环刀路,以及专业零件加工的平台转移问题
4. 忽视数学逻辑,运动逻辑,机械仿真等专业问题对CAM软件的影响
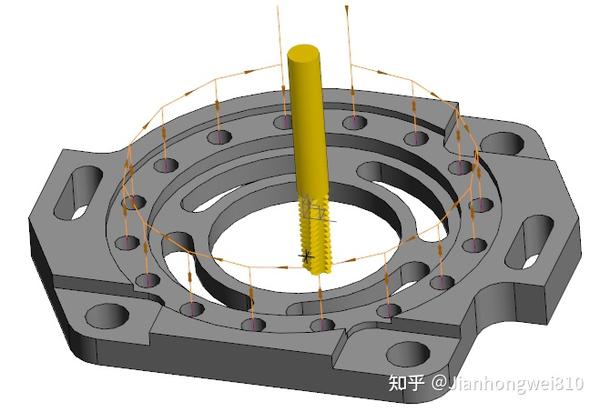
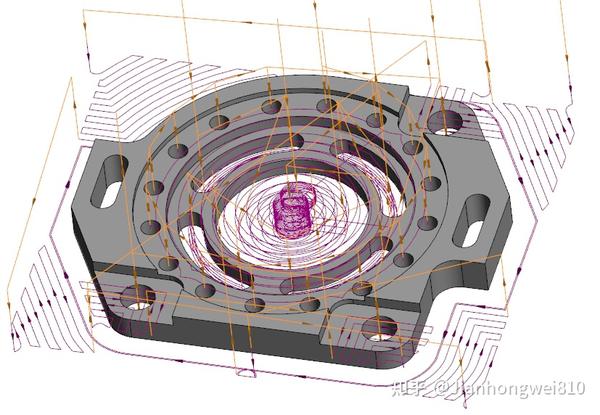
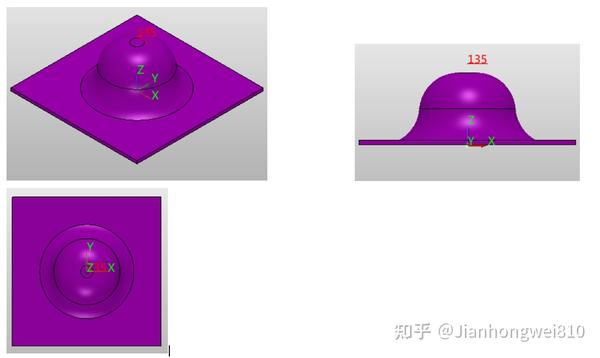
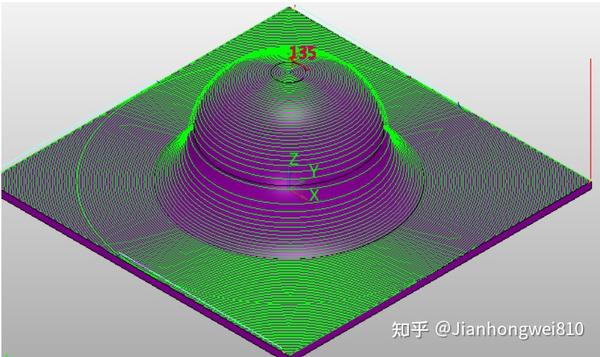
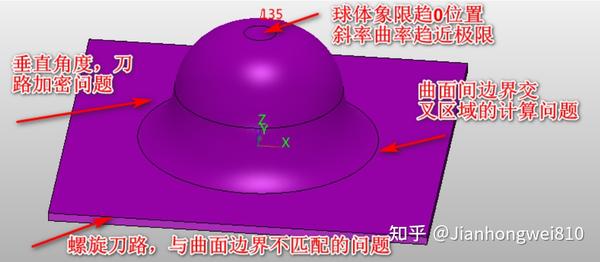
举个例子,一个变体螺旋刀路,怎么实现首尾不跳刀,刀路距离3D等距,又能保证斜率变化小的区域,自动加密。
同时,如果采用多轴机床,这个刀路的主轴方向变化和机床运动逻辑,以及不同机型的运动方式等等。
还要必须考虑到另外一种情况。如果这个零件摆在摇篮五轴和车铣复合进行动态车铣,还有用铣刀进行混合动态旋转时的问题。这里恐怕还要与控制器厂家进行密切合作。
事实上,任何采取精度调节的办法都不能解决刀路的平滑问题。尤其是,当这种刀路采用点坐标进行后处理和圆弧进行后处理时,这种进行精度调整刀路的方法根本没有任何实际价值。尤其是,某些刀路,遇到一些控制器特殊加工算法时,会出现巨大的精度误差。因为每个控制器进行高精度曲面和高精度圆弧加工时,各家都有自己的算法逻辑,尤其是遇到一些硬件和控制器出现不匹配的问题时,这种误差会无限放大。
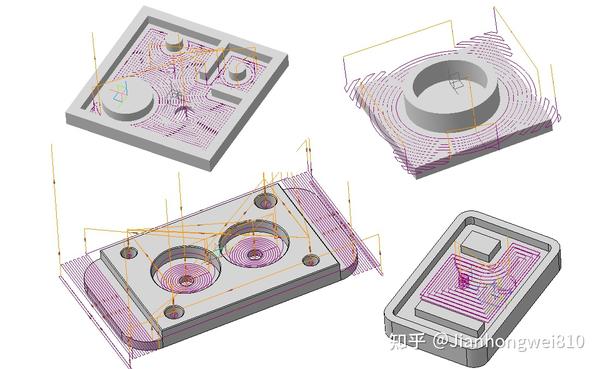
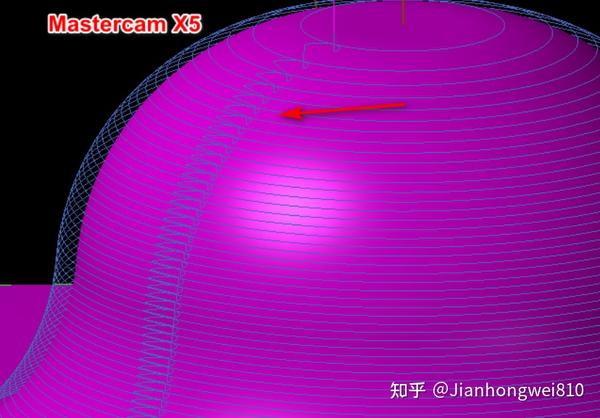
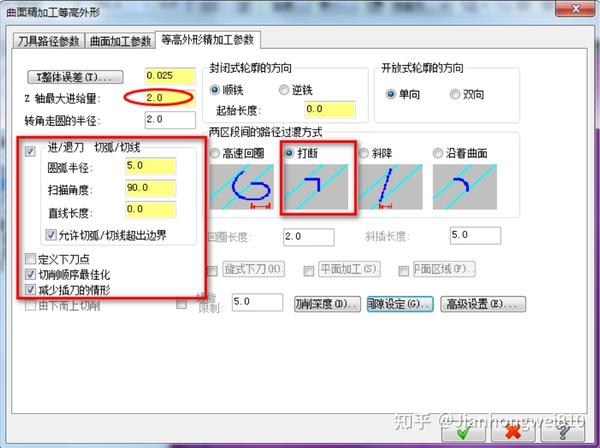
同样的零件给到Mastercam和Cimatron进行曲面加工比较。刀距放大到2MM,利于比较。
功法选择:传统等高曲面精加工
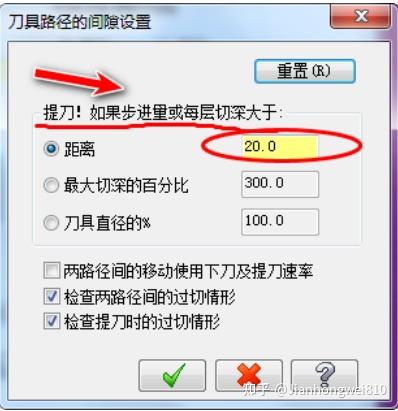
条件设置:

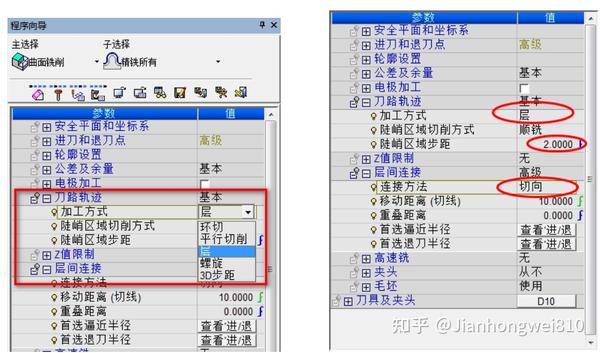
下面是思美创的刀路
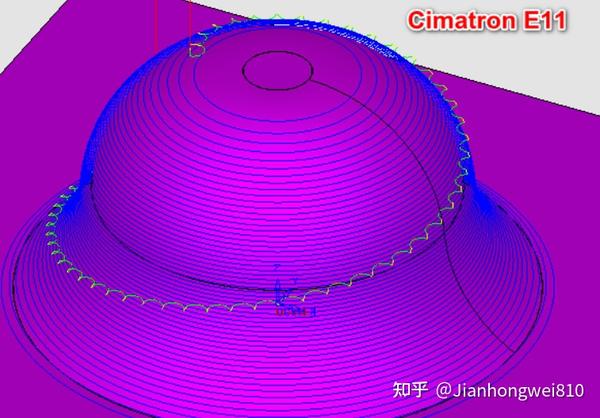
具体细节:
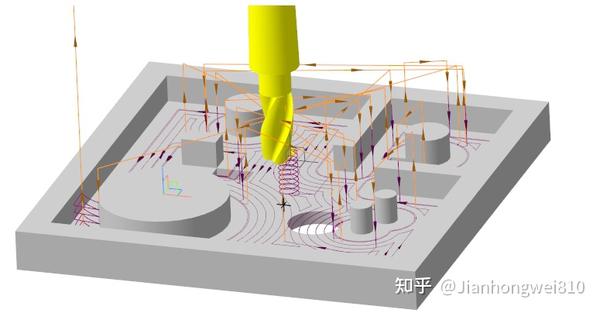
实际情况就是,我们总是考虑到几何层面的算法,而没有注意到,一些几何与刀路之间上升到参数化操作的问题。
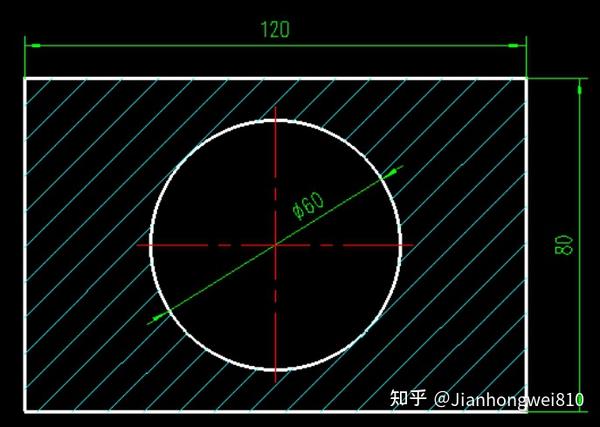
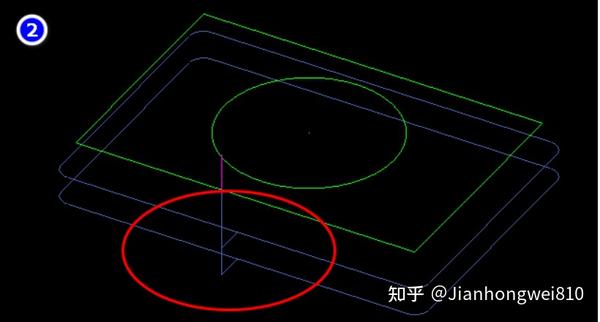
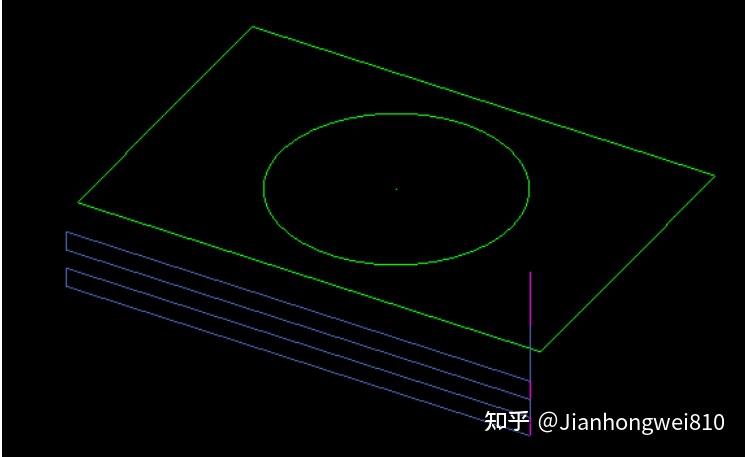
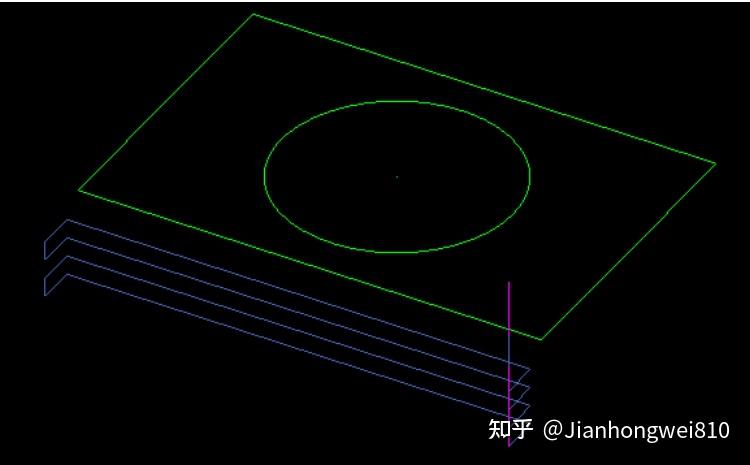
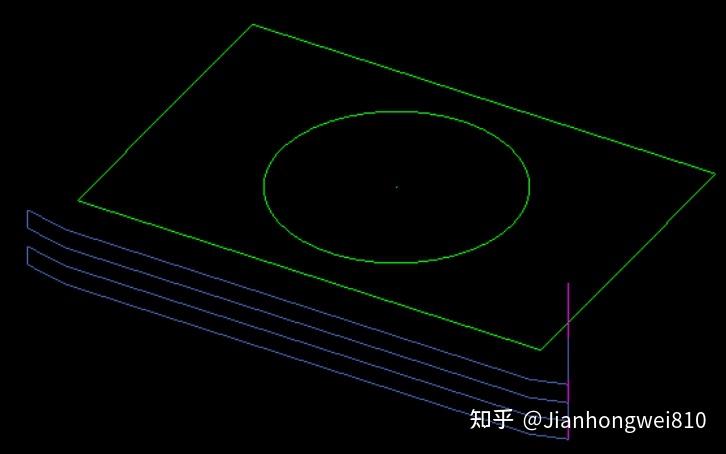
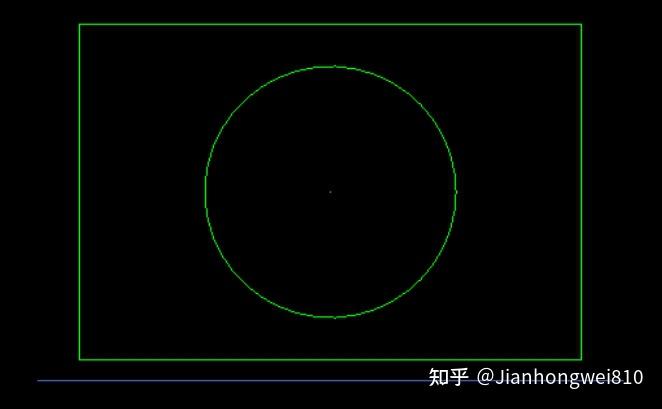
我们再回到普通零件二维加工的问题,就以一个最简单的图形作为切入点。
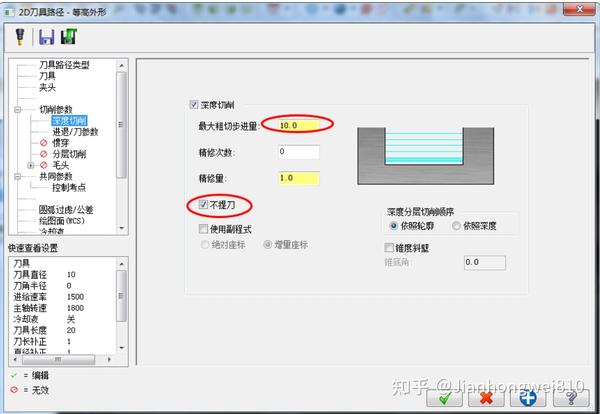
深度统一是20MM.刀具D10,每道Z 深度10MM
还是采用Mastercam X5进行加工。主要考虑进退刀以及一些细节。
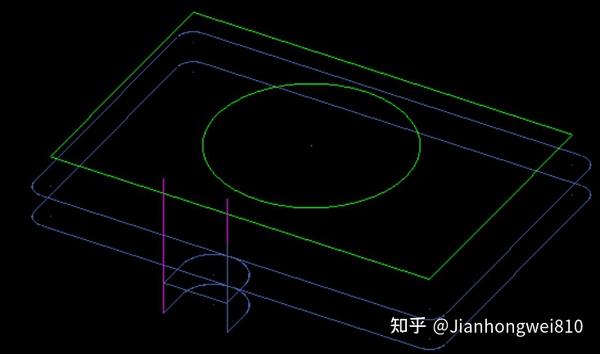
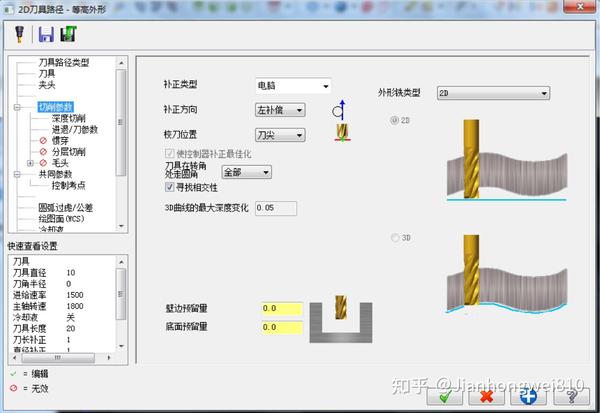
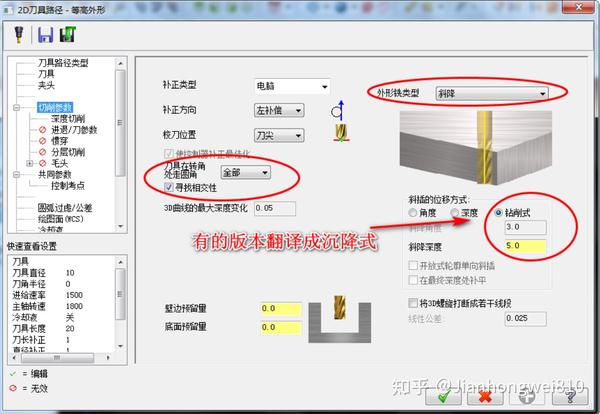
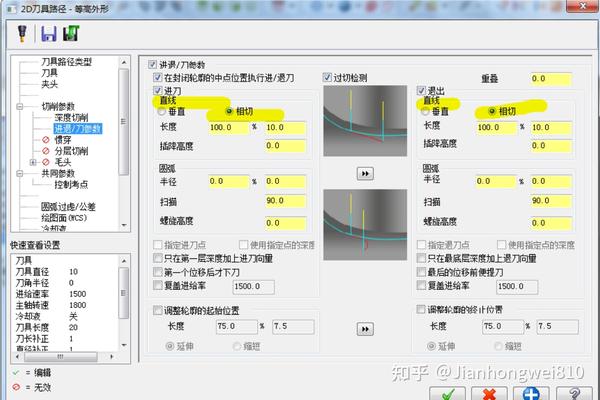
普通轮廓2D
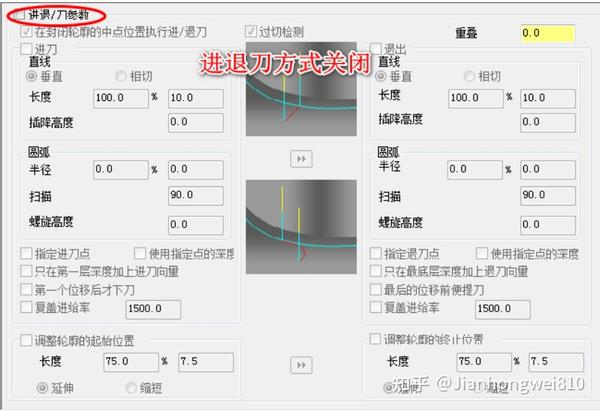
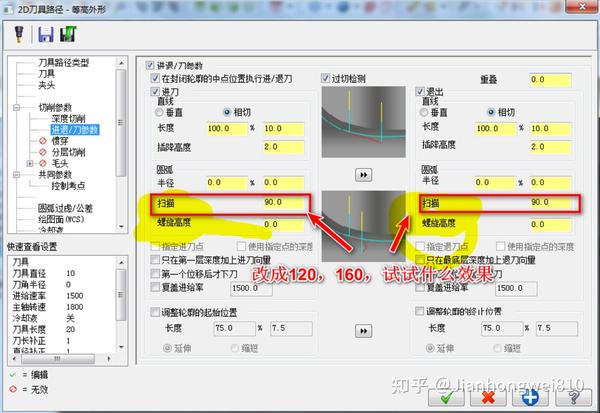
界面及进退刀

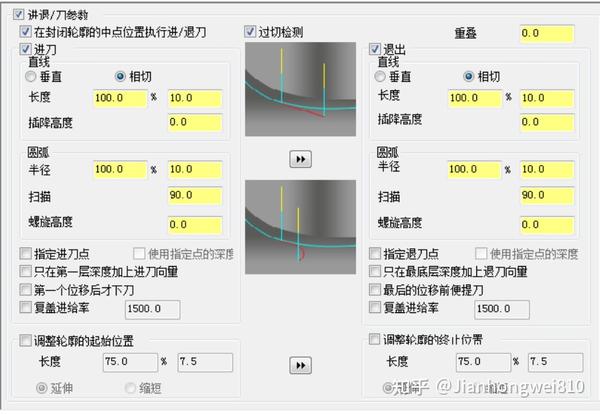
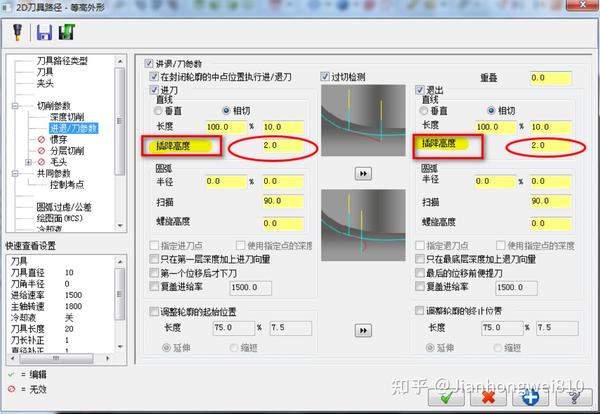
进退刀第2种设置情况
界面设置:

我们再面对开放轮廓加工的一些操作。
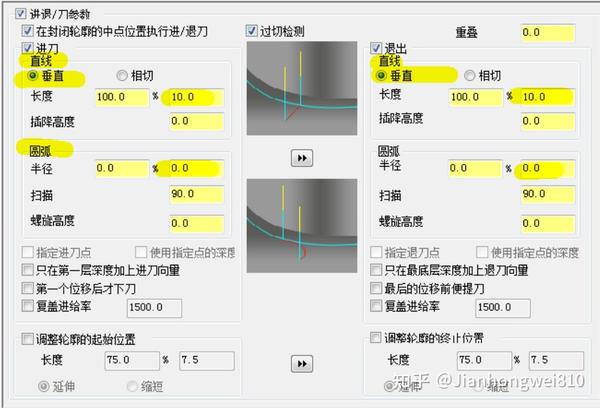
把进退刀打开又是什么情况?
进退刀设置条件
还有另外一种方式
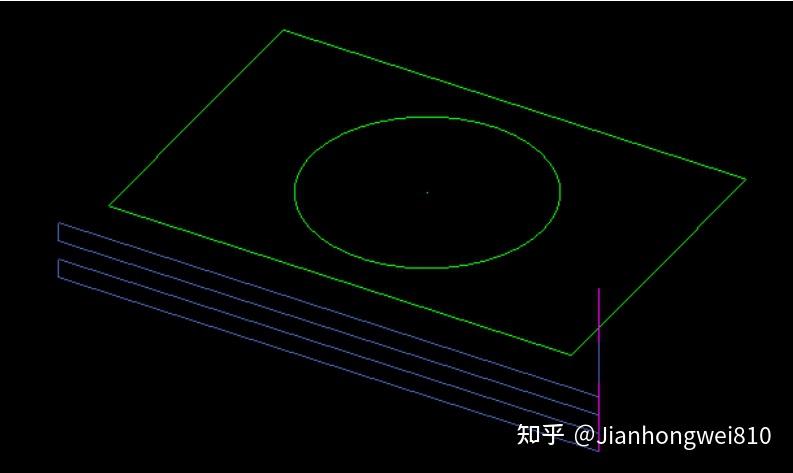
再看一些特殊情况
同时可以试试这个图形里的条件设置
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















