















































软件

产品


在产品加工中,对产品倒角是必不可少的,有的是图纸技术要求;有时是工艺需要为了下一工序装夹便利而去一下毛刺。下面谈谈用Mastercam倒角编程的三种加工方法。
1:
直接用2D倒角的方法
这个一般使用90度的点钻或者45度倒角刀倒角。见图1。
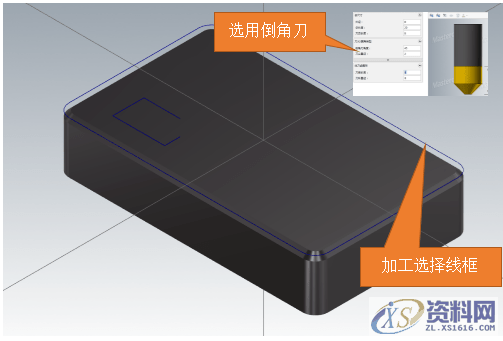
图1
单击2D刀路的外形铣削,外形选择上图1中的蓝色线框。在切削参数选项内,外形铣削方式选择2D倒角。在宽度和刀尖补正设置相应数值。见图2
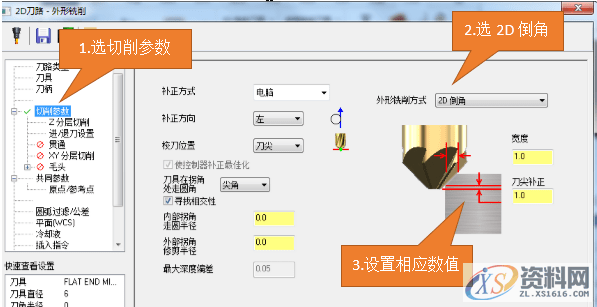
图2
模拟加工见图3
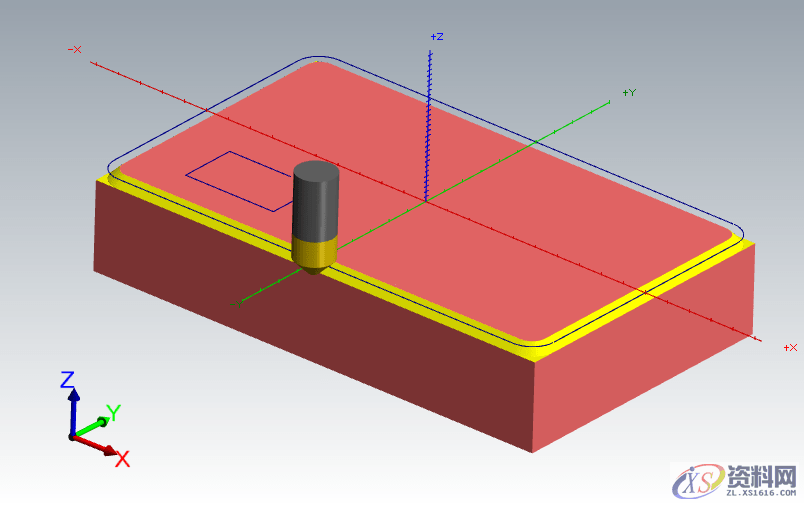
图3
2:
2D铣倒角的方法
这个一般使用平刀或者圆鼻刀,见图4的两种形状刀具,设置相应刀具参数。

图4
单击2D刀路的外形铣削,外形选择上图1中的蓝色线框,外形铣削方式是2D。注意此时设壁边预留量-1是要倒角的距离。见图5
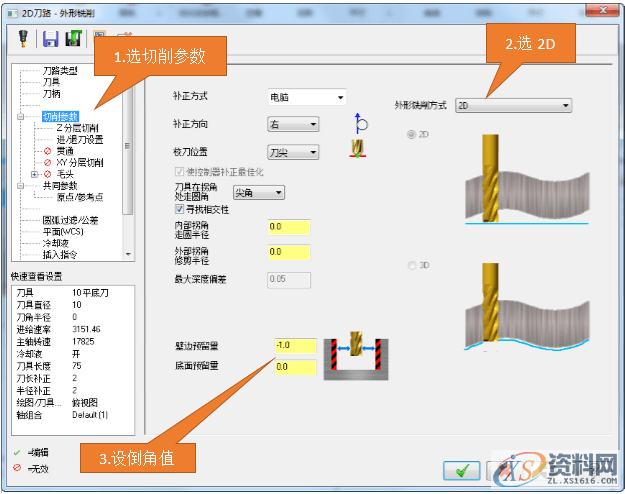
图5
注意Z轴分层切削里面的参数设置。最大粗切步进量越小表面质量越好。选择锥度斜壁,锥底角45度。选择不提刀可以减少加工时间,提高效率。如图6
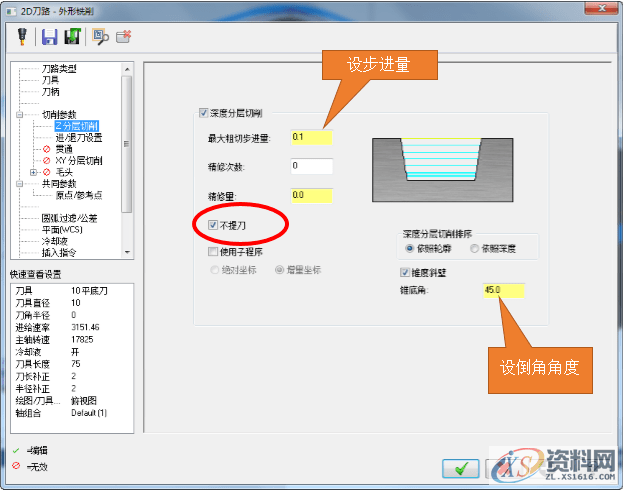
图6
模拟加工见图7
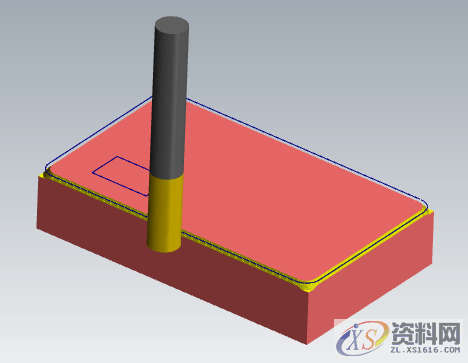
图7
智能未来,未来已来
东莞潇洒职业培训学校开设课程有:高升专、专升本学历提升、全日制中职学校学位、积分入户、数控编程培训、塑胶模具设计培训,压铸模具设计培训、冲压模具设计培训,精雕、ZBrush圆雕培训、Solidworks产品设计培训、pro/E产品设计培训、AutoformR7工艺分析培训,非标自动化设计、PLC编程、CNC电脑锣操机、文职培训、电商培训、平面设计等培训、电商培训,潇洒职业培训学校线下、线上等网络学习方式,随到随学,上班学习两不误,欢迎免费试学!
3:
3D铣倒角的方法
此时将图1中的工件倒角做成一个曲面,见图8。这这样就可以使用3D的等高外形来加工。
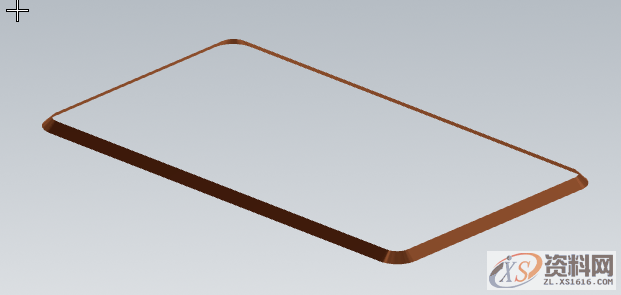
图8
设置如图9的曲面精修等高加工方式就可以加工成倒角了。
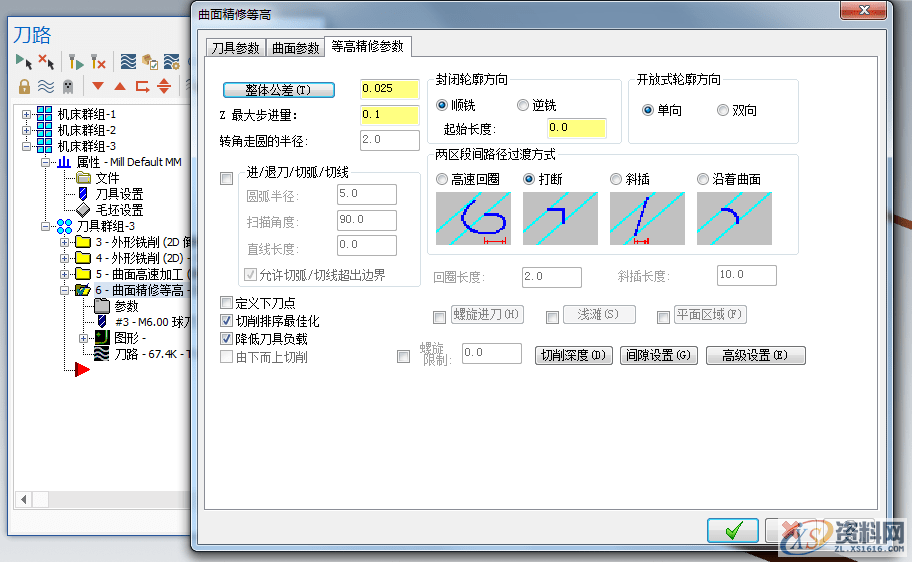
图9
模拟加工见图10
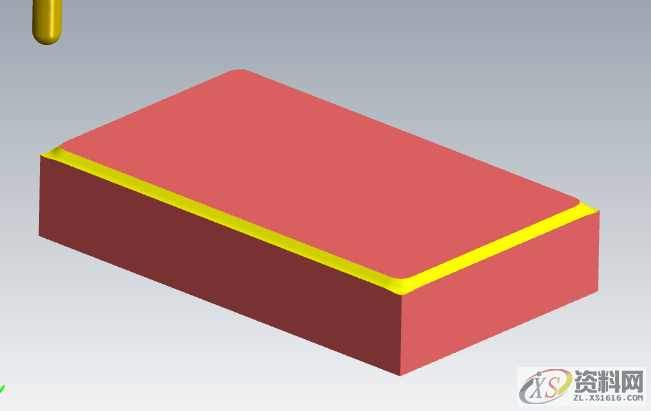
图10
总结:一般倒角比较小的话,用90度点钻2D倒角比较方便快捷;倒角比较大的话,就用3D的曲面等高精修铣倒角。用2D铣倒角的方法得到的表面比较粗糙,图3、7、10的模拟加工可以看出,在没有相应刀具又不影响使用的情况下可用此法应急。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















