















































软件

产品


在很多消费类电子产品中,为了满足产品功能与装配的需要,产品内部经常设计成圆柱形通孔。产品侧壁经常也会设计一些侧向通孔,因此,模具设计就变得很复杂,大家设计就不会那么得心应手,今天就给大家分享一种行位上出斜行位的结构,希望给大家有所启发。
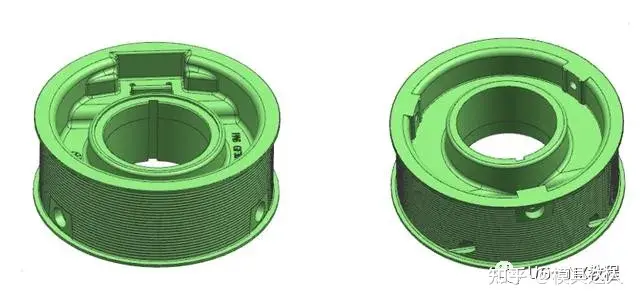
一,产品两边胶位采用两个大哈夫行位对包,为了防止行位合模错位,在设计哈夫行位时要注意:行位需要做虎口定位,虎口的插穿角度一般设计成3-5度,由于行位上成型胶位多,为了保证产品的冷却效果,在行位上设计冷却运水,如下图所示:
二,为了方便加工,前模镶件单独镶出来。由于本套模具前模仁所用材料是NAK80,镶件所用材料跟前模仁一样。由于镶件的直径达到55mm,中间设计有唧嘴孔,为了方便冷却,镶件上面设计冷却运水,在注塑过程中,由于注塑压力过大,镶件上面要设计管位,如下图所示:

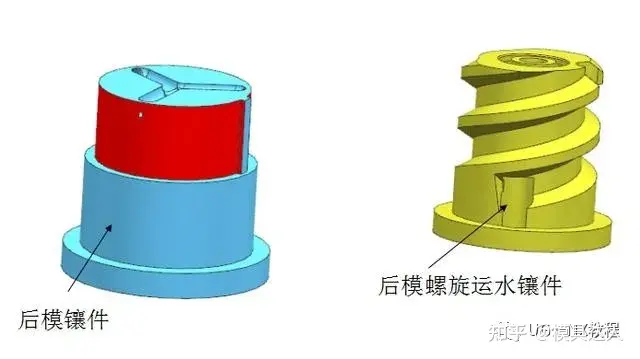
三,后模仁所用材料是718H,因此镶件跟后模仁材料要一样,产品的进胶方式有很多种,比如直接进胶,达底进胶,点进胶等,由于产品中间有一个很大的碰穿孔,进胶直接进到产品的侧壁,并用潜水进胶,为了让镶件得到充分冷却,在镶件上面设计冷却运水,运水的方式有很多种,有直通式,水井,喷泉运水,这里我们采用冷却效果最好的螺旋运水,如下图所示:
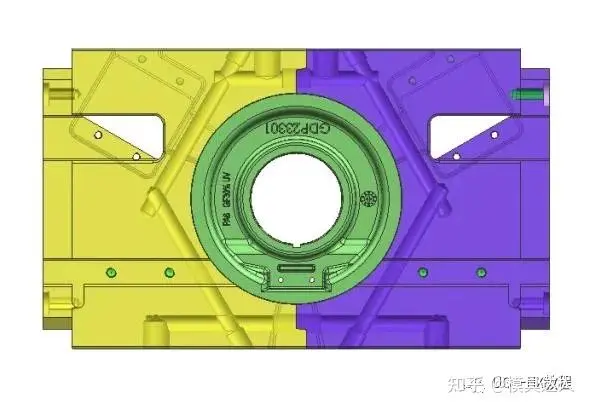
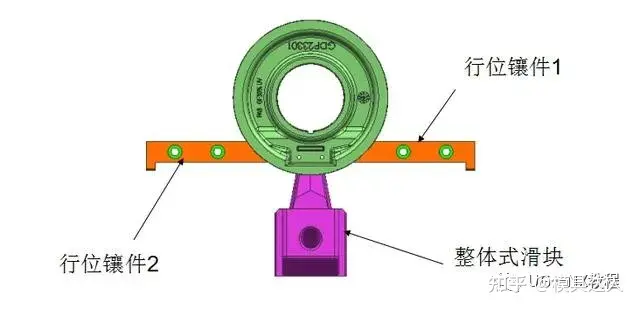
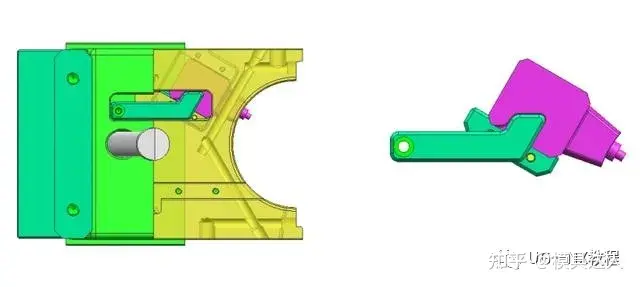
四, 产品沿开模方向有三个异形孔,其中有两个异形孔设计成两个单独的行位镶件,挂在大行位上面,行位镶件的材料可以跟后模仁相同的材料,(718H)因为行位镶件要运动,材料需要热处理,一般热处理到(48-52HRC).另外一个行位镶件与行位座做成一个整体,整体式滑块强度虽然好,但是不利于更换,由于做成整体的滑块胶位伸到了前模,在开模方向上设计成(3-5)度的插穿角度,伸到前模胶位部分也要做(3-5)度斜度。
五,滑块镶件的连接方式有很多种,比如用做T型槽连接,用无头螺丝固定,压板固定,挂台固定,此处滑块镶件采用冬菇头连接,小滑块就固定在大滑块座上面,并且小滑块不能从正面往下锁,这样会跟大滑块发生干涉,因此斜滑块的压条反锁在大滑块镶件上面,当斜导柱往上运动时,大滑块就往后退,由于斜滑块的座子固定在大行位座子上面,带着斜滑块沿着斜方向运动,从而达到脱出倒扣的目的,如下图所示:
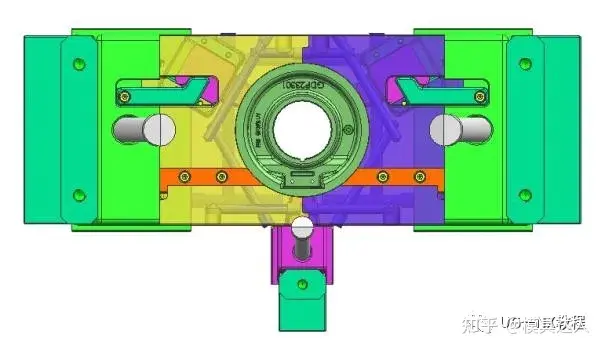
六,运动原理:当左右两个大滑块在斜导柱的拨动下向后运动,由于斜滑块固定在大滑块上面,跟着大滑块一起运动,完成斜方向的倒扣抽芯,当行位复位时,斜导柱拨动大滑块往里面一起运动,铲机锁死滑块,如下图所示:
那今天的分享就到这里啦,之后也会带来更多有趣的知识和内容,也会分享UG建模相关的小知识和小技巧,感兴趣的小伙伴们记得点个关注,不要错过了之后的精彩内容啊~
UG三维建模,装配设计、工程制图、运动仿真、逆向设计、有限元分析

武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















