















































软件

产品



数控加工中心
数控编程是数控加工的重要步骤,数控编程一般又分为手工编程和自动编程两种。手工编程主要用于对一些加工形状简单、计算量小、程序不多的零件,因此,在点位加工或直线与圆弧组成的轮廓加工中主要采用手工编程加工。而对于形状复杂的零件,特别是具有非圆曲线、列表曲线及曲面组成的零件多采用自动编程。
加工中心上经常需要加工一些多孔类零件,尤其是孔数比较多而且每个孔须经过几道工艺加工方可完成的零什,例如在板类零件上进行点阵群孔的加工。 SIEMENS数控系统中具有线性孔和环形孔的固定循环加工指令,而在FANUC和华中世纪星等一些老的数控系统上没有线性孔和环形孔固定循环加工指令,要进行点阵群孔的加工则必须没汁一套用户宏程序。而宏程序和宏指令是一个比较难以理解的概念和指令,所以在编程中大多数人还不会或不愿使用宏程序。同时受客观条件的限制,自动编程(计算机编程)在目前还未被普及。因此,存编制多孔类零件加工程序时,如果按常规编程,需要计算每个结点的坐标值,不但计算量大,编群速度慢,程序冗长,且极容易出错。假如我们能灵活应用数控系统中的辅助编程功能来编程,则会使群孔加工的编程变得简单、清晰明了、程序编制时间也短。下面是一种巧用子程序和钻孔固定循环进行网式点阵孔群加工的编程举例。
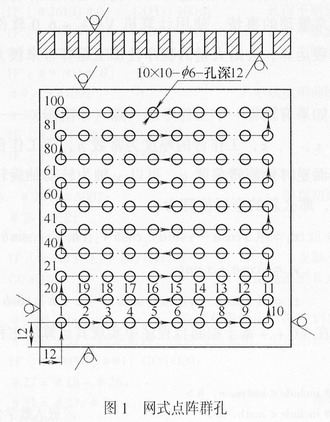
例:在VMC750E华中世纪星HNC-21M加工中心上,在一厚度为12mm的工件上加工100个φ6mm线性矩阵排列孔(如图1所示),设刀具起点为(12,0,80)。工艺分析如下:
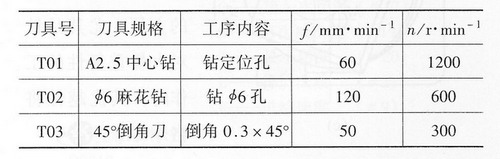
1.刀具与合理的切削用量(详见附表)
附表
数控机床
2.程序设计
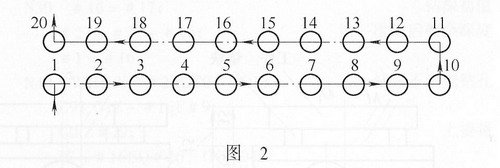
(1)加工路线如图2所示
(2)加工程序
%0086; 主程序号
N02 T1 M06; T1为A2.5中心钻
N04 G90 G54 GOO X12 Y0 M03 S1200; 刀具怏速移到起刀点
N06 G43 H01 Z30 M07; 刀具长度补偿,打丌切削液
N08 M98 P6000 F60 Z5 L5; 调用钻孔子程序5次
N10 C49 G80 G90 G00 Z80 M09; 取消长度补偿和固定循环
N12 T2 M06; T2为φ6麻花钻
N14 G90 G54 G00 X12 Y0 S600 M03; 刀具快速移到起刀点
N16 G43 H02 MZ30 M08; 刀具长度补偿,打开切削液
N18 M98 P6000 F120 Z16 L5; 调用钻孔子程序5次
N20 G49 G80 G90 G00 Z80 M09; 取消长度补偿和固定循环
N22 T3 M06; T3为45º倒角刀
N24 G90 G54 G00 X12 Y0 S600 M03; 刀具快速移到起刀点
N26 M98 P6000 F50 P1 Z0.3 L5; 调用钻孔子程序5次
N28 G49 G80 G90 G00 Z80 M09; 取消K度补偿和固定循环
N30 G00 X-100 Y0 M05; 主轴停止
N32 M30; 程序结束并返回程序起始段
%
%6000; 程序序号
N10 G99 G81 G91 Y12 G90 Z[- #25] R3 F150 P[#15];
调用固定循环(1)孔
N15 G91 X12 Y0 L9; 在(2)~(10)孔位上钻孔
N20 X0 Y12; 在(11)孔位上钻孔
N25 X-12 Y0 LO; 在(12)~(20) 孔位上钻孔
N30 M99; 子程序结束并返回主程序
%
在 HNC—21M数控系统上巧用子程序来加工线性矩阵孔,此方法已在实际加工中得到成功运用,它具有编程快捷、程序液晰明了、节约数控内存的优点。并且只要将矩阵孔的行数、列数、及孔的间距和起刀点等尺寸参数作为变量放在子程序调用指令后来进行编程,将子程序固定存储在系统内存中,它又具有一定的通用性;因此我们同样可以巧用子程序来编制环形孔群的加工程序。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















