





































































(本文由邹军老师原创,在没有人指引你的时候,你靠自己的能力,或者靠自己一点点去打通去积累,是很慢的,如果别人把自己的经验倾囊相授,你可以少走很多弯路。【跟邹军学数控编程】,让你成为经验丰富的编程高手。想学习《UG编程》,《宏编程》,学习加微信:Yuki7557)
上一篇分享了【牙变槽不变】的变螺距螺纹程序案例,有不少朋友反映,
还有一种常见的变螺距螺纹【槽变牙不变】,这种类型的螺纹如何编程?
关于变螺距螺纹,常见的有下面两种形式:
1, 牙变槽不变
2, 槽变牙不变
宏程序不是万能的,没有宏程序是不能的,来!来!来!军哥在给您分享【槽变牙不变】的变螺距螺纹宏程序。

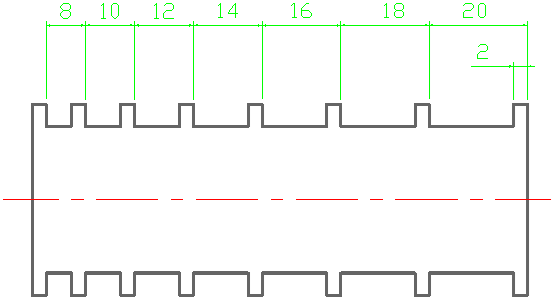
这种类型的螺纹槽宽逐渐变化,牙尺寸固定,如下示意图:
点击免费领取☞数控车(铣),ug编程,cad绘图,数控仿真,数控机械类书籍等上10G教程
螺纹槽由初始的18(20-2=18), 依次递减16(18-2=16),14,12……,牙宽尺寸为2。
这种【槽变牙不变】螺纹程序如何编写呢?思路如下:
1, 深度方向采用分层切削,每切一层深度不断减少。
2, 宽度方向通过移动螺纹切削起点位置来赶刀。
基于这两个思路,明白的应该明白了,所以军哥直接上程序如下:
O 1111
G21 G40 G97 G99 T0100
T0101 螺纹刀
S300 M03
G00 X38. Z21 螺纹循环起点
#1= 0.5 第一刀切深
#2= 2.0 牙型高度(半径值)
N1 #2=#2-#1 每次切深后的剩余牙高IF [#2 LE 0.05 ] GOTO2 如果剩余牙高≦0.05,则转移到N2程序段
G00 X[30+2*#2] 30为螺纹外底径
G34 Z-100. F20 K-2
G00 X38.
Z21.
#1=0.8*#1 每次切深为上次的0.8 倍
IF [#1 GE 0.05 ] GOTO1 如果切深≧0.05,则转移到N1程序段。
#1=0.05 否则,切深固定在0.05
GOTO1 转移到N1程序段
N2 G00 X30 Z21
G34 Z-100 F20 K-2
G00 X38
Z21
#3=0.02 *每次赶刀量
N3 G00 Z[21-#3]*螺纹起刀点向左移动#3
X30.
G34 Z-100 F[20-#3] K-2 *螺纹自起刀点开始,每转过一圈,则刀具向右移动#3
G00 X38
Z21
#3=#3+0.02
IF[#3 LE 2]GOTO3
X38
Z21
M30
来源邹军爱数控

 技术文档
技术文档
 推荐好文
推荐好文







 155-2731-8020
155-2731-8020