前言:
治病找到病因最关键,对于塑胶制品来说,解决成型后产品发生的变形问题如同“治病”,同样首要任务是找到变形的原因。产品变形常见因素如下:模具方面,如浇口位置不当导致充填不平衡,水路排位不合理会导致冷却不均(有些大件的产品需要分段设计水路,利于调整可以调整翘曲变形),顶出不合理会导致产品顶出变形等等;产品方面:有时产品本身就设计不合理,比如产品太长又没加强筋,肉后不均会导致收缩变形等等;成型方面:如保压时间不够,料温过高或过低,压力过大或过小都会引起产品变形。
解决产品变形问题,只依赖传统的经验或是对变形原因进行逐一排除的方法来摸索,周期太长,满足不了目前市场对产品越来越高的品质、交期、成本上的要求,特别是目前许多消费性产品更新换代迅速,开发周期过长就意味着失去了竞争优势。
如果采用Moldflow分析技术,可以帮我们在第一时间找出产品变形原因,再针对问题点进行修改,问题就变得容易多了。Moldflow可以分析塑胶熔体在型腔中的成型情况,预测潜在的问题,供设计者及时调整产品的壁厚、结构等,这样就大大缩短了开发周期,降低生产成本。
以下通过一个案例来介绍如何通过应用Moldflow软件,有效做到减少产品与模具的修改次数,缩短了产品上市的周期,为企业创造了更大的价值。
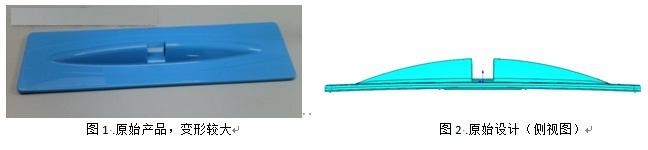
本案例是一地拖面板,从2005年就开始量产的一款旧产品,一模二穴,成型材料为PP-1120,采用侧水口两点进胶,实际生产注塑周期50s,但实际生产中由于变形严重,成型之后另需外加夹具校正,所需时间为10s,其品质相当不稳定,废品率较高。公司自导入Moldflow之后,就尝试借助软件分析对该问题点进行优化改进。
 1、运用Moldflow寻找产品翘曲原因
1、运用Moldflow寻找产品翘曲原因
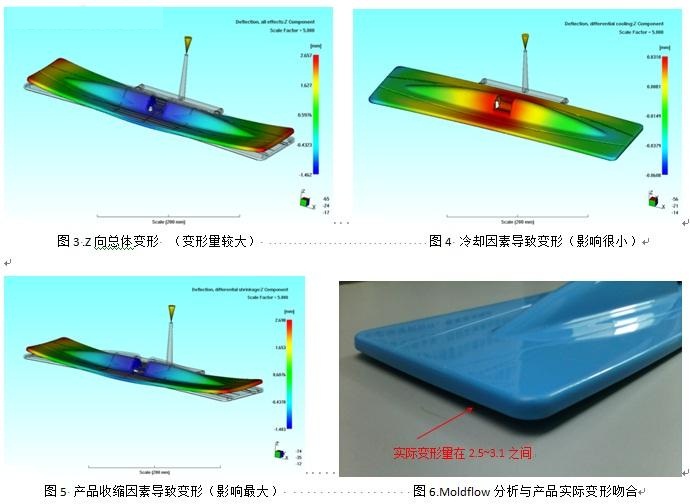
收集现场提供的成型条件,用Moldflow对成型过程进行分析,变形结果如图3,其中Z轴总的变形量(翘曲变形)在2.657~-1.452mm之间,再将变形原因进行分类发现,冷却不均导致的变形量为0.0310~-0.0608mm(如图4)由此可知影响很小,可以排除冷却因素;收缩不均导致的变形量为2.698~-1.483mm(如图5),由此可以确定,导致产品变形的主要原因在于产品的结构问题。正是由于Moldflow让我们快速定位了产品变形量与原因,迅速了解到问题的主要原因在哪,有效避免了盲目调机和休谟改模,在本案例中首先可以排除冷却的因素,收缩不均才是引起产品翘曲变形的主要原因,经过与实际产品的对比变形方向相同(如图6)。
 2、运用Moldflow优化产品结构
2、运用Moldflow优化产品结构
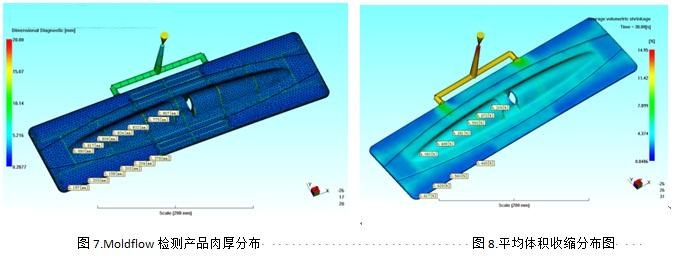
根据翘曲分析结果我们发现产品存在有料厚不均现象,导致了局部收缩不均从而引起翘曲变形。通过测量产品肉厚分布,其平面平肉厚为2.2mm,Moldflow分析结果中的“平均体积收缩率”为2.445%;局部肉厚达到2.8mm(如图7),对应的“平均体积收缩率”为4.488%,虽然产品料厚相差0.6mm但其“平均体积收缩率”相差约2倍(见图6),可见出现了明显的收缩不均。
 为了达到平均收缩的条件,我们把产品作了减胶处理(见图8红色区域),把2.8mm料厚区域减薄到2.2mm,再将修改后的产品模型导入moldflow分析,平均体积收缩分布(见图9),翘曲变形已经达到我们产品设计要求(见图8)。
为了达到平均收缩的条件,我们把产品作了减胶处理(见图8红色区域),把2.8mm料厚区域减薄到2.2mm,再将修改后的产品模型导入moldflow分析,平均体积收缩分布(见图9),翘曲变形已经达到我们产品设计要求(见图8)。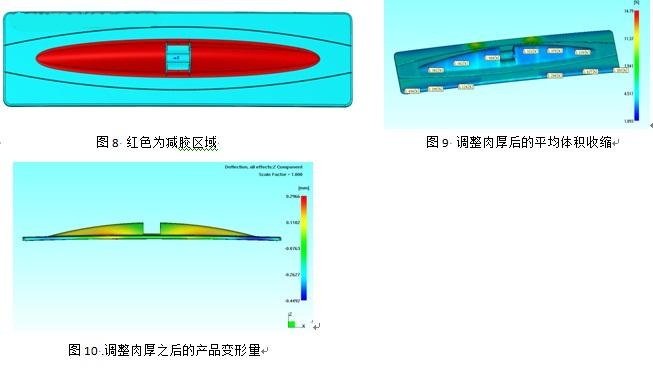 3、试模结果
3、试模结果
通过应用Moldflow优化后的产品不但在翘曲变形上得了明显的改善(蓝色是旧产品,红色是优化结构后新产品 )(见图9),成型周期可缩短到43S(之前成型周期为50S),另外免去了夹具校正(节省10秒),而且产品的品质与产能得到了显著的提高(如图12)。

结论
导致产品变形的因素众多,通过Moldflow分析可以在第一时间找出导致产品变形的主要原因,让我们知道到底是产品结构原因,还是模具设计问题,还是成型工艺不合理,有了方向之后针对问题点来分别解决,避免了反复修模与改模,从而缩短产品开发周期,切实为企业节约成本。 |
|
|
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。



















































 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















