















































软件

产品


随着电子产品的不断升级,企业对PCB工艺的要求越来越高,而且由于结构空间原因,希望PCB的体积越小越好,这又进一步对工艺发展提出了新要求。
因此,PCB工艺正变得越来越复杂,钻孔就是其中一道难题。

一、0.1mm的钻孔,为什么做不了?
很多工程师看到板厂的工艺能力写着最小孔0.1mm时,便把PCB设计中的孔改到0.1mm,以解决线路布局空间不足的问题。但当他们把设计文件发给板厂打板时,却收到板厂反馈这孔做不了!
怎么回事呢?其实这里有个误区——不是所有的板都能做0.1mm的钻孔。
0.1mm是很小的孔,采用机械钻的时候,容易断刀,目前最小的机械钻是0.15mm,低于0.15mm的孔需要采用激光钻。但激光钻孔有个前提条件,就是板子的介质厚度只能是0.127mm以内,大于这个厚度就无法激穿。
因此,板子之所以不能做0.1mm的孔,不是因为板厂做不了,是因为设计的板子太厚了。

图中红色为激光
二、激光钻孔加工常见的4种方法
1、开铜窗法:
先将RCC(涂上树脂的铜箔层)复压于内层板上,用光化方法制作窗口,然后用蚀刻露出树脂,再用激光烧除窗口内基材材料形成微盲孔。
2、开大窗法:
将铜窗直径增大到0.05mm左右,比底垫还大(通常根据孔径大小确定),当孔径为0.15mm时,底垫直径应在0.25mm左右,其大窗口直径为0.30mm。然后进行激光照射,即可烧出微盲孔,这样位置准确,可用于制作精确的铜窗底垫。它的主要特点是选择自由度大,进行激光照射时可选择另按内层底垫的程序打孔。这种方法有效地避免了由于铜窗直径与孔径相同所引起的偏置,从而使激光点不能对准正窗口,从而导致大量的大尺寸拼板表面有很多半孔或残孔。
3、树脂表面的直接成孔技术:
具体操作方式有以下4种:
a. 基板是用树脂铜箔在内层板上压涂,然后将铜箔全部蚀刻除去,便可用CO2激光直接在树脂表面打孔,再继续按镀覆工艺进行打孔。
b. 用FR-4半固化片材及铜箔代替涂树脂铜箔的工艺方法,与用铜箔制作相类似。
c. 涂覆感光树脂及后续层压铜箔的工艺方法。
d. 采用干膜作为介质层,与铜箔一起进行压贴工艺制备。
4、超薄铜箔直接烧蚀的工艺方法:
在用树脂铜箔两面压覆内层芯板后,可以用“半腐蚀法”将铜箔厚度17m经腐蚀减薄至5微米,再经过黑氧化处理,即可获得CO2激光成孔。
三、盲孔填孔不良分析
目前多阶HDI板的层间互连大多采用微孔叠孔及交错连接方式设计,一般采用电镀铜填孔方式进行导通,但电镀填盲孔技术与传统电镀有一定差别,且在工艺参数、流程设计、设备方面更有严格要求,填孔过程中出现空洞、凹陷、漏填也是板厂控制的难点,下面将填孔缺陷进行分析,提供些填孔不良的思路。
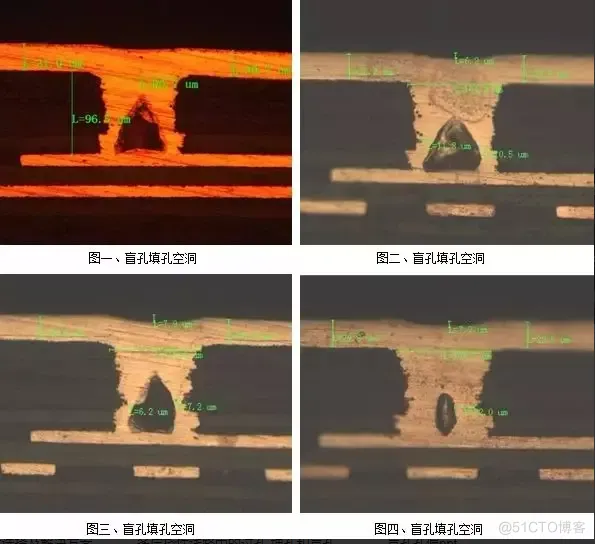
填孔不良主要为凹陷、漏填、空洞,其中凹陷、漏填比例较高,其次为空洞。填孔不良可能原因很多,包括:
添加剂浓度失调:盲孔的填孔主要是通过添加剂中各组成分的协调作用、吸附差异平衡化完成,浓度失控势必会造成添加剂在盲孔内吸附平衡的破坏影响填孔效果
打气喷管堵塞:填孔槽打气大小直接影响到填孔过程中孔内药水交换效果,若打气效果差必然会造成孔内药水交换导致填孔效果欠佳凹陷值偏大
导电性不良:夹头或挂具损坏、飞靶和V型座接触不好,导致电流分布不均,板内电流小区域必然会出现盲孔凹陷或漏填现象
填孔前微蚀异常:填孔前微蚀不足均可能导致个别盲孔孔内导电不良,孔内电阻偏高,在填孔时不利于添加剂分布导致填孔失败
板子入槽时变形:导致局部盲孔突起,局部盲孔漏填或凹陷。泵浦吸入口漏气,必然会造成大量空气进入槽内,通过过滤泵循环过滤将起泡带入整个槽内通过气流进入盲孔,阻碍孔内药水交换导致盲孔漏填现象
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















