















































软件

产品


流动 (Flow)
射出成型的充填流动分析主要为模拟塑料熔胶被压力推进到模穴的过程。压力迫使熔胶流动并填充模腔。通常,压力最高之处是在注入口;随着距离浇口越远,压力随之减小。同时,最低的压力出现在向前移动的熔胶流动波前。压力差是推动熔融的热塑性塑料的主要动力。一般情况下,填充过程倾向于以最小的阻力流向空腔区域。在空腔区域熔融塑料以较快速度前进表示该区域对流动的阻力较小;同样地,若流动波前缓慢的前进,则等值线将比较密集,代表该区域有较大的阻力。前述情况可见于下图:

聚合物材料通过不同厚度区域的流动行为
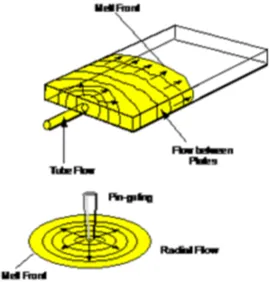
不同情况下射出成型的浇口现象
为了要捕捉这样的行为,模拟是了解这些行为最适当的方式。 流动分析能够解决与填充相关的问题,如短射 (不完全填充)、缝合线、包封、流动问题、表面烧焦劣化,流道/流动平衡,及浇口设计等问题;因此,本模块可以在概念或产品设计时间使用。此外,塑件或模具设计师可以用计算机仿真测试可能的设计而缩短交付设计所需的时间。充填分析也可用于评估材料的加工性能 (Processing properties) 和作为材料选择的参考。成型条件和网格敏感度也可以透过流动分析进行评估。
1. 流动功能导览 (Flow Function Overview)
[终止流动计算条件选项] (Criterion for stopping calculation) 可用 [充填百分比] (Fill percentage) 或 [不填充元素个数] (Unfilled element count) 定义。如果选取 [充填百分比] (Fill percentage),停止计算的预设条件值 为 99.95%, 表示 99.95% 的整个模穴体积已填满。因此,如果 [Fill percentage to stop calculation] 为 30%,充填分析将会在模穴体积填满 30% 时停止。此功能可何所要的填充百分比时预览填充行为,非常有用。如果选取[不填充元素个数] (Unfilled element count),流动计算将会在不填充元素个数减少至等于使用者定义的数目时停止。例如下图显示充填分析期间「浇口压力」和时间的关系,如果停止计算的充填百分比设定为 30%,充填分析会在模穴体积填满 30% 之后停止。
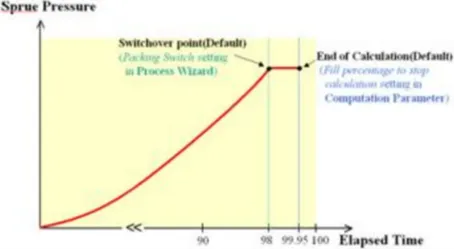
填充分析期间的浇口压力与时间的关系
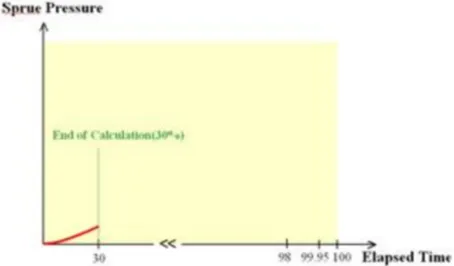
若终止流动计算条件选项设定为 30%,填充分析将在填充 30% 的模穴体积后停止充填
•进阶纤维配向设定 (Advanced Fiber Orientation setting)
纤维参数可在计算参数的充填/保压 (Flow/Pack) 卷标中的进阶选项 (Advanced Options) 中进行设定。用户可在此指定纤维型态为短纤或长纤,设置相关参数。此外这里提供三种方法以提升短或长纤维强化材料的纤维配向准确性。
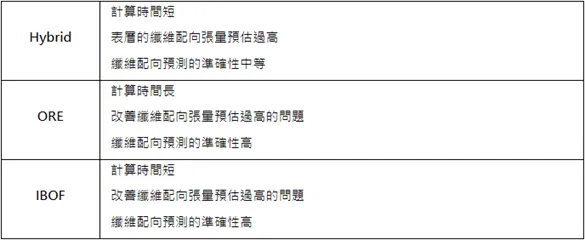
第一种方法是 四阶配向张量封闭 (4th orientation tensor closure),其包含三种模式:Hybrid (原始Moldex3D纤维配向计算分析模型)、ORE (正交性封闭近似模型) 以及IBOF (正交性封闭近似修正模型)。这些模型的特性如下所列。
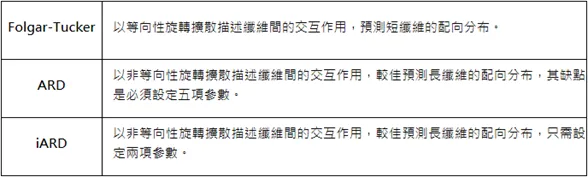
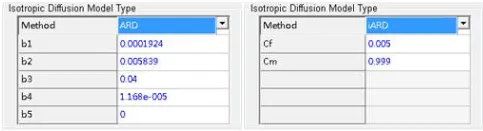
第二种方法是 旋转扩散 (Rotary Diffusion),其包含三种模式:Folgar-Tucker (原始Moldex3D纤维配向计算模型)、ARD (非等向性旋转扩散模型) 以及iARD (非等向性旋转扩散修正模型)。这些模型的特性如下所列。
第三种方法是使用 Retard Principal Rate (RPR) 以考虑纤维与基质的交互作用,改善原始Folgar-Tucker模型方法,解决浓缩悬浮液中配向张量改变率预测过高的问题。RPR模型alpha因子建议为从0到1 (因子值越大,RPR效果将会越明显)。
•Solid模型流动分析的基本功能 (Basic Functions of Flow Analysis for Solid Model)
Solid/eDesign 模型流动分析的基本功能如下。
-能力:解决充填相关问题,例如:
•短射(short-shot) (不完全填充)
•缝合线(weld line)
•包封(air-trap)
•流动问题(flow problems)
•燃烧表面缺陷(burning surface defects)
•流道/流量平衡(runner/flow balance)
-分析结果(Result analysis): 分析结果可以藉由控制项目工作区(Project Workspace)、显示设置工具栏(Display Toolbar)和动画工具栏(Animation Toolbar)在展示窗口(Display Windows)上查看流域分布图标,或是显示XY图( XY Curve)。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















