软件

产品


电动/混合动力汽车已成为未来汽车技术发展的趋势,随着电动车的发展,对先进电池的需求和对电池管理系统的要求也日益提高。电池管理系统测量监测电池组的电压、充放电电流、工作温度,并根据电压状态控制电流的充放电,根据温度状态推断电池当前的状态。电池管理系统对于电动汽车的安全、保持电池组性能,延长使用寿命、提高电池使用效率有重要意义。
作为电动/混合动力汽车中的一个关键部件,电池管理系统要经受住各种振动以及环境温度变化、灰尘、防水、防潮等环境的考验。因此在实际中,常常使用电子密封胶将电池管理系统模块的电子元器件进行灌封,灌封胶固化以后可以起到耐温、防潮、防尘、绝缘、防震等作用。
鉴于电子灌封胶的使用环境,对其粘接性能、绝缘性能和耐候性能具有较高的要求。电子灌封胶种类非常多,从材质类型来说,目前使用最常见的主要分为三种,即环氧树脂灌封胶、有机硅树脂灌封胶、聚氨酯灌封胶。在实际应用中,三种灌封胶各有其优缺点。
在设计和研发电池管理系统时,常常将电池管理模块小批量样品进行多种环境试验比如振动、防水、环境温度变化等试验,以验证电池管理模块是否能在不同环境下正常工作。现有一款灌封的电池管理模块在温度箱中进行高低温试验时,发生主芯片管脚脱焊,导致该电池管理模块无法正常工作。
电池管理模块包括不同的电子元件、电路板、外壳等多个零件,并且灌封胶将这些器件密封在内部。凭借常规方法在众多影响因素中找出在高低温试验中芯片脱焊失效的具体原因相当困难,这样也难以找到改进的方法。
借助于CAE仿真分析,模拟电池管理模块在高低温试验过程,可以获得密封胶内部各个器件的变形和应力状态,从而识别出电池管理模块失效原因,进而找到改进措施。另外传统设计、小批量样品、试验验证的周期长并且风险大,而CAE仿真分析可以快速分析不同设计方案,可以大大缩短电池管理模块的研发周期以及减少开发风险。
1电池管理模块高低温试验仿真分析
该电池管理模块小批量样品在进行高低温环境试验时,QFN式微控制器管脚与焊盘发生脱焊现象,导致电池管理系统不能正常工作。通过仿真分析寻找微控制器管脚脱焊的原因,并提出改进措施。
1.1 电池管理模块几何模型
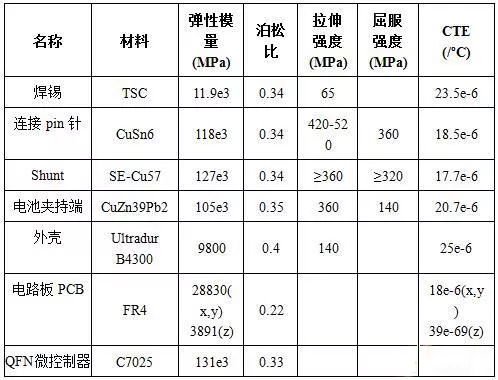
该电池管理模块主要包括电池夹持端、shunt、电路板PCB、微控制器、连接pin针、继电器、电容、外壳等。微控制器以QFN方式贴装在PCB上。连接pin针采用焊接在PCB上。该电池管理模块的样品设计几何模型如下图所示。
图1 电池管理模块初始设计几何模型
1.2 电池管理模块有限元模型
在建立电池管理模块有限元模型时,忽略体积比较小的部分元器件。电池夹持端、shunt、连接pin针等预埋在塑料外壳中,它们与外壳之间以绑定模拟。PCB由外壳上的凸起台阶定位,通过焊锡与pin针焊接在一起。微控制器、继电器、电容等焊接在PCB上。灌封胶与各器件以及外壳之间以接触模拟。建立的电池管理模块有限元模型如下图所示。
图2 电池模块初始设计的有限元模型
该电池管理模块中各零件涉及到多种材料模型,各个器件的材料名称如下表所示。
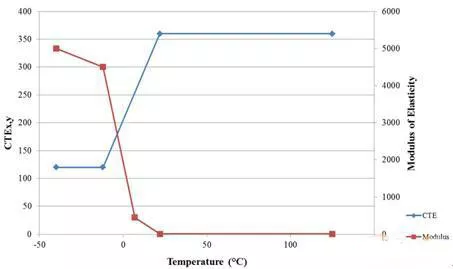
灌封胶Bectron PU4526是一种水性双组份聚氨酯类灌封胶,工作温度可达130℃。其硬度为Shore D 50~60,玻璃转化温度Tg为7℃左右。灌封胶Bectron PU 4526的泊松比为0.47,其弹性模量和热膨胀系数随温度变化的规律如下图所示。在高低温试验温度范围-40~105℃中,该灌封胶将呈现明显非线性材料特性。
图3 Bectron PU 4526材料特性
表1 电池模块中各器件材料属性表
仿真模型中,电路板PCB材料模型采用各向异性模型,灌封胶Bectron PU 4526材料模型采用随温度变化的非线性材料模型。其他材料采用线弹性模型。
1.3电池管理模块高低温试验仿真分析
电池管理模块的高低温试验过程如下所述:试验所处的环境温度为25℃。低温试验时,将该模块放置于试验箱内,然后将试验箱中空气温度以规定的速率降低到规定的低温-40℃。在箱内温度达到稳定后,该模块应该在低温条件下暴露规定的时间。然后将试验箱中空气温度以规定的速率升高到规定的高温105℃。在箱内温度达到稳定后,该模块应该在高温条件下暴露规定的时间。最后将试验箱中空气温度以规定的速率降低到环境温度。
试验时温度以规定的速率缓慢下降,可以处理为静态过程。在仿真分析时,主要分析25~-40ºC降温过程和25~105℃升温过程。
1.3.1工况25~-40ºC分析结果
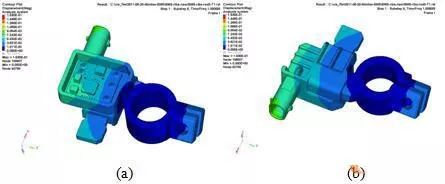
该电池管理模块原始设计25~-40ºC降温过程的部分关键部件的仿真分析结果如下图所示。
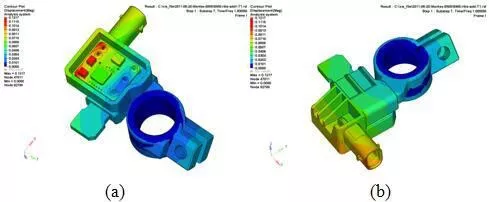
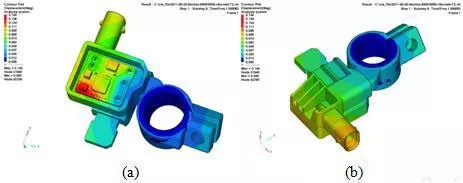
图4 降温25~-40ºC的总变形云图
电池模块原始设计25~-40ºC降温过程的总变形云图表明:电路板最大变形量最大,变形为0.12mm,并且微控制器两侧的电路板变形量不一致。
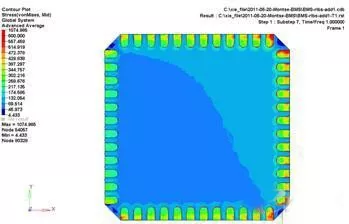
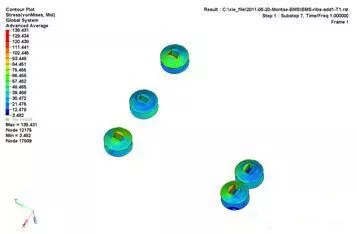
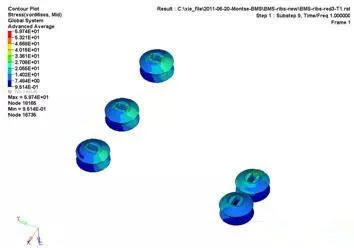
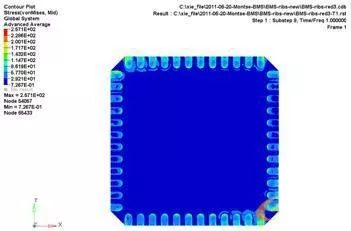
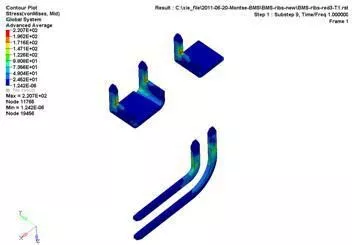
图5 降温25~-40ºC微控制器管脚应力(MPa)
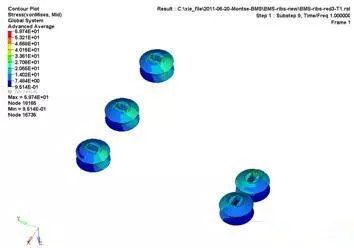
图6 降温25~-40ºC焊锡应力(MPa)
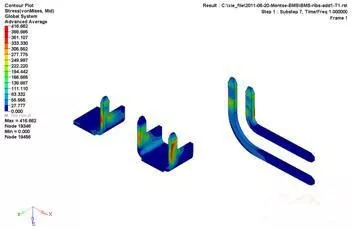
图7 降温25~-40ºC连接pin针应力(MPa)
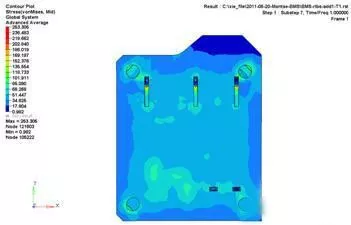
图8 降温25~-40ºC灌封胶应力(MPa)
在电池管理模块原始设计中,由于微控制器管脚材料采用了线性模型,在降温过程仿真中微控制器管脚的应力达到了1075MPa,表明微控制器管脚应力远远超过了材料的屈服极限。焊锡的最大应力达到了139.4MPa,超过了焊锡的强度极限。密封胶的最大应力达到了253.3MPa。
1.3.2工况25~105ºC分析结果
该电池管理模块原始设计25~105ºC降温过程的部分关键部件仿真分析结果如下图所示。
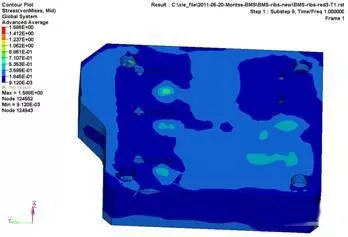
图9 升温25~105ºC的总变形云图
电池模块原始设计25~105ºC升温过程的总变形云图表明:电路板的最大变形量最大,变形量为0.15mm,并且微控制器两侧的电路板变形量不一致。
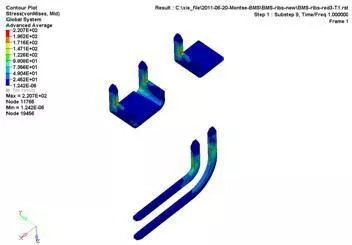
图10 升温25~105ºC微控制器管脚应力(MPa)
图11 升温25~105ºC焊锡应力(MPa)
图12 升温25~105ºC连接pin针应力(MPa)
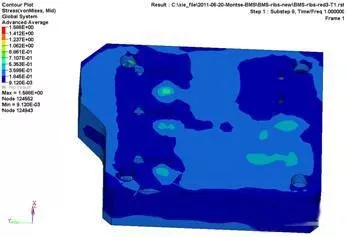
图13 升温25~105ºC灌封胶应力(MPa)
在电池管理模块原始设计中,在升温过程仿真中微控制器管脚的应力达到了492.3MPa。焊锡的最大应力达到了147.3MPa,超过了焊锡的强度极限。密封胶的最大应力达到了4.6。
1.3.3电池管理模块高低温失效原因
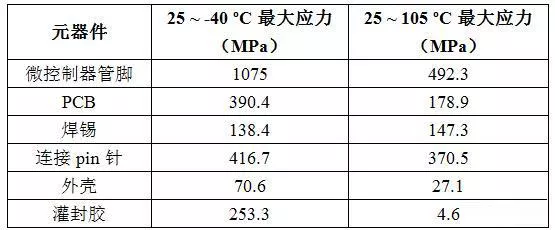
在降温过程和升温过程中各器件的最大应力汇总如下表所示。
表2 电池管理模块中各器件最大应力
对比分析结果表明,各器件最大应力降温过程比升温过程大。
通过降温过程的变形云图可知:外壳发生收缩,由于加强筋一侧壳体厚度相对较厚,微控制器两侧的外壳部分变形不一致,这样电路板PCB发生弯曲,导致微控制器与电路板PCB之间的相对变形变大。如果去掉外壳上的加强筋,可以适当减少外壳的收缩变形,从而减少位置控制器与电路板PCB之间的相对变形。
灌封胶Bectron PU4526在其玻璃转化温度7℃附近材料特性发生显著变化。当温度降低到Bectron PU 4526玻璃转化温度附近时,该灌封胶的弹性模量明显变大7-10倍,热膨胀系数减小2-3倍左右。这样虽然降温过程的温度差65℃小于升温过程的温度差85℃,但降温过程中的热应力大于升温过程。在降温过程中,微控制器管脚很容易发生失效。
1.4电池管理模块新设计
1.4.1电池管理模块新设计
通过上述分析结果表明,选择弹性模量低以及热膨胀系数小的灌封胶有利于减少热应力。另外如果灌封胶的玻璃转化温度接近或者处于电池管理模块的工作温度范围之外,灌封胶的性能将相对稳定,电池管理模块中各器件中的热应力将不会发生剧烈变化,有助于延长各器件的寿命。
图14 电池管理模块新设计几何模型
在电池管理模块新设计模型中,去除了外壳背部的三个加强筋,如上图所示。另外将灌封胶材料更换为弹性模量和热膨胀系数较小的Resin PU 925。Resin PU 925的工作温度为-40~120℃,硬度为Shore A 70~75,弹性模量为14MPa,热膨胀系数为65ppm/K(<-20℃)和200ppm/K(>-20℃)。
表3 Resin PU 925材料属性表
1.4.2电池管理模块设计的有限元模型
电池管理模块新设计的有限元模型如下图所示。
图15 电池模块新设计的有限元模型
由于灌封胶材料特性随温度变化的大致规律类似,如果在降温过程电池管理模块可以正常工作,在升温过程电池管理模块也可以正常工作。在仿真分析计算时可以只计算低温过程,这样可以减少计算量。为了减少计算量,对电池管理模块的新设计模型只计算降温过程。
1.4.3工况25~-40ºC分析结果
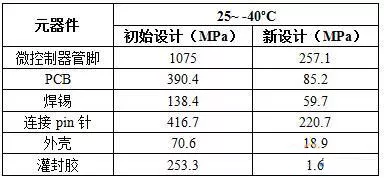
电池管理模块新设计和初始设计在降温过程的分析结果对比如下表所示。
表4 新设计和初始设计在降温过程的分析结果对比
新设计和初始设计降温过程仿真分析结果对比表明,电池管理模块新设计中微控制器管脚以及其他器件的应力显著减少,基本上应力都没有超过每个材料的极限强度。这样管理管理模块的新设计可以经受住高低温试验的考验。
电池管理模块新设计在25~-40℃降温过程的部分关键部件仿真分析结果如下图所示。
电池模块原始设计25~-40ºC降温过程的总变形云图表明:电路板的变形减小并且变形趋于一致。
在电池管理模块新设计中,在降温过程仿真中微控制器管脚的应力达到了257.1MPa,比原始设计大大减小。焊锡的最大应力为59.7MPa,没有超过焊锡的强度极限。密封胶的最大应力为1.6MPa,比原始设计大大减小。
图16 降温25~-40ºC过程的总变形云图
图17 微控制器管脚应力(MPa)
图18 焊锡应力(MPa)
图19 连接pin针应力(MPa)
图20 灌封胶应力(MPa)
2 结果
在研发电池管理模块产品时,该模块要通过严格高低温试验以验证其是否能经受住环境温度的变化。由于电池管理模块包含的电子器件多,因此在高低温试验时结构的变形规律复杂。另外电子管理模块的电子器件需要灌封胶密封,但是精密电子器件灌封常用的聚氨酯类灌封胶材料一般是具有玻璃转化温度的高聚物,其材料特性随温度具有很强的非线性。因此研发可靠耐用的电池管理模块产品具有很大的挑战性。
本文在研发一款电池管理模块时,通过CAE模拟高低温试验过程,找到了该电池管理模块的失效原因,并对该模块初始设计进行了改进,确定了最终量产产品设计方案。如果在电池管理模块的设计阶段就引入仿真分析,可以极大的减少常规研发中的巨大风险,并显著缩短开发时间。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020