软件

产品


SLM金属打印技术作为一项关键的3D打印技术,持续获得科研界和工业界的关注,目前在国内,传统制造企业正开始主动接触这项技术。相较于国内的迟缓,国外还是要超前一些。
由于一些特殊行业对材料超高温情况下的力学性能有较高的要求,现有的拉伸试验机夹具多由金属材料压力加工而成,在高温加压过程中会过早出现屈服失效的现象。例如,在测量IN718合金的高温蠕变性能(700℃)时,标准钢夹具很容易断裂;再者,不稳定的夹具在进行性能测试时,数据的准确性和一致性也无法保证,这对于本就存在一致性风险的3D打印零件测试,更是雪上加霜。
为了准确量化性能,美国空军技术学院(AFIT)的研究人员对MTS夹具进行了重新设计,并利用SLM技术制造,使其具有了更高的热转换率,减小了高温蠕变过程中夹具的热应力,从而降低了夹具开裂的概率。
MTS夹具优化设计
3D打印在制造具有复杂内部结构的零件方面具有优势,这种优势不仅可以用在随形冷却水路模具的制造方面,同时也可用来制造具有冷却流道的夹具。
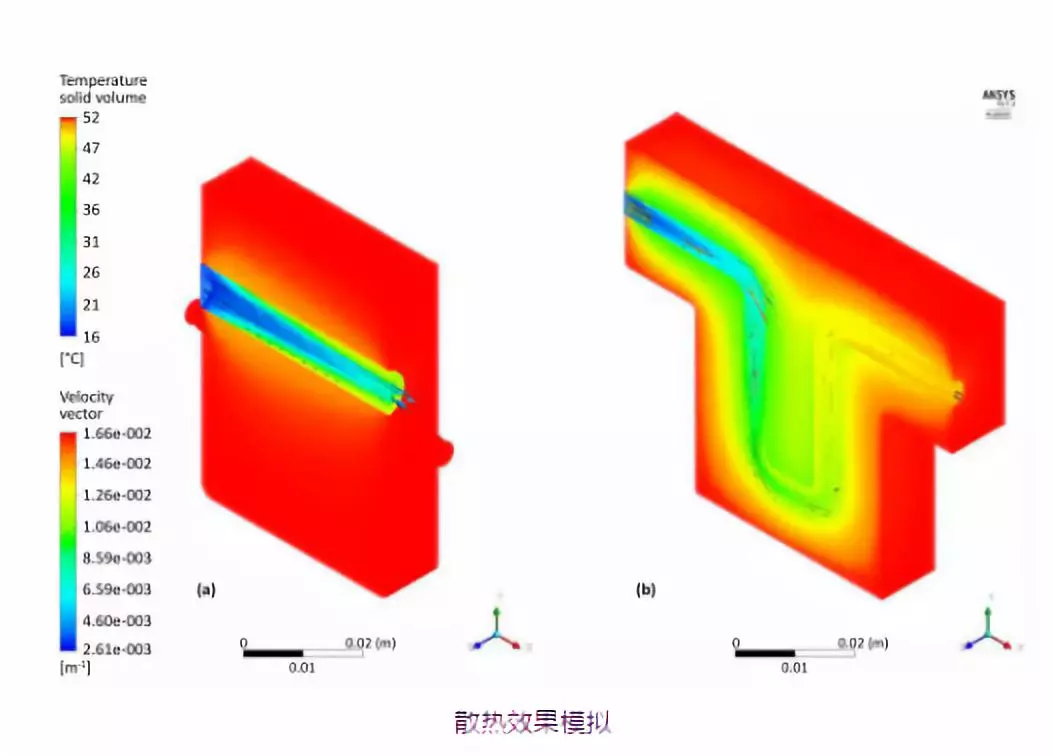
CFD模拟散热
为了对比3D打印和传统制造的MTS夹具的散热效果,研究人员对此进行了仿真。将两种模型零件导入ANSYS Fluent软件,进行基于动量、能量和连续性方程额系统焓值计算,总焓值的变化即为系统的散热效果。
通过比较两种模型的温度分布情况,发现3D打印的MTS夹具的焓值变化更高,是传统工艺夹具的2.87倍,温度分布也更为均匀。
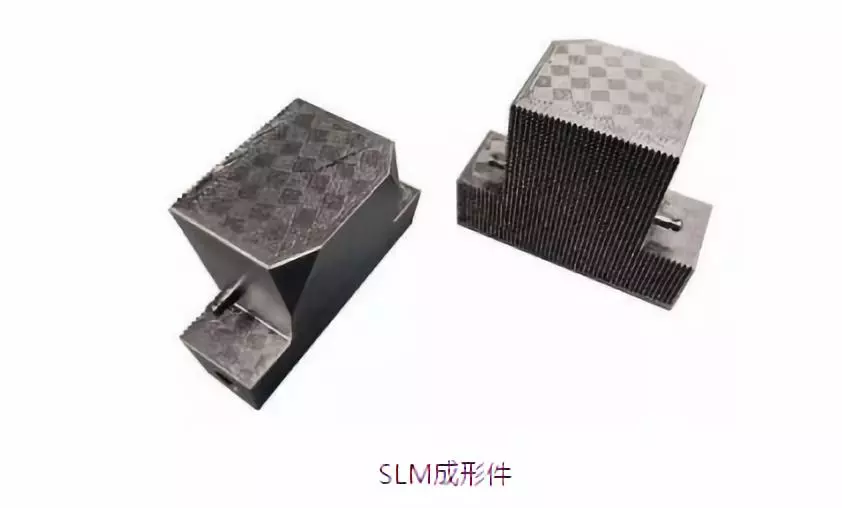
MTS夹具制造
模型留有4mm的余量,用于补偿与基板分离时的偏差,基板材料为钢。打印采用孤岛扫描策略,后处理过程包括线切割,表面磨削,以及关键位置的钻孔等。
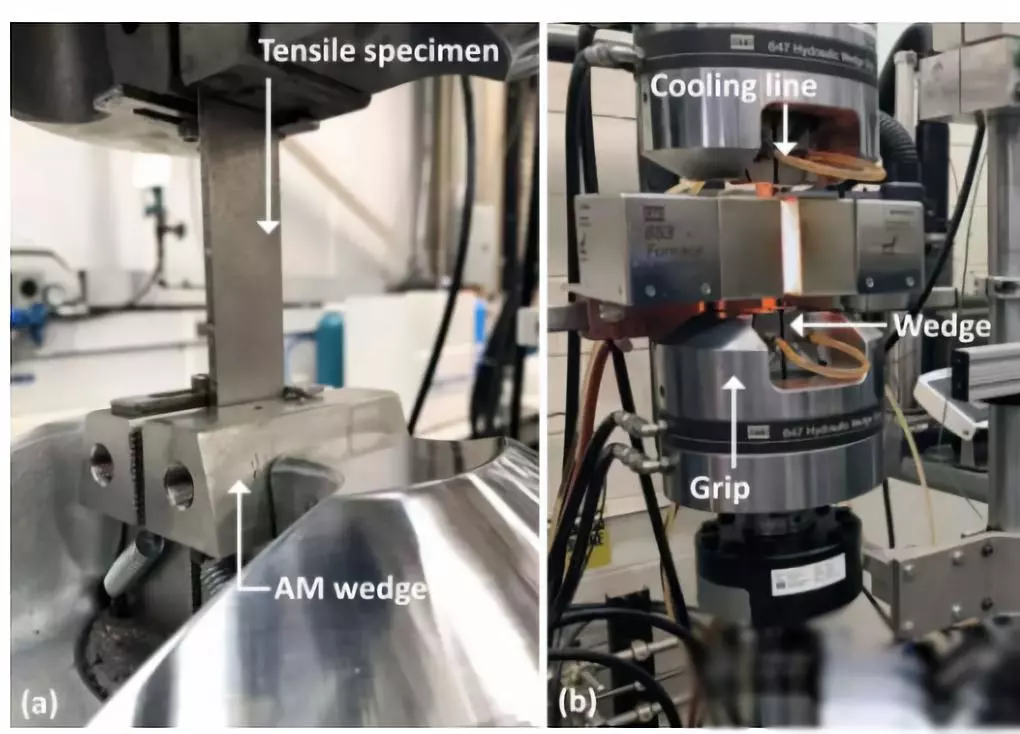
实验测试
AFIT研究人员将SLM成形的MTS夹具安装于22 KIP 810 MTS®,去离子水作为冷却剂,流速为13.5mL/sec,冷却剂温度为22℃,夹紧压力为6.8 MPa,拉力为1000N,蠕变温度为700℃。在蠕变测试过程中,金属夹具表面涂覆Aeroglaze Z306,FLIR® SC7650红外摄像机被用于监测3D打印夹具和传统制造夹具的热图像。
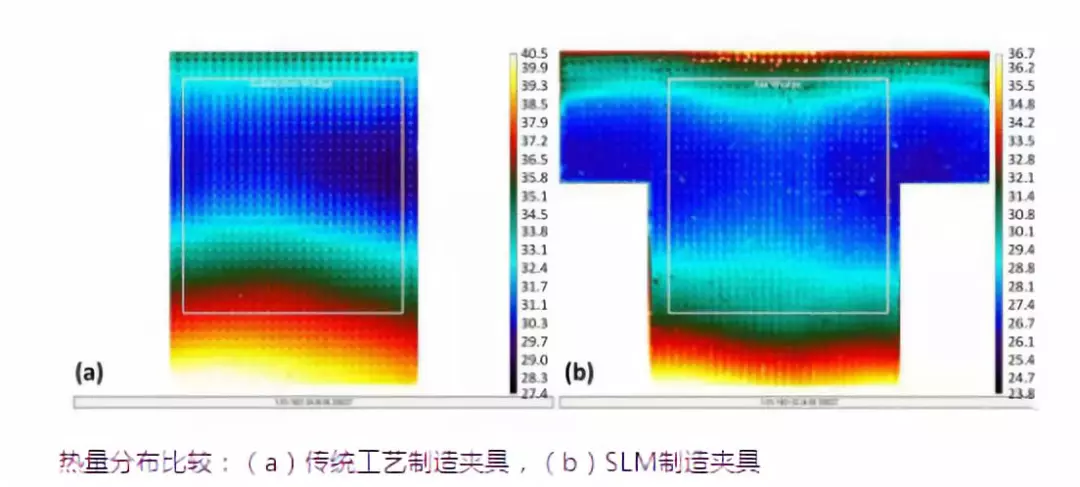
结果显示,3D打印成形的夹具具有更好的热转换效果,传统工艺制造的夹具冷却过程中,平均温度为31.7℃,而3D打印的只有27.7℃。
总结
金属3D打印随形冷却水路,为模具提供了更广阔的设计空间,同时这种优势也可应用到其他领域。AFIT研究人员利用SLM制造的IN 718 MST夹具,在高温蠕变测试中具有很低的热应力,降低了夹具在高温和压力环境下开裂的可能性。为进一步提高冷却流道的散热能力,设计更为复杂的螺旋流道,创造湍流环境,提高热传换效率,这种设计也适用于其他类似应用。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020