软件

产品


摘 要:
通过ANSYS对球磨机系统齿轮副的失效形式进行研究,得到在齿轮传动副在静态、模态及接触分析时的特性,从而得出齿轮副在设计、制造和运行中薄弱环节,并提出延长齿轮寿命的方法。
关键词:齿轮传动;CAE技术;ANSYS;球磨机
球磨机是物料被破碎之后,再进行粉碎的关键设备。它广泛应用于水泥,硅酸盐制品,新型建筑材料、耐火材料、化肥、黑有色金属选矿以及玻璃陶瓷等生产行业,对各种矿石和其它可磨性物料进行干式或湿式粉磨。齿轮副传动是它的重要组成部分,它的重量、体积、成本在整机中占有很大的比重,其工作效率对球磨机的工作有很大的影响。本文利用CAE技术,通过对广泛使用的¢2700*3600型球磨机齿轮传动副进行静态、模态及接触分析,找出齿轮在设计和运行方面的薄弱环节,提出改进措施,使得CAE技术在齿轮传动中得到应用。
球磨机齿轮传动原理及出现的问题
本文采用的是¢2700*3600型球磨机为湿式格子板型,其传动系统为半开式单边传动系统,其传动结构简图如图1所示,其中采用的电动机型号为TDM400-32,功率为400kw,转速为187r/min.动力通过电动机1经联轴器2传给小齿轮3,再经过齿轮副传动传给固定在球磨机出料端的大齿圈4上,从而带动球磨机转动来完成矿石的粉磨工作。表1为两齿轮的参数。
1 电机 2 联轴器 3 小齿轮 4 大齿轮
图1 球磨机传动系统简图
表1. 齿轮的参数
| 参 数 类 型 | 齿 数 Z | 模 数 m | 压力角α | 齿 宽 B | 齿顶高系数h | 顶隙系数c | 材质 | 精度等级 |
| 小齿轮 | 23 | 20 | 20 | 460 | 1 | 0.25 | 35simn | 8 |
| 大齿轮 | 198 | 20 | 20 | 450 | 1 | 0.25 | 35铸钢 | 8 |
在生产运行过程中,球磨机传动副存在许多问题,如齿面磨损、点蚀、轮齿折断和齿面胶合等形式。这使得齿轮的使用寿命变短,小齿轮有的使用不到一年就失效,大齿轮使用不到四年也失效。
2 CAE技术对齿轮失效进行分析
CAE技术是以有限元分析技术为基础,综合了计算力学、计算数学、相关的工程管理学与现代计算技术而形成的一门综合型、知识密集型的学科。ANSYS软件是融结构、热、流体、电磁、声学于一体的大型通用CAE有限元分析软件。
下文通过ANSYS对小齿轮进行静态、模态分析及对齿轮传动副进行模态分析,找出齿轮副传动失效的原因,从而在生产设计中改进。
2.1 三维建模并网格划分
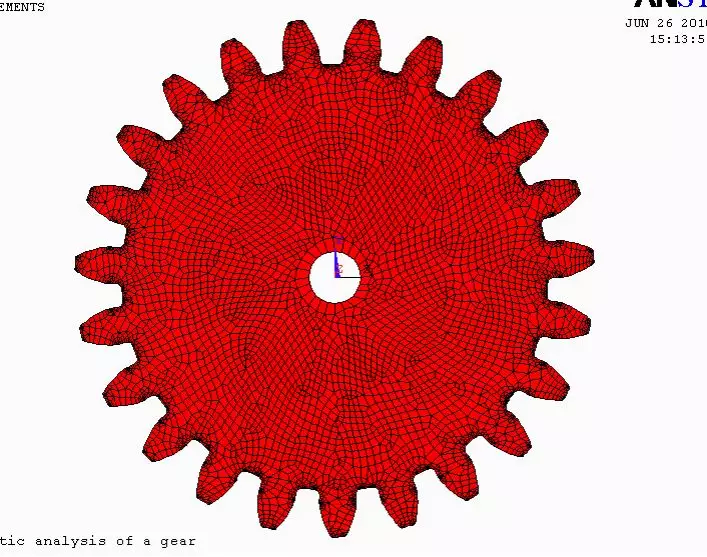
在ANSYS环境中采用自顶向下的建模方式建立小齿轮模型,并采用四节点四边形板单元进行网格划分,如图2所示:
图2 小齿轮模型及网格划分
2.2 静力分析
2.2.1 边界条件及载荷设置
位移边界条件:齿轮在工作过程中做圆周运动,受力位置在齿面处,因此要将内孔边缘节点的轴向位移固定,在齿缘设置轴向转速为187r/min。
力的边界条件:因齿轮在工作时高速旋转,因此齿轮应作用有高速旋转引起的惯性载荷,转矩大小为20223.53N.m。
边界条件及载荷图3所示:
图3 边界条件及载荷
2.2.2 静力分析结果
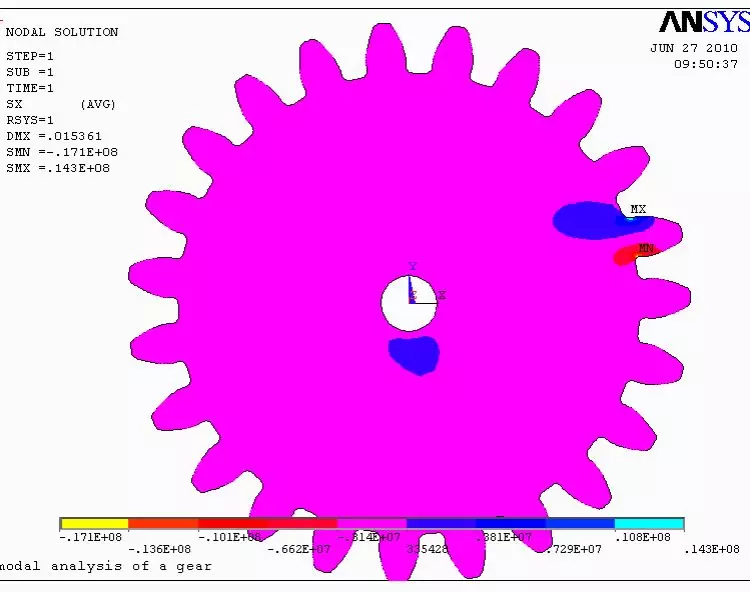
对齿轮进行受力分析,应力分布图如图4所示。在图中可以看到应力最大位置发生在齿根处,最大应力载荷为47.53MPa。在工作过程中,无论齿轮所受的载荷稳定与否,齿根弯曲应力均为变应力,在球磨机中齿轮所受的齿根应力为脉动循环变应力,因此在制造过程中,应在齿根处避免应力集中,同时要防止因装配不当,在长时间运转过程中导致轮齿在齿根处断裂。
图4 应力分布图
2.3 模态分析
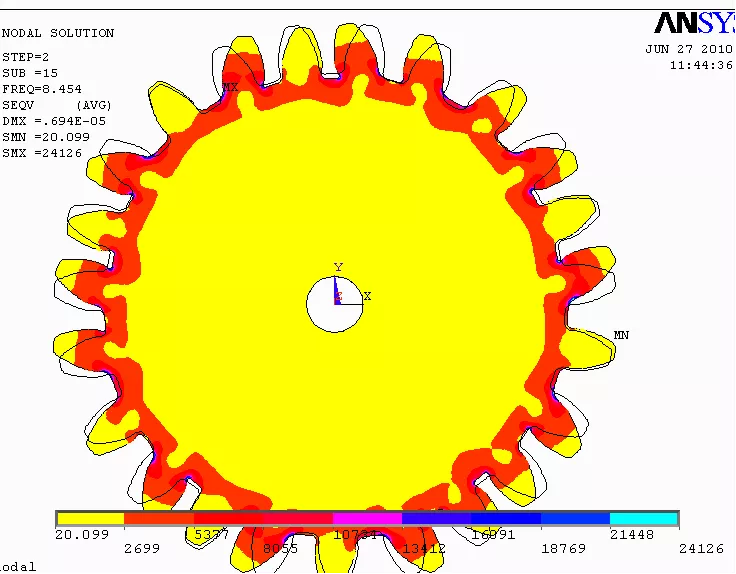
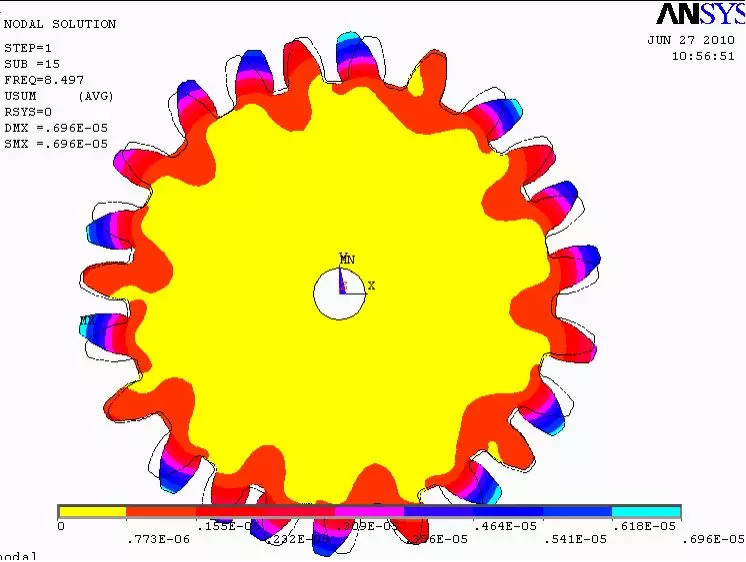
对齿轮进行模态分析,可得到齿轮的固有频率,表2显示了齿轮的前15阶频率。图5(a)为频率为8.4973时的应力分布图,图5(b)为在此频率下的总变形图。从应力分布图中可以看到,齿根处应力最大,同时齿侧两端存在不对称的应力分布,这导致在轮齿发生左右摆动,从总变形图中可以看到齿顶变形最大,齿根次之,这种变形在工作过程中会产生轮齿间不均匀的接触,产生振动。因此通过模态分析可以在齿轮运行过程中避开某些频率,防止轮齿产生过大的振动,这样可以减轻齿轮传动过程中的噪声。
表2. 前15阶频率
| 阶数 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
| 频率 | 0.4267 | 2.2499 | 2.2507 | 5.1542 | 5.1692 | 5.8288 | 5.8293 | 6.9441 |
| 阶数 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | |
| 频率 | 6.9461 | 7.3398 | 7.3762 | 7.3776 | 8.1405 | 8.1432 | 8.4973 |
(a)
(b)
图5 频率为8.4973时的模态状况
2.4 接触应力分析
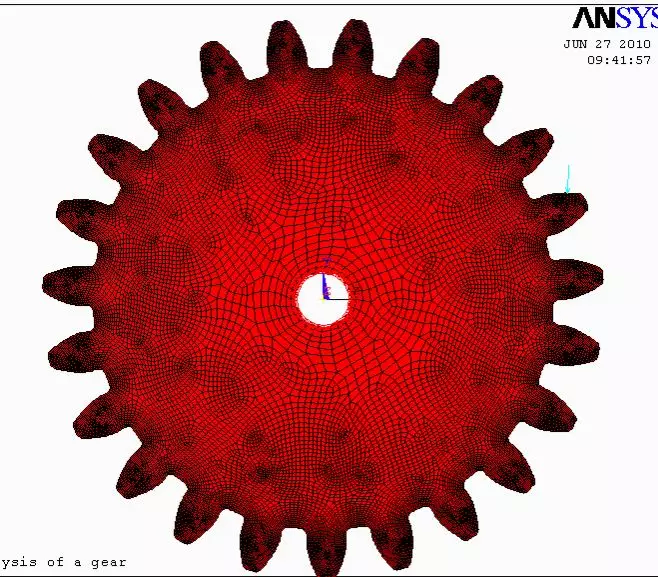
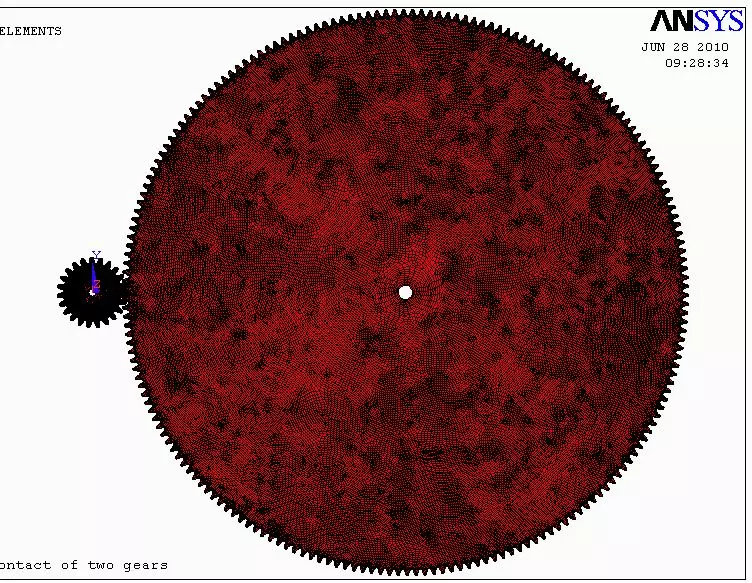
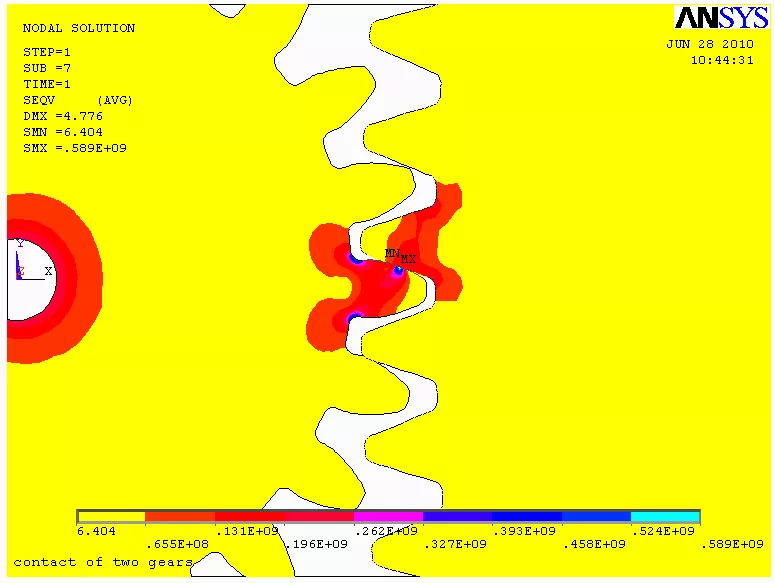
在ANSYS环境中建立齿轮传动模型并进行网格划分,如图6所示,将第一齿轮内径固定,在周向施加0.2的位移载荷,同时将大齿轮进行全约束。可得等效应力云图如图7所示,齿间的接触应力分布如图8所示,从图中可以看到由于齿轮为渐开线齿轮,一对齿轮在运转过程中,总是以主动轮齿廓根部的一点与从动轮齿廓的顶点开始啮合,然后啮合点的位置沿啮合线向下移动,到达主动轮的齿顶时两齿廓脱离接触,可见在接触状态下齿轮的应力发生在单齿啮合区的接触最高点处。
在齿轮工作过程中,由于齿面接触时应力过大,同时由于在啮合过程中存在相互滑动,齿面由此产生摩擦导致齿面磨损。当有金属颗粒或灰尘等异物落入相啮合的齿面之间,会导致齿面的磨粒磨损,因此应采取有效措施防止损害齿面。
图6 齿轮接触模型及网格划分
图7 等效应力云图
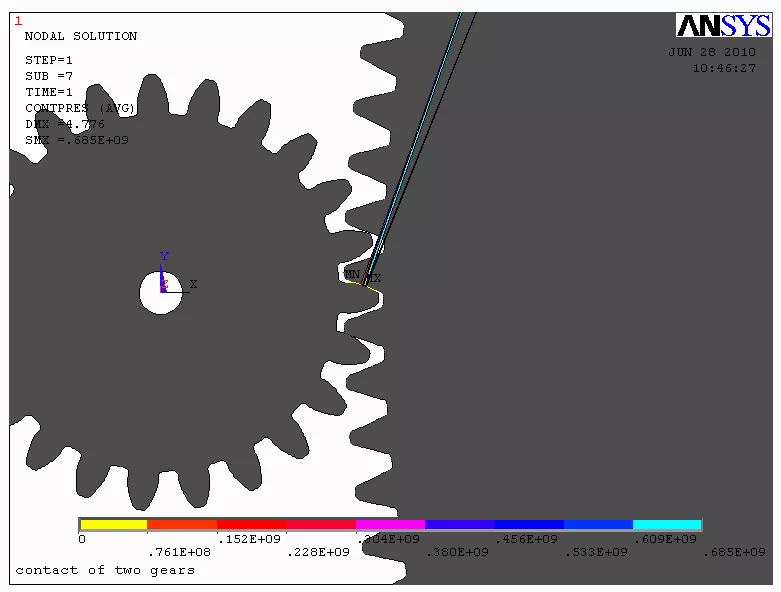
图8 齿间接触应力分布图
3 改进措施
通过上述ANSYS的静力,模态及接触分析结果,可以得到采取以下措施防止齿轮过早失效。
1)将齿轮传动系统由半开式改为封闭式,防止粉尘进入齿轮副的啮合面之间,同时改进球磨机衬板螺栓的封闭结构,杜绝球磨机漏浆现象的发生,最大限度的减少磨粒磨损现象的发生。
2)对齿轮采用必要的热处理工艺,进行表面强化处理,能有效提高齿面的接触疲劳强度。
3)在齿轮加工时,对齿根处进行适当的倒角,并进行强化处理,提高齿根弯曲疲劳强度,防止在长时间运行时出现齿根断裂现象。
4)在滚齿机运转的过程中,防止在固有频率附近旋转,造成轮齿振动而产生较大噪声,影响齿轮寿命。
4 结论
通过CAE技术的分析我们可以得到以下结论:
1)通过静力分析,可知齿轮传动过程中齿根处所受应力最大,可能会产生齿根断裂。
2)通过模态分析,可知齿轮振动特性及产生噪声的原因。
3)通过接触应力分析,可知在齿轮传动过程中,应力最大分布在单齿啮合区的最高点处,可能导致齿面磨损等失效形式。
4)通过分析,对传动中的齿轮及工作环境进行改进,可以在很大程度上减少齿轮过早失效,从而提高齿轮寿命。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020