软件

产品


导 读
在乙烯装置中,急冷系统直接连接裂解和压缩两大单元,其运转的好坏对装置的性能有着重要的影响。急冷系统主要包括急冷油系统、急冷水系统和稀释蒸汽发生系统。急冷系统普遍存在急冷油粘度大,汽油分馏塔塔釜温度偏低,急冷水经常乳化,稀释蒸汽发生系统运行不稳定等情况,影响乙烯装置的满负荷、长周期生产。今天老姜重点从工艺流程设置、工艺特点、工艺操作重点等方面介绍乙烯装置的急冷系统。
急冷油系统流程
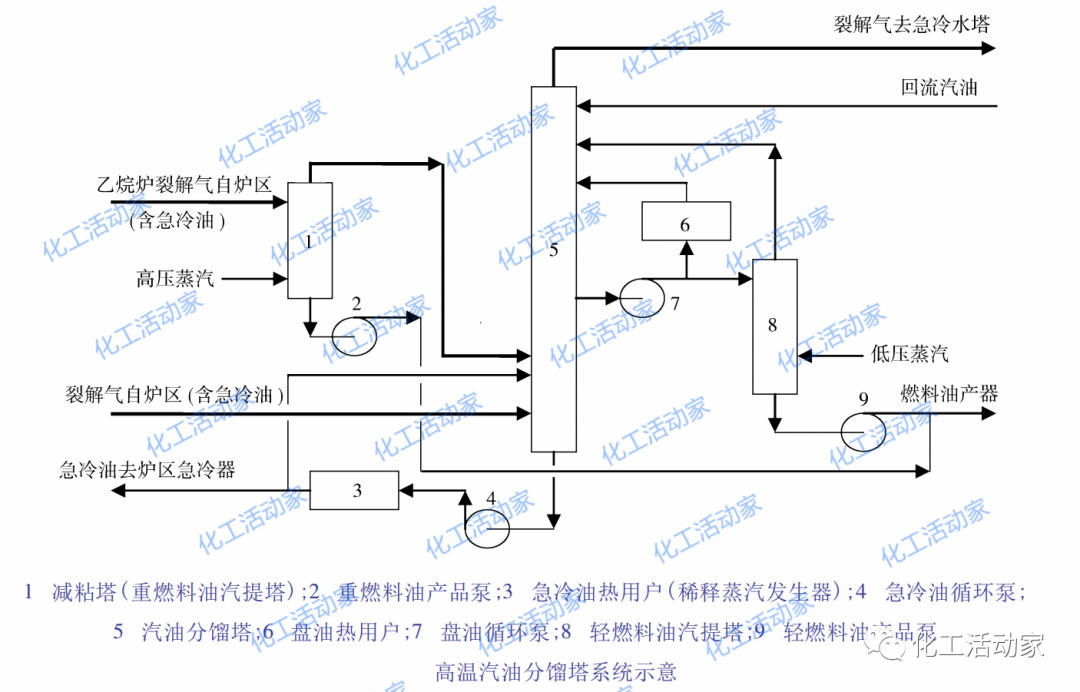
对于液体原料裂解的乙烯装置,宜采用高温汽油分馏塔流程。
高温裂解气经直接喷入急冷油冷却到200~215℃后进汽油分馏塔底部,在塔中分别由循环急冷油和回流汽油冷却和精馏,塔顶裂解气进到急冷水塔系统。塔釜急冷油送去发生稀释蒸汽回收热量后,一部分注入裂解气中,另一部分则循环回汽油分馏塔中部。重裂解燃料油从汽油分馏塔底部采出,经重裂解燃料油汽提塔汽提控制闪点后,经冷却送出界区。轻裂解燃料油从汽油分馏塔中部采出,经轻裂解燃料油汽提塔汽提后与重裂解燃料油混合冷却送出界区。
急冷水系统流程
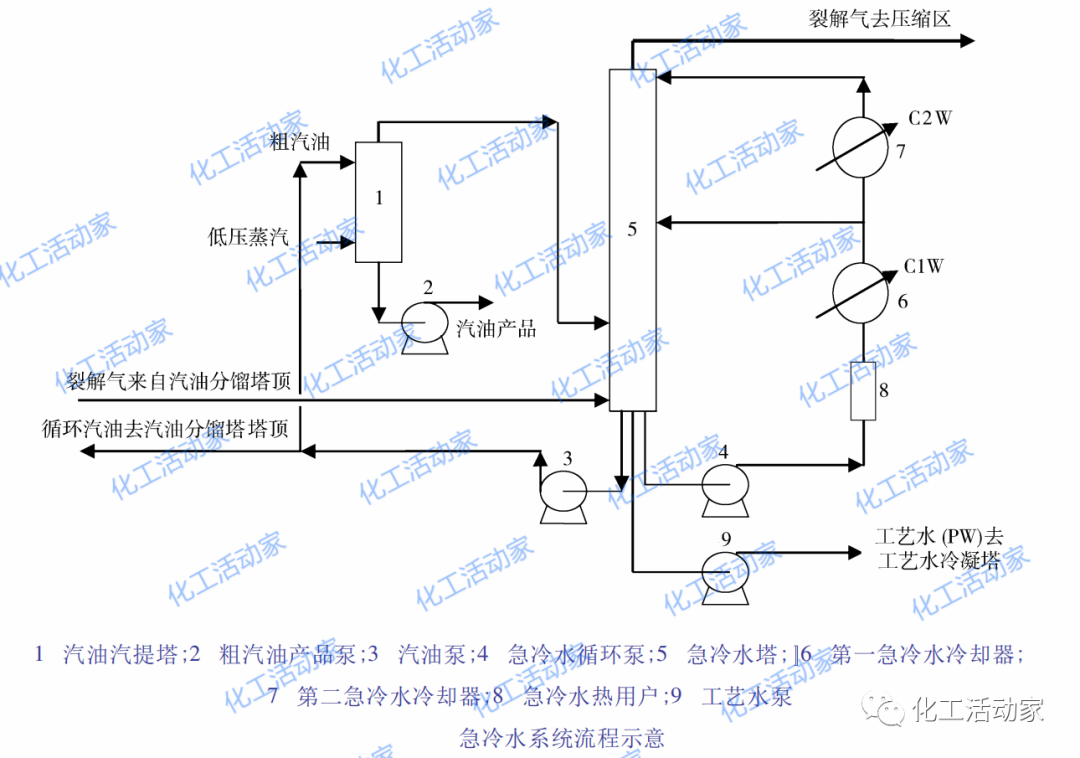
来自汽油分馏塔塔顶的裂解气进入急冷水塔底部,在塔中分别由循环急冷水冷却,顶温到40℃左右后,裂解气进到裂解气压缩机系统。急冷水从急冷水塔底部采出,经工艺用户回收热量并由循环水冷却到55℃后分成两股:一股直接循环返回急冷水塔中部;另一股再经循环水冷却后返回急冷水塔上部。
在急冷水塔中冷凝下来的裂解汽油在塔釜进行油、水分离,分离出来的部分汽油直接返回汽油分馏塔用作回流汽油;另一部分经汽油汽提塔由塔顶分离出C4及更轻组分,塔釜的裂解汽油作为产品送出界区。急冷水塔塔釜分离出来85℃左右的急冷水用作多个换热器的加热介质,回收热量。例如裂解原料加热器、丙烯精馏塔再沸器等,并经调温冷却后返回急冷水塔。分离出的工艺水经过脱油和汽提后送入稀释蒸汽发生塔。
稀释蒸汽发生系统流程
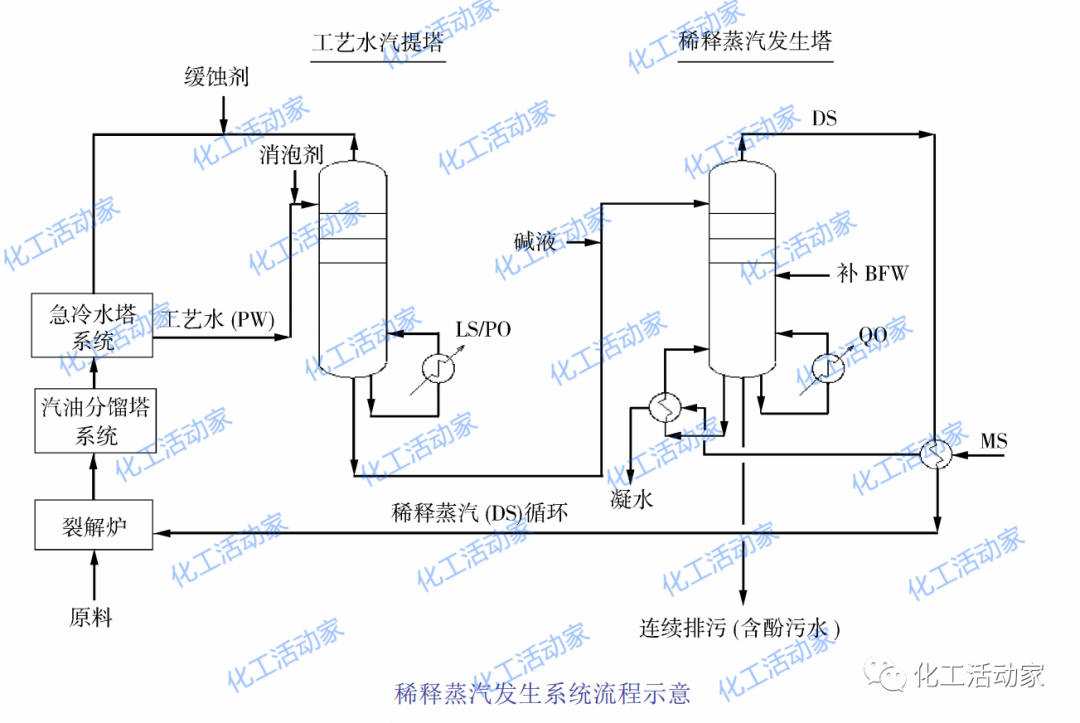
来自急冷水塔塔底的工艺水进入工艺水汽提塔顶部,在塔釜由再沸器加热或直接加入蒸汽加热,塔顶气相返回急冷水塔,塔釜工艺水送至稀释蒸汽发生塔。稀释蒸汽发生塔底部用急冷油发生稀释蒸汽,不足部分由中压蒸汽补充,底部连续排污,以控制水质。稀释蒸汽在进炉区前需要用中压蒸汽过热。
乙烯装置急冷系统有如下特点:
①设置减粘塔,塔顶温度根据裂解原料的不同而不同,一般为250~300℃;如果塔顶温度低于250℃,则对急冷油起到减粘作用的有效组分没有汽提出来,会使急冷油的粘度不断升高,粘度值甚至超过4000mm2/s,大幅度影响稀释蒸汽发生器的传热效率,稀释蒸汽发生量显著降低。
减粘塔实际上是一个切向进料的空罐,类似于“旋风分离器”。急冷油减粘原理是利用减粘塔将进料急冷油中的中间馏分(多为沸点高,而粘度低的芳烃馏分)汽提出来,重新返回到汽油分馏塔,最终又进到循环急冷油中。一般常用的减粘介质有裂解气汽提法、蒸汽汽提法、裂解气与急冷油混合后闪蒸法和真空闪蒸法等。
②用温度较高的乙烷炉裂解气作“减粘塔”的汽提介质,较为有效地控制急冷油粘度。
③盘油循环系统可以回收大量的热量,同时改善汽油分馏塔的温度梯度。
④汽油分馏塔的塔顶温度应较为严格的控制,温度过高时会引起裂解汽油干点升高、急冷水乳化、换热设备结垢等问题。
⑤以石脑油等油品为原料的乙烯装置,由急冷油发生的稀释蒸汽量占所需要的总稀释蒸汽量的50%以上,其余的稀释蒸汽由中压蒸汽补充。如果急冷油系统设计不佳,急冷油的粘度高、温度低,产生的稀释蒸汽量少,就需要多消耗来自管网的中压蒸汽,导致蒸汽消耗量增加,能耗增加。
⑥急冷水塔采用中温水和低温水2种水温循环冷却裂解气,中温水进塔约54℃,低温水进塔约38℃,使裂解气出急冷水塔的温度达到40℃,然后进入裂解气压缩系统。
⑦关于稀释蒸汽循环:稀释蒸汽量过大则会加大能量消耗,加重整个急冷区的负荷。因此必须优化确定稀释蒸汽比。稀释蒸汽应过热后进裂解炉,液滴出现将严重腐蚀管道。用中压蒸汽发生稀释蒸汽,必须采用近饱和的蒸汽,过热蒸汽会使设备严重腐蚀。
汽油分馏塔河急冷水塔
汽油分馏塔和急冷水塔是传热过程控制的塔,兼有部分分馏作用。即从汽油分馏塔塔顶有“汽油回流段”,急冷水塔冷凝的汽油返回汽油分馏塔塔顶,保证裂解气中的盘油(中油)馏分不进入急冷水塔。
由于工艺及其设计原理与典型的精馏塔不同,导致操作控制方式上也就有所区别。例如,就汽油分馏塔塔顶温度而言,不能像典型精馏塔那样用改变回流量来调控塔顶温度,必须从传热的角度改变盘油的循环量和返塔温度、改变急冷油的循环和温度等来调节。
汽油分馏塔气液比大,顶部液体喷淋密度小。内件可采用填料或塔盘,但不能用规整填料。和填料塔相比,板式塔的选择更好一些。因为填料价格较高,投资较大;同时,裂解气中的重组分容易造成填料的结垢与堵塞。
急冷水塔的内件选型十分重要,填料塔液体分配器的设计要满足分配均匀;板式塔的塔盘要做到高水平度。填料塔压降小,板式塔投资少。急冷水塔液体负荷较大,对喷淋点密度要求较低,多选择盘式液体分布器。由于塔径大,进料的分布管和预分布槽设计的好坏直接影响液体分布器的均匀分布,尤其对大型液体分布器更为重要。由于直径大,要保证液面梯度在允许范围之内,内件制造厂需根据自身经验和计算进行优化。
急冷器的设置
急冷器的作用是快速冷却。高温裂解气中的烯烃易发生二次聚合反应,必须迅速降温,终止二次反应。采用急冷油喷入裂解气中降温的办法,迅速终止二次反应。
自20世纪80年代末以来,裂解气经急冷锅炉产生超高压蒸汽以后(乙烷炉裂解气除外),马上进入“油急冷器”进一步降温至230℃,然后汇集进入一条裂解气总管,送至急冷区。即把“油急冷器”布置在裂解炉区。
在20世纪80年代中期以前,某些专利商将“油急冷器”放在裂解气进汽油分馏塔之前,有的甚至不设“油急冷器”。80年代末“油急冷器”的位置发生变化,由汽油分馏塔前移至裂解炉区,主要原因是出于“节省投资”的考虑。因为以油品为裂解原料的乙烯装置,裂解气出急冷锅炉的温度在430℃左右,该温度主要是由裂解气的“露点”决定的,如果低于露点,会在急冷锅炉中发生结垢,因此,裂解气出急冷锅炉的温度必须高于露点温度。
在430℃左右的温度下,输送裂解气的管道必须是耐高温的合金钢管,如果把裂解气降温至约230℃,则输送裂解气的管道可以用碳钢。而且该管道的直径较大。故该管道的材质由耐温合金钢变成碳钢以后,可节省大量材料和制造费用。
急冷系统的工艺操作重点
以往,人们对急冷系统的认识,偏重于急冷单元设备本身,着重从设备上解决问题,其实应该更多的关注工艺流程的设计,保证急冷系统有适宜的物料组成和操作条件,使系统能连续稳定运转。急冷油系统、急冷水系统和稀释蒸汽发生系统的工艺操作需要重视的方面如下。
1)在急冷油粘度可控的前提下,尽量提高汽油分馏塔的釜温至205℃左右,节省中压蒸汽。减粘塔的塔顶温度应根据裂解原料的轻、重进行调节。减粘塔的塔顶温度是关键的操作参数,对急冷油的粘度控制起着至关重要的作用。一般石脑油原料,该温度为260~280℃,原料越轻,温度越低,厂家可根据裂解原料情况进行调整。
2)汽油分馏塔系统易结垢,要防止设备堵塞。
3)急冷油粘度大,并含有细小焦粒,管道要伴热保温,仪表、急冷油循环泵防止堵塞。生产过程中应经常检测急冷油中的“沥青质”含量,特别是在裂解原料变化时要检测这一指标。应保持急冷油中的“沥青质”含量(质量分数)小于15%,最好在10%左右。否则急冷油的粘度会偏高。
4)应控制汽油分馏塔的塔顶温度在105℃左右。若高于此温度,会把部分重烃(柴油馏分)带入急冷水塔,造成裂解汽油干点超标甚至产生不良后果。要降低此温度,不能用增加“汽油回流量”的方法,而要调节进塔的“热、冷循环急冷油的温度和流量”。
5)调质油的使用。在急冷油粘度升高时适当引入调质油用以调节急冷油的粘度。
6)急冷油系统需要加入阻垢剂。
由于在裂解气、急冷油、回流汽油中均含有多种易聚合组分,例如苯乙烯、丁二烯、苊、蒽、菲、稠环芳烃等,汽油分馏塔的操作温度又保持在105~210℃,易聚合组分极易聚合结垢,堵塞塔板,使塔的压降上升,甚至发生泛塔。
急冷水乳化会造成油水分离困难,严重时会引起装置停车。急冷水系统的工艺操作重点一般从以下几个方面考虑:
1)急冷水含油量控制在100×10-6以下(静置时间在8~10min)。
2)急冷水乳化的原因:急冷水pH值过高、重油进入急冷水系统、急冷水塔釜温高以及药剂的相互作用。
① 急冷水pH值控制在7~9,高于11则可能诱发急冷水乳化。
② 重油的进入会导致油水分离困难,急冷水发生乳化。
③ 急冷水循环目的是取热,提高急冷水塔釜温可减少循环量,而釜温长时间过高有可能引起急冷水乳化。通常急冷水塔的釜温控制不高于85℃。
④ 压缩单元注入的部分化学品返回到急冷系统,引起急冷水乳化。
3)急冷水塔总压降要低。
4)塔顶温度越低,带入裂解气压缩机的水蒸气和汽油馏分越少,而且压缩机入口温度低,吸入量增大。
5)急冷水塔下段要求防堵。
稀释蒸汽发生系统的工艺操作重点一般从以下几个方面考虑:
1)稀释蒸汽发生温度由裂解炉所需稀释蒸汽压力确定。
2)稀释蒸汽发生塔底部连续排污一般控制为进料量的3%~5%。
3)工艺水汽提塔顶部气量一般控制为进料量的3%。
4)工艺水汽提塔顶部气相腐蚀性强,要注入缓蚀剂,控制为3mg/L。
5)工艺水是一高发泡物系,进料要注入消泡剂,一般控制为20mg/L。
6)工艺水pH值控制在7~10,采用注碱。
7)严格控制稀释蒸汽中的油含量。如果稀释蒸汽带油进入到裂解炉系统时,会产生以下危害:
① 稀释蒸汽带油造成稀释蒸汽流量波动大,甚至会引发蒸汽流量低低联锁跳车。
② 稀释蒸汽带油后进入裂解炉,在高温时会产生焦质,导致炉管严重结焦,严重时会造成炉管爆裂。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020