软件

产品


导 读
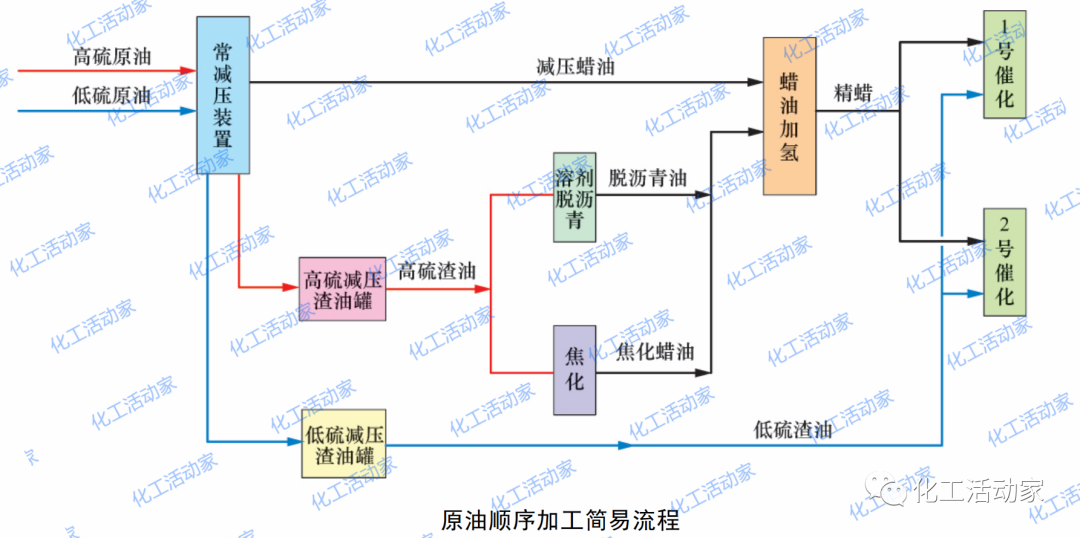
中国石油化工股份有限公司洛阳分公司(洛阳石化)拥有一套8.0Mt/a常减压装置,主要加工进口低硫原油,包含WTI原油、南巴原油、卢拉原油、埃斯坡原油、桑格斯原油等,进口高硫原油包含沙特中质原油、沙特重质原油等,以及中原原油、长庆原油、塔河原油等。原油加工采用“分储分炼、顺序加工”模式,即进口低硫原油和中原原油混合的管输原油,长庆原油及其性质类似的低硫轻质原油,进口高硫原油,塔河原油等4类原油分开进行存储;在低硫原油加工时常减压装置加工低硫轻质原油和管输原油,其减压渣油单独存储供催化裂化装置掺炼;在高硫原油加工时常减压装置加工高硫原油、塔河原油和管输原油,其减压渣油单独存储供焦化装置和溶剂脱沥青装置;根据减压渣油平衡情况,高硫原油和低硫原油依次进行切换加工,原油顺序加工简易流程如下图所示。
原油顺序加工在新形势下的变化
2019年4月洛阳石化开始进行全厂装置停工大检修,常减压装置进行了材质升级、减压塔内构件更新以及抽真空系统设备更新等改造,1号催化裂化装置、2号催化裂化装置、喷气燃料加氢装置、SZorb装置等进行了扩能改造。其中常减压装置硫设防值将由检修前的1.5%提高至检修后的2.5%,原油加工继续采用“分储分炼、顺序加工”模式,新形势下主要有以下三个变化。
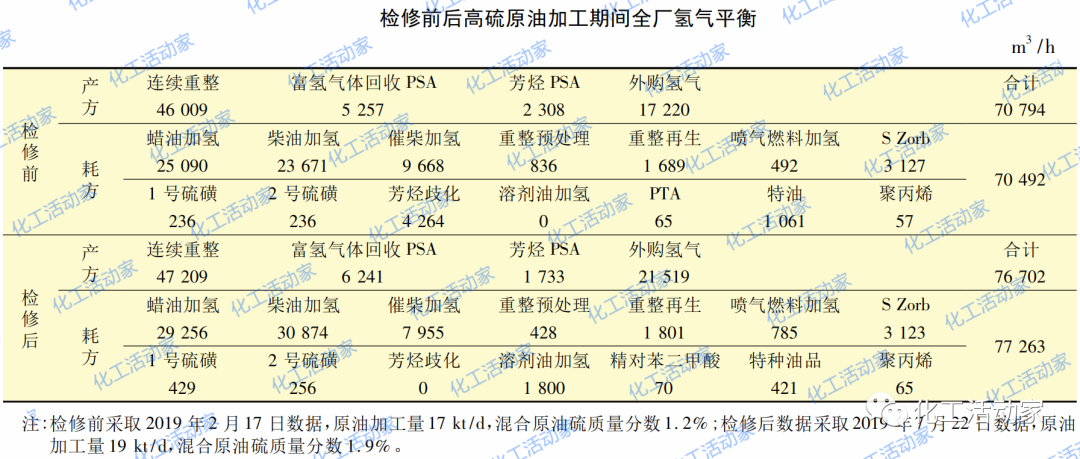
大检修前原油加工量在16.8kt/d左右,大检修后根据实际情况,原油加工量提高至19kt/d,原油加工量较检修前提高13%,2019年大检修前后原油加工量变化见下表。
大检修前后,在低硫原油加工期间进常压装置的混合原油硫质量分数在0.35%~0.50%,基本不变;在高硫原油加工期间进常压装置的混合原油硫质量分数由1.35%~1.45%提高至1.90%~2.10%;顺序加工期间高、低硫原油硫差由检修前的1.0%提高至检修后的1.5%,扩大50%。
大检修前两套催化裂化装置设计规模均为1.4Mt/a,掺炼低硫减压渣油平均26t/h;高硫、低硫原油加工时间基本是“7天高硫+2天低硫”或“8天高硫+3天低硫”模式。大检修后1号催化裂化装置规模扩大至1.8Mt/a,2号催化裂化装置规模扩大至1.6Mt/a(主反应器),两套催化裂化装置再生器的取热能力增大,掺渣能力大幅提高,掺炼低硫减压渣油平均60t/h以上;高硫、低硫原油加工时间基本是“4天高硫+4天低硫”或“5天高硫+4天低硫”模式。
原油顺序加工期间存在的问题及对策
高硫原油加工时硫含量受限
①原因分析
洛阳石化氢气来源主要为重整装置、富氢气体回收PSA(变压吸附装置)、芳烃PSA,以及外购氢气;主要用于各临氢装置使用,其中蜡油加氢装置、柴油加氢装置(直馏柴油)、催化裂化柴油加氢装置(催化柴油)耗氢量较大;检修前后高硫原油加工期间全厂氢气平衡见下表。
可以看出,重整装置、富氢气体回收PSA和芳烃PSA装置产氢较为恒定,主要变化在外购氢气量。高硫原油加工期间,经常出现外购氢气供给不足,最低时1.4t/h,约15700m3/h;由于氢气不足,造成柴油加氢装置降低催化柴油掺炼量,精制柴油十六烷值富裕度较大,罐区催化柴油涨库;蜡油加氢装置要低负荷运行,大量减压高硫蜡油要外甩罐区,在高硫蜡油罐容受限后,要下调东部进口高硫原油加工量,混合原油硫含量受限。
②采取对策
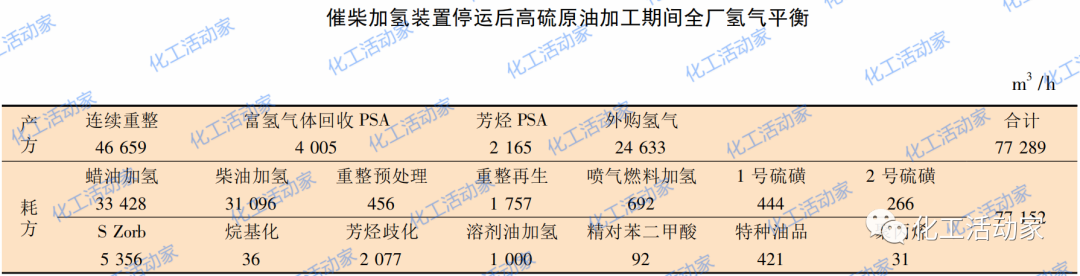
(1)停运催化柴油加氢装置。目前催化柴油加氢装置主要用来平衡氢气,由于在高硫加工期间,催化柴油加氢装置切断新鲜进料,全部循环仍然耗氢2000~3000m3/h。催化柴油加氢装置停运后,柴油加氢装置可以多消耗催化柴油,降低精制柴油十六烷值富裕度。2019年8月1日催化柴油加氢装置停运后,高硫原油加工期间氢气平衡见下表。
(2) 调整富氢气体回收
PSA,增产氢气。富氢气体回收PSA装置加工脱硫后的柴油加氢和蜡油加氢富氢气体,生产高纯度氢气,氢气纯度99.9%以上;PSA解吸气中氢气体积分数在35%左右,产氢量较低。通过调整吸附时间,控制产品氢气纯度不低于95%(其中CO+CO2质量分数控制在10~20μg/g,并且CO质量分数不大于10μg/g),制氢PSA解吸气中氢气体积分数降至20%以下,产品氢气增加约1000m3/h。
(3)调整精制蜡油硫含量,减少耗氢。由于两套催化裂化装置进料硫含量、稳定汽油硫含量、SZorb装置进料硫含量都有较大富裕度。在高硫加工期间,蜡油加工负荷和进料性质不变情况下,精制蜡油硫质量分数上限由0.30%调整为0.45%,并按上限控制,减少氢气耗量约1000m3/h。
(4)1号催化干气改至芳烃PSA装置作为进料。大检修前2号催化脱后干气作为芳烃PSA装置原料,由于大检修之后1号催化装置采用MIP新工艺,1号催化干气中氢气含量较2号催化高,9月10日将2号催化干气改进高压瓦斯管网,将1号催化干气改至芳烃PSA装置,提高进料中氢气含量,增加芳烃PSA产氢量500m3/h。
(5)协调增大外购氢气量。计算好高硫、低硫原油切换时间,并及时与炼化公司(外购氢公司)做好沟通,提前做好准备,增大高硫原油加工期间的氢气供量,平均供给2.2t/h,约合24000m3/h。
氢气平衡困难
①原因分析
高硫、低硫原油硫差由检修前的1.0%提高至检修后的1.5%,增大原油顺序加工期间氢气消耗的不平衡度;加之外购氢气一般维持在恒定的供给量,调整幅度非常有限,因此高硫、低硫原油切换造成氢气平衡非常困难。
②采取对策
(1)调整蜡油加氢进料性质。蜡油加氢装置进料包括减压蜡油(VGO)、焦化蜡油(CGO)、脱沥青油(DAO)。由于焦化装置和溶剂脱沥青装置负荷以及进料性质基本不变,所以CGO和DAO量及性质较为稳定,主要在VGO的变化。高硫原油加工期间,减压蜡油硫质量分数2.1%,低硫原油加工期间减压蜡油硫质量分数0.6%。采取高硫原油加工期间,降低蜡油加氢装置负荷至250t/h,部分高硫VGO送至罐区存储,减少氢气耗量;低硫原油加工期间,部分低硫VGO送至罐区直接作为催化装置原料,蜡油加氢装置大量加工罐区存储的高硫VGO,满负荷(280t/h)运行,增加氢气耗量;维持原油顺序加工期间的氢气平衡。目前低硫原油期间加工高硫VGO在45t/h。
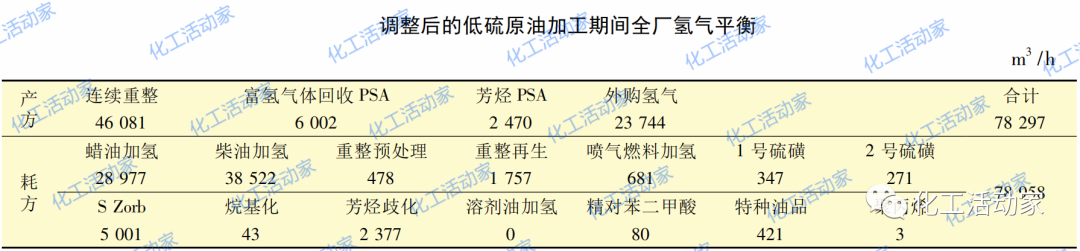
(2)调整柴油加氢进料组成比例。柴油加氢装置进料包括直馏柴油、焦化汽油、焦化柴油、催化柴油及蜡油加氢柴油。在低硫原油加工期间,常压装置直馏柴油收率较高达到20%,将密度较小的常二线改进柴油加氢装置,装置高负荷运行(270t/h),提高催化柴油加工量至65t/h;高硫原油加工期间,常二线改出柴油加氢装置,柴油加氢装置低负荷运行,降低催化柴油加工量至35t/h,既确保了馏出口柴油产品质量达到车用柴油(国Ⅵ)标准,同时又做到氢气平衡;调整后的低硫原油加工期间氢气平衡见下表。
切换期间操作波动较大
①原因分析
高硫原油和低硫原油切换过程,由于原油硫含量、残炭、重金属含量及各组分的收率会发生变化,常减压装置的直馏柴油、减压蜡油、减压渣油等性质同时发生变化,导致进入二次加工装置的原料性质发生变化。大检修之后,提高原油加工量,提高了高硫原油加工期间混合原油硫含量,扩大了高硫、低硫原油硫差,高硫、低硫原油各组分收率变化更大。通过检修之前中间罐区微量调整的方法难以稳定进料负荷及性质,需要常减压装置、柴油加氢装置、蜡油加氢装置、硫磺回收装置调整较大,操作经验不足以及调整不及时将会造成装置波动。
②采取对策
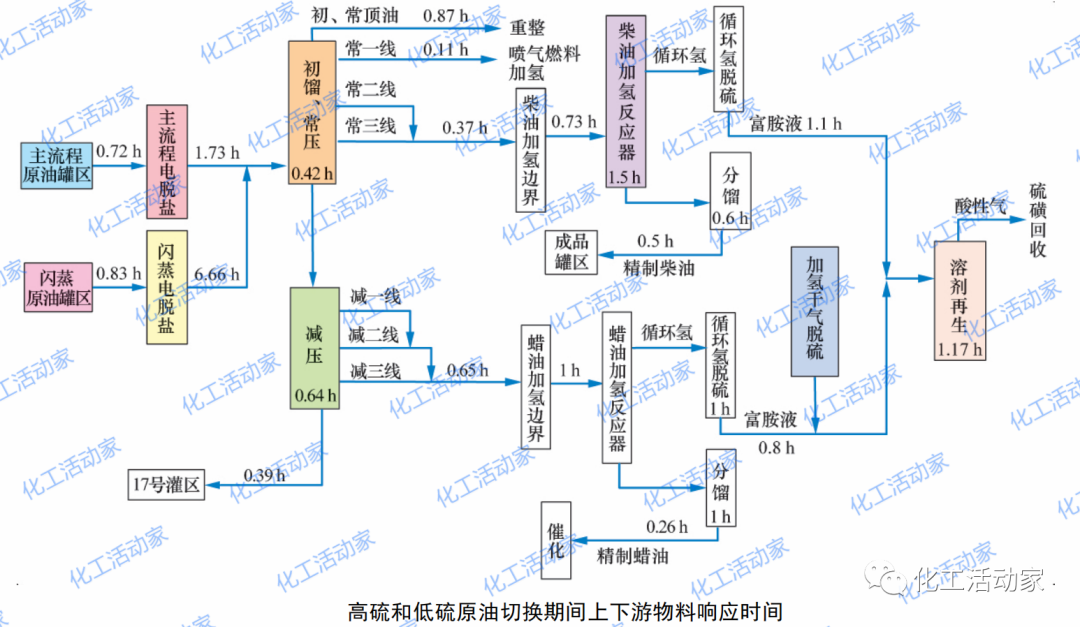
(1)从原油罐区切换原油开始,对常减压、蜡油加氢、柴油加氢、硫磺回收等装置的物料在装置内存留时间和送下游装置在途时间进行核算。高硫、低硫原油切换期间物料反应时间如下图所示。
从切换原油开始到硫磺回收装置完全反应需要12h左右。使各装置技术人员及操作人员对原油切换过程有新的时间概念,在原油切换指令下达后,各装置操作人员及时做好操作调整。
(2)相关生产装置制定详细的原油切换操作指导说明,并组织职工进行培训。生产调度处细化原油切换方案,明确原油调整量及时间、各装置物料调整量及时间,严格按照原油切换方案执行,确保产品质量合格、氢气平衡以及装置平稳过渡。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020