软件

产品


导 读
上海石化390×10ˇ4t/a渣油加氢装置是该公司炼油改造工程中的主体装置,采用中国石化工程建设有限公司开发的固定床渣油加氢技术。为了提高渣油加氢装置的脱杂质率,选择石科院开发的脱硫催化剂RMS-30、脱金属催化剂RMS-35等新一代RHT系列渣油加氢催化剂。装置的反应部分设置A、B两个独立的系列,每个系列的流程都是:滤后渣油原料经反应进料泵升压后,与循环氢、新氢的混合氢混合;混氢油先后与热高分气、反应产物换热后,进入反应进料加热炉加热,再进入加氢反应器,在催化剂的作用下,进行加氢反应;反应产物进入热高分分离器。两个系列都有独立的反应进料泵、循环氢压缩机、反应进料加热炉、加氢反应器、热高分分离器、热低分分离器,也都设置了液力透平,回收从热高分分离器到热低分分离器的能量,用于驱动反应进料泵。两个系列可以实现单开单停。
反应进料泵是渣油加氢装置的核心设备,是保证装置长期安全生产的关键。两个系列的反应进料泵位号分别为P-1102A、P-1802,共用1台备泵P-1102B。3台泵均为德国苏尔寿公司制造的BB5型双层壳体泵,型号为GSG150-360/6+6。其操作条件如下:介质为渣油,流量300m3/h,入口压力0.6MPa(表),出口压力19.95MPa(表),扬程2342m,操作温度255℃,轴功率2339kW。
流量偏低、轴位移偏大的关系
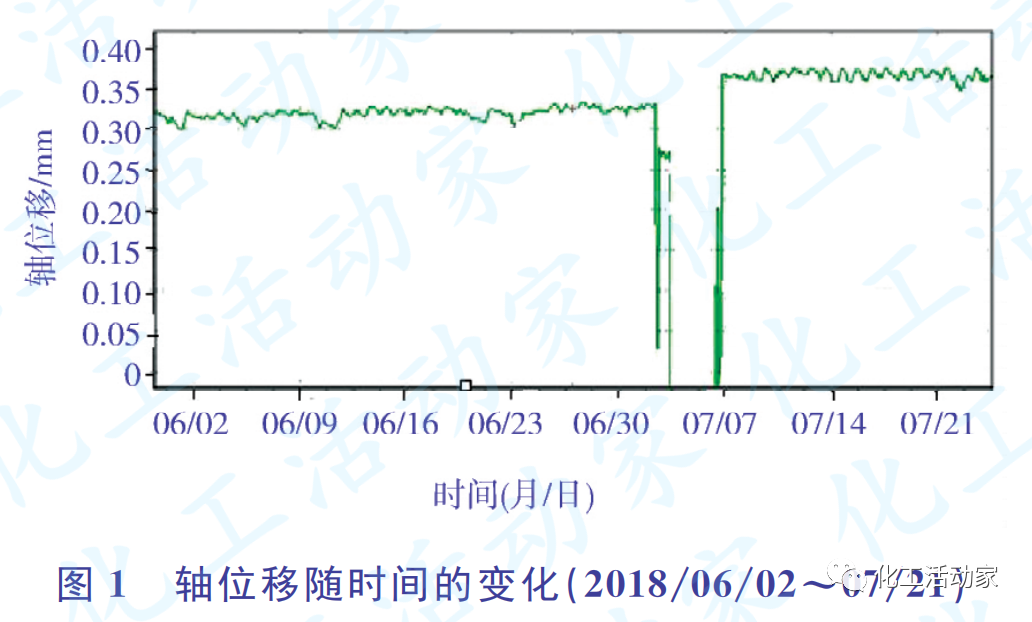
2018年初发现反应进料泵P-1802流量偏低于P-1102A,但是仍能够维持处理量的要求,因此没有引起足够的重视。后来泵的轴位移开始偏大,约为0.33mm左右(报警值为0.32mm,联锁值为0.36mm)。当时由于平衡管压力在0.7~0.8MPa(正常为0.5~0.6MPa)之间,因此怀疑为泵盖节流衬套磨损、间隙偏大所致。于2018年7月2日停泵检修,检查推力轴承、支撑轴承,结果显示,轴向总窜动量为0.33mm,轴瓦间隙0.14mm,节流衬套、轴套有一定磨损,故对其进行了更换处理。7月6日投用后,轴位移仍然保持在0.35mm以上,只能将轴位移联锁予以解除,维持运行。2018年6月2日~7月21日期间轴位移随时间的变化见图1。
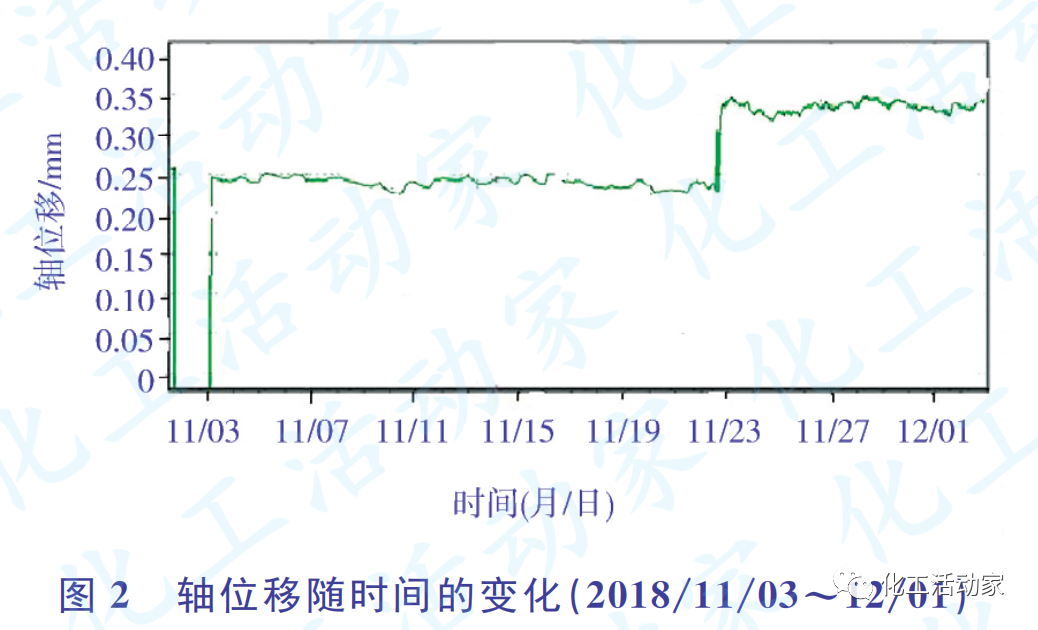
该泵轴位移设计零位为副推力瓦贴紧,且由于泵的非驱动端安装有主油泵,轴位移探头与泵轴心成45°夹角,使得实际轴窜动量是探头显示值的1.414倍,也就是说,轴向总窜动量为0.33mm的话,轴位移最大应显示为0.24mm。因此怀疑仪表探头有问题,并在2018年10~11月B系列检修期间,又对轴承进行了检查,更换了轴位移探头。但是,11月开泵后,随着装置负荷的上升,轴位移依然保持在高位。2018年11月3日~12月1日期间轴位移随时间的变化见图2。
对P-1802泵的非驱动端轴承进行了检查,结果如下:
①总窜量为0.35mm,DCS显示0.25mm。这是安装了工装推出来的结果。
②转子向入口端即电机侧移动,轴位移为正。主推力也在这一侧。
③主推力瓦块的背后支撑确实存在弹性问题。因为安装了主推力轴承、轴承箱,且转子贴近主推力瓦后,向电机侧拉动转子,现场联轴器侧、非驱动端指针分别移动了0.11和0.06mm;松开工装后,两端均回零。
④检查推力盘固定轴套斜面的跳动约0.02mm(无法准确测量),径向跳动0.03mm,对轴位移的影响应该不会太大。
⑤联轴器开档距离存在偏大的问题,增加了1.4mm的垫片。
通过对上述检查结果进行认真分析,才逐渐将泵流量偏低与轴位移偏大联系在一起,发现二者不是孤立的问题,而是有关系的。原因如下:
该泵有(6+6)个叶轮,分两段,背靠背布置。因其没有平衡鼓套,运行中产生的总轴向力全部由推力轴承承受,因此总轴向力应该不会太大。可以判断,两段的扬程差不多,轴向力大小也相近,但是方向相反,1段轴向力指向驱动端,2段轴向力指向非驱动端。
但是随着零部件的磨损,2段出口(即泵出口)向1段出口的回流增加,流量下降的同时,提高了1段出口压力和2段入口压力。1段出口压力的升高使得1段的轴向力增加,2段入口压力的升高使得2段轴向力减小,导致总的轴向力成2倍地增加。比如,1段的轴向力增加1T,2段轴向力减小1T,总的轴向力就会增加2T。
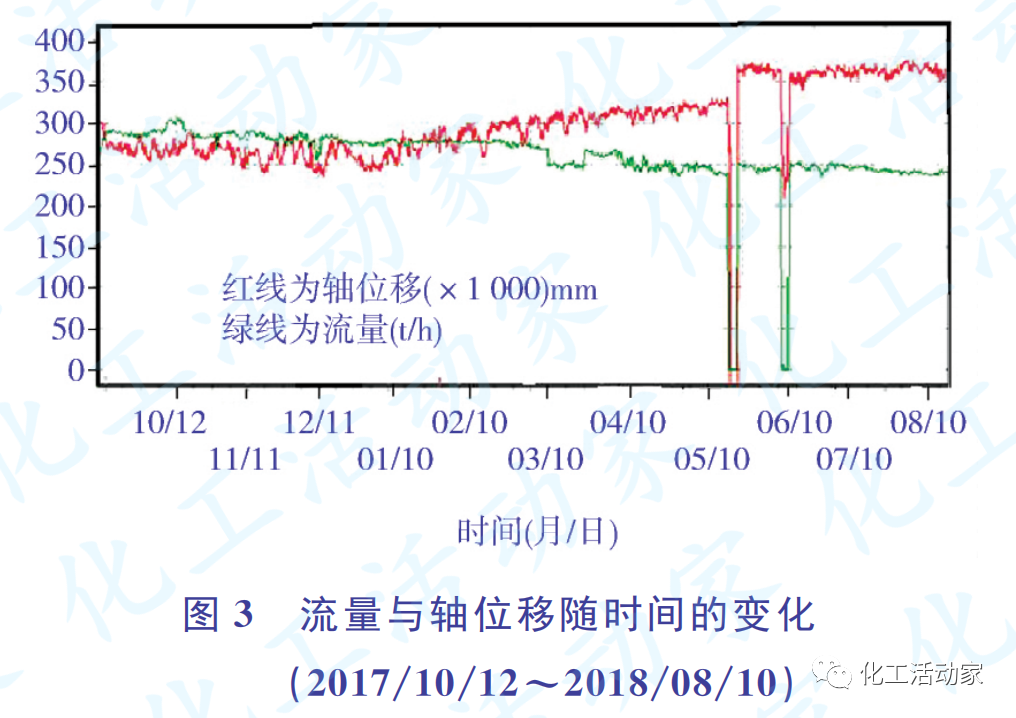
图3为2017年10月12日~2018年8月10日期间流量与轴位移(×1000)的变化情况。
由图3可见,流量下降,轴位移上升,验证了轴向力增大的判断。
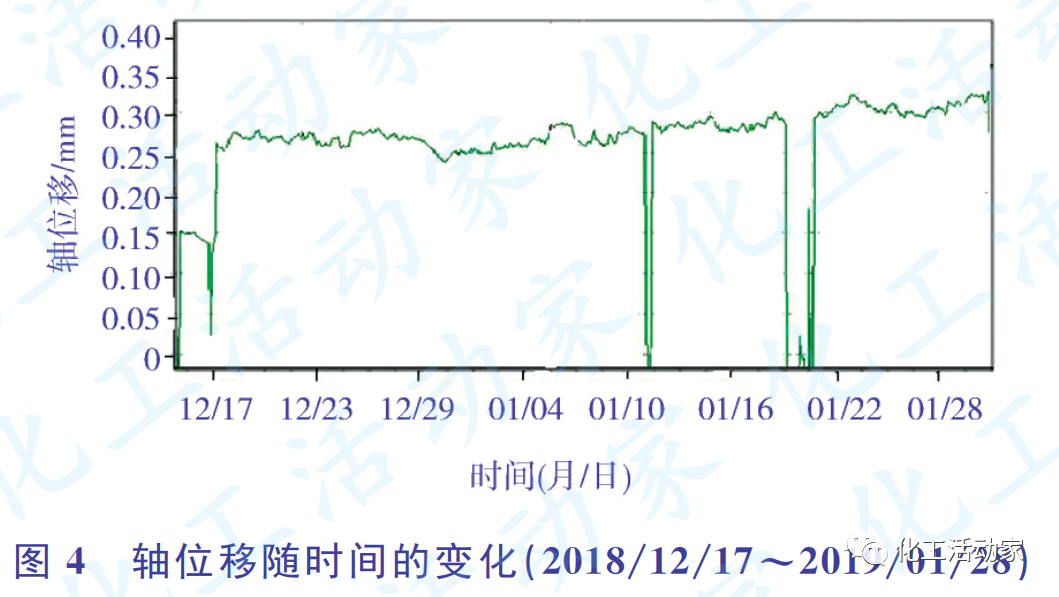
当时采取的方案为:改变轴位移探头的零位,投用轴位移联锁。将转子放在离副推力瓦0.14mm的位置,安装轴位移探头,调零位,根据推算,DCS显示会在0.25mm左右。图4为2018年1217日开泵后轴位移的变化情况。
由图4可见,轴位移仍在持续上升,达到0.32mm。这说明泵内零部件冲刷、磨损仍在加剧,内部泄漏日严重。
该期间轴的总窜动量应该为:
0.32×1.414+0.14=0.59mm
主推力瓦块的背后支撑的变形量为:
0.59-0.35=0.24mm
转子这么大的总窜动量是由转子的轴向力引起的,与转子的受热膨胀关系不大,因为转子的推力轴承、轴位移探头安装在同一侧,且探头就安装在轴承箱壳体上。由此可见,转子承受的轴向力是非常大的。2019年1月25日,P-1802停止运行,切至P-1102B运行。
泵内部回流的可能原因
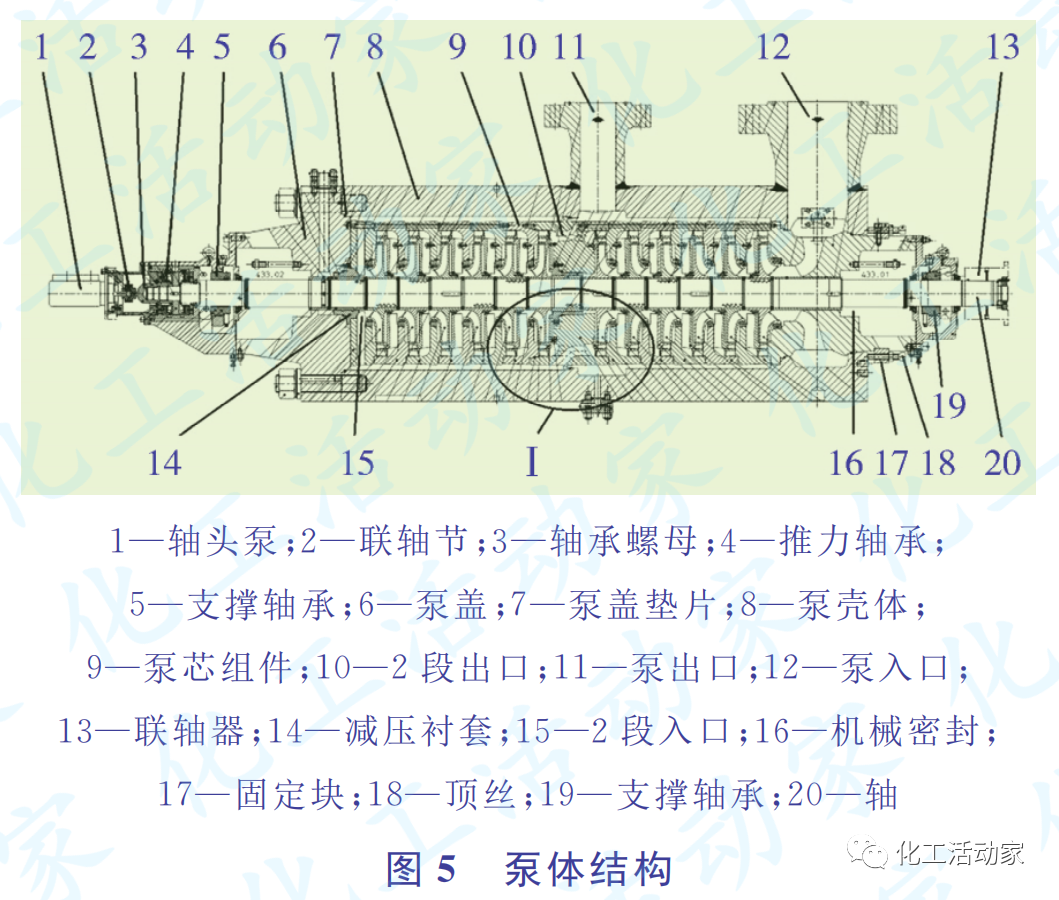
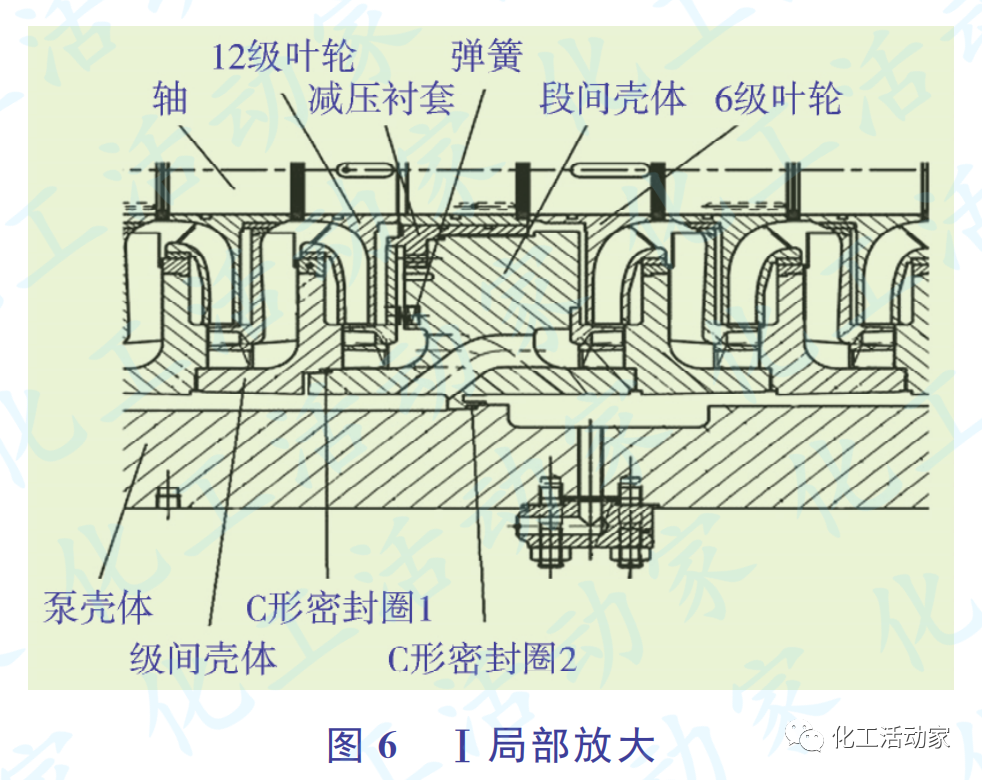
为什么会发生2段出口(即泵出口)向1段出口回流持续增加的现象呢?要弄清楚这个问题,需要了解该泵的结构。泵的结构见图5,段间Ⅰ局部放大见图6。
泵分两段,每段6个叶轮,背靠背布置。在泵芯壳体有1段泵芯和2段泵芯。1段泵芯包括入口壳体、1~6级壳体、段间壳体,由螺栓连接在一起,在驱动端的固定块和顶丝的作用下,与泵壳体的入口端贴合在一起;2段泵芯包括7~12级壳体,由螺栓连接在一起;在1、2段泵芯之间的弹簧作用下,2段泵芯与泵盖贴合在一起,且在驱动端的固定块和顶丝的作用下,与泵壳体的入口端固定在一起。
介质在泵内的流动方向是:从驱动端的泵入口进入,经过6级叶轮的升压,从段间壳体的1段出口流出,而后经过2段与泵壳体间的空间流道、非驱动端的2段入口,再经过6级叶轮的升压,从段间壳体的2段出口流出到泵出口。
段间壳体既有6级叶轮出口的流道,又有12级叶轮出口的流道。两段泵芯之间,也就是图6中的段间壳体与级间壳体之间处于脱离的状态。图6中,段间壳体有3个地方要承受12级出口与6级出口之间近10MPa的压差,具体为:与泵壳体之间通过C形密封圈2进行密封处;与级间壳体之间通过C形密封圈1进行密封处;与轴之间通过减压衬套进行减压处。C形密封圈1、2是非常关键的,其截面为C形,C的里面有弹簧,增加其弹性。C形密封圈利用C的上侧、下侧与零部件表面的紧密接触产生密封效果。C形密封圈1、2损坏或减压,导致衬套磨损严重,就会造成泵内部回流严重。
故障原因分析及措施
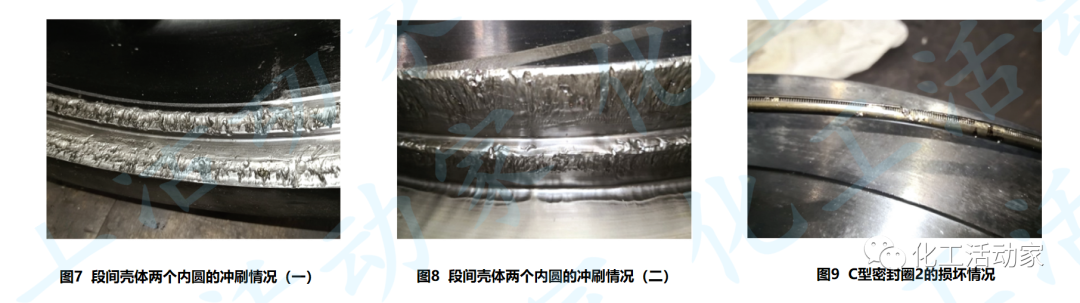
对泵P-1802进行泵芯拆卸、解体、清洗后,发现C形密封圈1损坏非常严重,有2/3完全被冲刷掉,剩下的1/3也处于碎的状态。与C形密封圈1相配合的段间壳体的两个内圆、级间壳体的两个外圆冲刷严重,其冲刷情况分别见图7和图8。
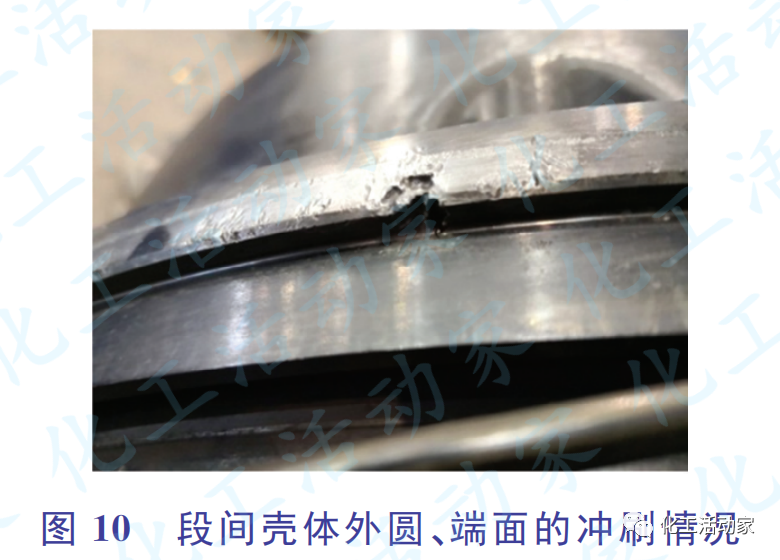
C形密封圈2也有损坏,即将发生断裂,见图9。与C形密封圈2相配合的段间壳体的外圆、端面也有冲刷,见图10。
检查了叶轮口环间隙(实际0.60~0.72mm,要求0.50mm)、级间口环间隙(实际0.87~1.38mm,要求0.50mm)、泵盖节流衬套与轴套间隙(实际0.62mm,要求0.38mm)、段间减压衬套与轴套间隙(实际0.71mm,要求0.38mm),发现均有一定超标。
由此可见,该泵流量偏低的主要原因是:C形密封圈1损坏,相应的配合面冲刷严重;减压衬套、轴套磨损;口环磨损。而轴位移偏大的主要原因是:C形密封圈1损坏,减压衬套、轴套磨损,泵内回流加大,平衡了轴向力,导致推力轴承承受了比较大的轴向力。
C形密封圈1为什么损坏这么严重呢?原因分析如下:出现上述问题前,根据平衡管压力上升的情况,曾经在现场拆卸泵盖(见图5中的“6”),更换减压衬套(见图5中的“14”);泵盖拆卸后,2段泵芯会失去轴向的压紧力,轴向会向泵盖侧移动,特别是还会下沉,使得C形密封圈1发生扭曲变形,复位后,C形密封圈1与密封面的接触不可能恢复到原来的状态,造成损伤。正确的检修方法是:拆卸泵盖、更换减压衬套前,应该将泵拆除、直立,这样就可以避免对C形密封圈1的损伤。
根据零部件损坏的情况,更换了减压衬套、轴套、C形密封圈1和2、叶轮口环等。泵经过上述处理并重新投用后,流量、扬程恢复到出厂的状态,轴位移、振动等机械性能良好。
结 论
(1)泵的流量偏低与轴位移偏大不是孤立的问题,二者都是由于泵内部零部件的冲刷、磨损造成内回流加大引起的。
(2)泵的内部回流增大,既引起泵流量下降,又引起段间压力上升,破坏了轴向力的平衡,使得推力轴承承受了很大的轴向力,导致轴位移偏大。
(3)泵的内部回流是由C形密封圈1损坏、减压衬套磨损造成的。而C形密封圈1的损伤则是由于检修时未将泵体直立,导致C形密封圈1发生变形造成的。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020