软件

产品


导 读
采用变压吸附(PSA)进行气体分离的工艺原理是依靠吸附剂在物理吸附过程中所具有的两个基本性质:
一是对不同组分的吸附能力不同,可实现对混合气体中某些组分的优先吸附而使其他组分得以提纯;
二是吸附质在吸附剂上的吸附容量随吸附质的分压上升而增加,随吸附温度的上升而下降。
可实现吸附剂在低温、高压下吸附而在高温、低压下解吸再生,达到吸附剂的吸附与再生循环,进而达到连续分离气体的目的。
工艺流程
在某煤气化制甲醇工艺装置中,来自煤气化装置的合成气为原料,经过合成气压缩、甲醇合成、甲醇精馏等主要工艺单元生产合格的MTO级甲醇供下游烯烃装置使用。而为提高氢气利用率,甲醇合成装置设置膜分离和PSA单元。驰放气首先经过膜分离,初步分离出富氢气与新鲜合成气混合返回合成气压缩机入口;非渗透气则通过下游的PSA制取高纯度的氢气。
01工艺流程说明
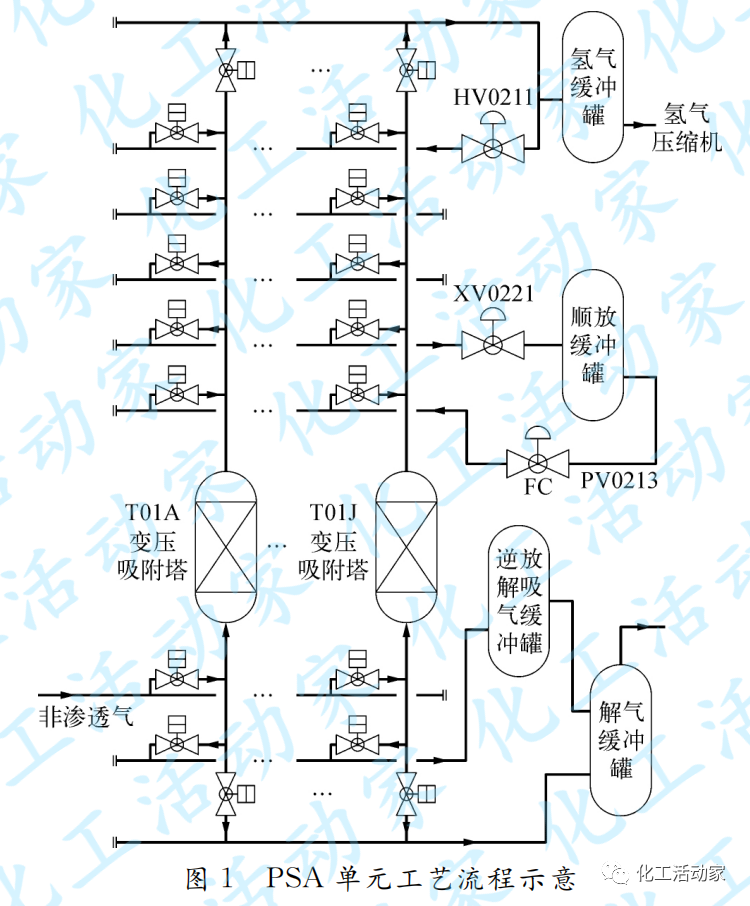
PSA采用“1015P”工艺流程,即10个吸附塔,1塔吸附5次均压模式。10个吸附塔交替进行吸附、再生操作,实现气体的连续分离、提纯和吸附剂再生。
在PSA-H2系统中,任一时刻总有1个吸附塔处于吸附步骤,由吸附塔下部入口端通入原料,在顶部出口获得产品氢气,送往后续工段。吸附塔所有的压力均衡降都是用于其他吸附塔的压力均衡升以充分回收再生吸附塔中的氢气。逆放步骤排出了吸附塔中吸留的大部分杂质组分,剩余的杂质通过冲洗步骤彻底解吸。
每个吸附塔在不同时间依次经历吸附、5次压力均衡降、顺放过程、逆向过程、冲洗、5次压力均衡升和最终升压等步骤,整个程序完成后即实现了一个完整的“吸附再生”循环。PSA工艺流程流程如图1所示。
02控制系统特点
PSA单元具有控制阀门多,阀门切换时间短且动作频繁,自动化程度要求较高等特点,因此大都采用常规的回路控制、顺序控制、自适应优化控制和专家故障诊断等多种控制方案并存的方案。
自适应控制软件可根据变化中的工艺条件进行预估,随工艺状况的改变,自动生成控制操作曲线,按该曲线自动控制PSA单元的均压、逆放、抽空、充压过程。该软件也可根据装置进料量的大小、原料气组成、压力和温度的变化,适时地调整系统运行参数,优化PSA单元的运行状况,保证产品质量并获得较高的氢气回收率,从而大幅提高装置在运行过程中的经济性。
PSA单元通常采用PLC或DCS进行控制,对温度、压力、流量以及程控阀的阀位等主要操作参数进行数据采集、过程监视、历史趋势回顾等,并能自动跟踪监测装置的运行工况。同时,该软件中的故障诊断系统可实现多个吸附塔的任意组合切换,并分析吸附塔温度、压力、阀门信号反馈等各运行参数,对出现的故障进行报警并自动切除该塔,重新组合运行。当出现故障或需要调整装置负荷时,可根据需要切换成不同的运行程序,避免了因出现小故障导致该单元全线停车对生产造成较大的影响。
PSA程控阀特点及要求
程控阀是实现PSA单元正常运转、可靠工作的关键设备。在生产过程中,要周期性、不间断地开或关程控阀,数量越多,操作就越复杂。正是由于该单元工艺工况的特殊性,因此对该阀的要求高于普通程控阀。PSA单元程控阀要求如下:
1)要求程控阀的动作寿命长,正常启闭5×105次以上,且能保证密封性能。
2)要求启闭速度快,其启闭时间应小于3s。
3)部分程控阀既要求有双向流通性,还要求具有调节功能。
4)程控阀具有阀位状态现场指示和远传信号,其动作寿命与程控阀相同。
5)可靠的填料函密封。
6)必须满足现场氢气环境,即防爆等级的要求。
针对PSA工艺的不同要求,程控阀的种类大致分为高性能提升阀、适用于低压差大通径的双偏心和三偏心蝶阀、适用于DN50以下的球阀、逻辑导向阀、组合阀、单向阀、波纹管截止阀、四通球阀、管道阀、高低选自动阀等。
程控阀在经过长时间运行,频繁切换后出现的阀位检测故障报警、活塞卡涩、开关不灵活、漏气等现象都是常见的故障,该类故障若经常出现或者处理不及时将会直接影响整个系统装置的正常运行,严重时会导致装置停车甚至发生安全事故。
本文只针对该装置PSA单元中曾使用过的KJ*C和QPJ两种不同系列程控阀进行分析和研讨。
01程控阀结构特点
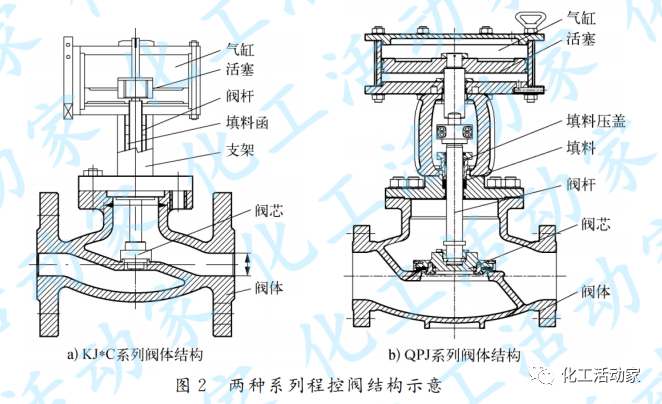
在该装置PSA单元中,采用了KJ*C系列和QPJ系列程控阀,两种系列的程控阀结构如图2所示。
1)KJ*C系列程控阀特点如下:
a.整体结构简单,执行机构与阀体通过支架连为一体。
b.阀杆、填料函密封在一体支架内,不易被破坏及污染。
c.阀芯、阀杆处为销钉连接,维修简单方便。
d.阀杆与活塞、阀芯直接连接。
e.抗冲刷、抗分子筛粉尘;自润滑、防擦伤、防爆。
f.开关速度快、可调阀位可检测等。
2)QPJ系列程控阀特点如下:
a.采用分体式结构,可单独更换、维护执行器;阀体与执行结构为分体式,工艺介质不会因填料泄漏窜入气缸内而导致阀门故障。
b.采用螺钩压填料的结构和磨损补偿的填料压紧结构,能够随时观察填料压紧力变化。
c.阀芯、阀杆连为螺纹、半圆环连接,消除了因销钉使用磨损导致的阀芯脱落问题。
d.密封性能好,达到零泄漏标准;具备双向耐压性和抗高速气流冲刷性能;能用于氢气、一氧化碳等易燃易爆、有毒和粉尘等恶劣环境。
e.阀门开关速度快(3s以内),寿命长,可经受长期频繁开关。
02两种程控阀使用情况对比
自2016年该装置PSA单元开车投用以来,程控阀先采用KJ*C系列,后采用QPJ系列。现场使用情况分析对比如下。
①KJ*C系列程控阀使用情况
KJ*C系列程控阀因阀腔结构空间小,内部空间受限,阀芯密封升降空间所需等因素,阀杆和阀芯采用了销钉结构连接。在使用过程中,销钉与阀杆连续动作较易造成销钉磨损并导致断裂,使阀芯掉落,引起阀门故障。
该系列程控阀从整体结构上看阀杆和支架及气缸是相连接的,且密封为一体结构。阀门压力等级为CL300,实际工艺操作压力为3.2MPa,远高于气缸内的仪表风压力(0.4~0.6)MPa,当阀杆填料或“O”型密封环发生泄漏时,工艺气体直接进入气缸活塞缸体内,将气缸活塞顶住,导致阀门不能正常工作。从结构看该阀阀杆密封无填料压盖,填料随阀杆活动,很容易造成填料损坏;且气缸活塞与阀杆无“防飞出”安全设计,在检修解体气缸时,易发生因缸体内憋压导致气缸内活塞、阀杆飞出,致使氢气大量泄漏,引发摩擦静电起火事故。
2016年自投用以来,KJ*C系列程控阀故障频出,针对26台故障阀进行了相应的改进措施:采用带螺纹销子配套螺帽,破坏螺帽外丝口,防止螺帽脱出;阀芯密封垫圈紧固部位采用螺纹锁固胶、舌型防松垫及弹簧垫配合处理。
改进后的程控阀在使用过程中,发现26台中仍有7台阀芯密封件脱落,阀杆与销钉之间磨损严重,证明阀芯、阀杆的连接方式存在严重的缺陷,导致阀芯、密封件等脱落故障。
②QPJ系列程控阀使用情况
QPJ系列程控阀由国内一家供应商设计制造的专用气动程控截止阀。2018年4月该装置PSA单元在检修期间,更换了17台QPJ系列程控阀,装置开车后使用效果良好,故障率大幅下降,分析情况如下:
1)阀体与执行结构为分体式设计,工艺介质不会因填料泄漏而窜入气缸导致阀门故障,减少了介质燃爆的风险;由于开窗式设计,当填料损坏而发生泄漏时,可直接观察和检测。
2)阀芯、阀杆机构为螺纹、半圆环结构,较少磨损,从而减少了阀芯脱落的情况发生。
3)增加了螺钩压填料的结构,减少因填料损坏导致的泄漏发生;且在事故处理、更换填料时,不需要对整台阀门进行下线、解体,大幅缩短了故障处理时间。
该系列程控阀已使用了2年,无需日常停车保养,只在装置每4年一次的大修期间进行易损件的维修,应用效果较好。
③安全措施
由于PSA单元为高压临氢装置,装置氢气体积分数可达99.92%,且程控阀门数量多,动作频繁,可能存在大量的氢气泄漏点;由于氢气在空气中遇明火易发生爆炸,按理论计算,氢气体积分数爆炸极限范围为4.0%~75.6%,因此在更换QPJ系列程控阀的同时现场须加强如下措施:在PSA单元内及周边一定的范围内,适度增加可燃气体报警器,有利于及时发现泄漏情况并及时得到报警;定期用便携式氢气检测仪检查阀门填料,及时发现填料损坏、泄漏的隐患,并采取处理措施。
结束语
由于阀型结构设计存在问题而导致频繁损坏的现象在各类工艺装置应用中比较普遍,具有一定的代表性,合适的阀型结构也是工艺装置“安、稳、长、满、优”运行的保证。因此,在工况和环境相近的情况下,在同类装置运行过程中及时吸取同行业的经验教训,借鉴成功的案例,可使现场设备故障问题尽快得到解决;同时对其他新建同类装置也是重要的提示,可避免同样问题再次发生,减少不必要的后期维修及改造投资。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020